Способ обработки формных медных цилиндров машин глубокой печати абразивным инструментом известен. Однако Этот способ обладает существенным недостатком, заключающимся в том, что медь быстро «засаливает абразивный инструмент и геометрическая фор1ма цилиндра искажается.
В предлагаемом способе указанный недостаток устраняется тем, что обработку медных формных цилиндров ведут по методу суперфинища при оцределенном режиме работы. Обработку ведут брусками из зеленого карбида кремния зернистостью 100-М 28, соверщающими около 550 двойных ходов в минуту при величине хода 5 мм и продольной подач 20-100 мм1об вдоль оси цилиндра, вращающегося с окружной скоростью 8-20 м1мин с увеличением удельного давления от 0,3- 0,6 кг/см в начале обработки до 2-3 кг1см. Для охлаждения может быть применена вода.
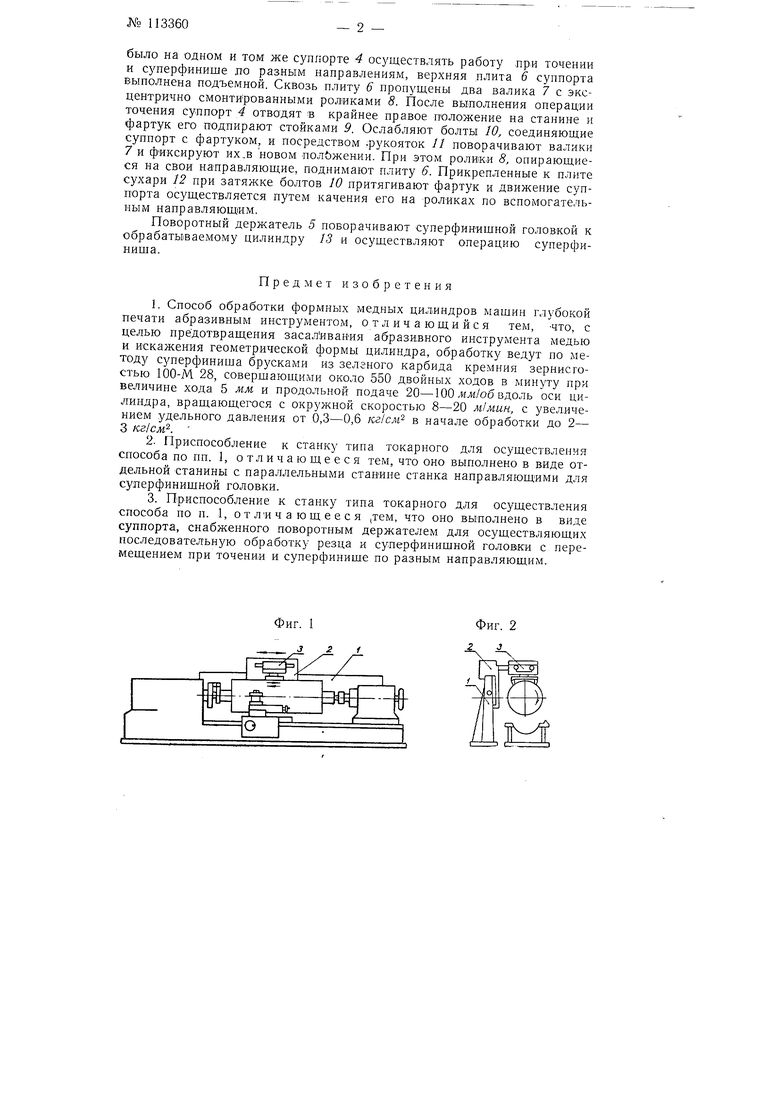
На фиг. 1 и 2 показано приспособление к станку типа токарного для осуществления предлагаемого способа; на фиг. 3 ц 4- приспособление с поворотным держателем.
Приспособление (см. фиг. 1 и 2) выполнено в виде отдельной станины / с параллельными станине станка направляющими, по которым от. отдельного привода соверщает возвратно-поступательные движения каретка 2, несущая сменную головку 3 для суперфинища обрабатываемого медного цилиндра, установленного на центрах станка. Станок может иметь два суппорта: один - для точения и другой-для суперфиниша.
