(54) УСТРОЙСТВО ДЛЯ МОДИФИЦИРОВАНИЯ ЖИДКОГО МЕТАЛЛА
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для модифицирования жидкого металла | 1981 |
|
SU986588A1 |
| Устройство для подачи модификатора в жидкий металл | 1989 |
|
SU1699706A1 |
| Способ модифицирования чугуна | 1988 |
|
SU1640174A1 |
| Стакан для слива и модифицирования жидкого металла | 1976 |
|
SU634840A1 |
| Устройство для обработки жидкого металла | 1983 |
|
SU1097436A1 |
| Вихревой смеситель | 1978 |
|
SU779392A1 |
| Способ получения модифицированного серого чугуна | 1983 |
|
SU1097680A1 |
| СПОСОБ И УСТРОЙСТВО МОДИФИЦИРОВАНИЯ | 2009 |
|
RU2518879C2 |
| Устройство для обработки металла | 1990 |
|
SU1747499A1 |
| СПОСОБ ПЕРИОДИЧЕСКОГО ВВЕДЕНИЯ ПОРОШКООБРАЗНЫХ РЕАГЕНТОВ В ЖИДКИЙ МЕТАЛЛ | 1990 |
|
RU2047659C1 |
1
Изобретение относится к питейному производству, нреимущественно к устройст-. .вам, предназначенным для вв.едения твердых порошкообразных реагентов в струю ,л 2идких Металлов и сплавов, например модификаторов, в струю лшдкого чугуна при автоматической заливке литейных форм.
Известно устройство для модифицировани жидкого металла в процессе его разливки, включающее дозатор для порошкообразного материала, установленный над раз,гшвочным желобом, и трубку с ворошсой, введенную ко1щентрично в сливное отверстие разливочного л елоба, причем нижний конец трубки расположен 1шже сливного отверстия l.
Однако известное устройство не обеспечивает равномерного перемешивания твердого порошкообразного модификатора, что вызывает повышенный расход модификатора, снижает эфс{)ективность процесса модифицирования и Не позволяет получать отливки высокого -качества.
Целью изобретения является ул чшеш е качества отливок путем повышения эффективности процесса модифицирования.
Для этого нижний конец трубки распело- Жен ниже сливного отверстия на расстоянии 0,5-5,0 BHjTpemiero диаметра трубки.
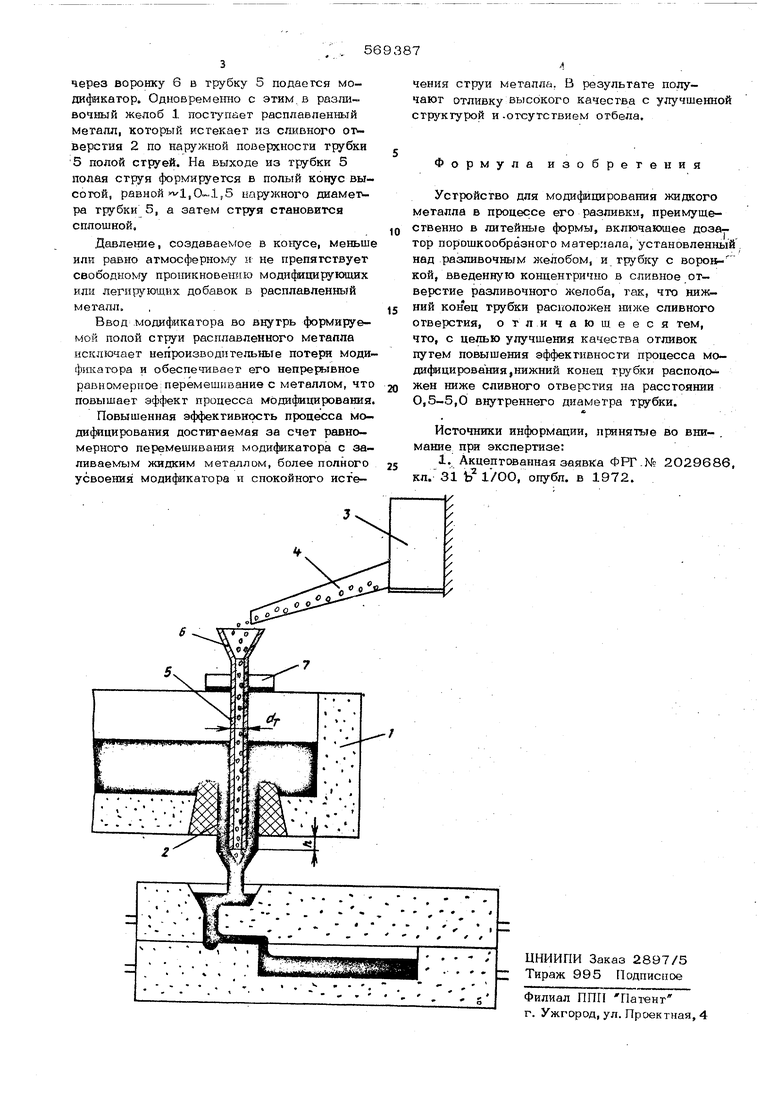
,На чертеже представлено устройство для моцифицирования жидкого металла в разрезе.
Устройство состоит из разливочного желоба 1 со сливпым отверстием 2, дозатора 3 для подачи твердого порошкообразного модификатора, снабженного вибрационным лотком 4, трубки 5 с воронкой 6. Трубка 5 закреплена в вертикальном положении конценг; ично сосливным.отверстием 2 с помо.иью держателя 7, укрепленного на раэ|ливочном желобе 1. Нижний конец трубки 5 расположен ниже нижнего уровня сливного отверстия на расстоянии 0,5 до 5 внуг-реннего диаметра трубки.
Диаметр сливного отверстия и наружнь(й диаметр трубки выбираются в зависимости от принятой по технологии скорости заливки металла в литейную форму, установленную на заливочном конвейере.
Устройство работает следующим образом. Из дозатора 3 по вибрационному лотку 4