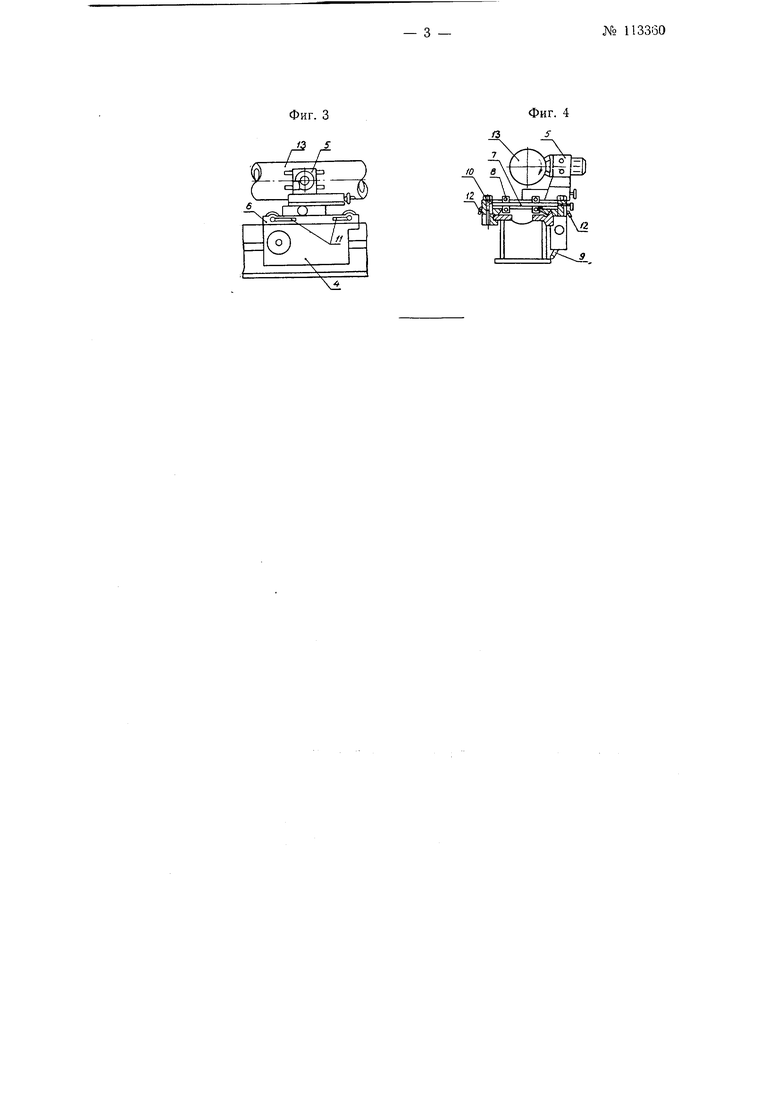
Приспособление, показанное на фиг. 3 и 4, выполнено в виде одного суппорта 4, снабженного поворотным держателем 5, в :котором крепится резец и монтируется суперфинищная головка. Чтобы возможно
было на одном и том же суппорте 4 осуществлять работу при точении и сзперфинише ло разным направлениям, верхняя плита 6 суппорта выполнена подъемной. Сквозь плиту 6 пропущены два валика 7 с эксцентрично смонтированными роликами 8. После выполнения операции точения суппорт 4 отводят в крайнее правое положение на станине и фартук его подпирают стойками 9. Ослабляют болты 10, соединяющие суппорт с фартуком, и посредством .рукояток // поворачивают валики 7 и фиксируют их.в новом лолЬжении. При этом ролики 8, опирающиеся на свои направляющие, поднимают плиту 6. Прикрепленные к плите сухари 12 при затяжке болтов 10 притягивают фартук и движение суппорта осуществляется путем качения его на роликах по вспомогательным направляющим.
Поворотный держатель 5 поворачивают суперфинищной головкой к обрабатываемому цилиндру 13 и осуществляют операцию суперфиниша.
Предмет изобретения
1.Способ обработки формных медных цилиндров мащин глубокой печати абразивным инструментом, отличающийся тем, -что, с целью предотвращения засаливан-ия абразивного инструмента медью и искажения геометрической формы цилиндра, обработку ведут по методу суперфинища брусками из зелгного карбида кремния зернистостью 100-М 28, совершающими около 550 двойных ходов в минуту при величине хода 5 мм и продольной подаче 20-100 лл/об вдоль оси цилиндра, вращающегося с окружной скоростью 8-20 м/мин, с увеличением удельного давления от 0,3-0,6 кг/см в начале обработки до 2- 3 кг/см.
2.Приспособление к станку типа токарного для осуществления способа по пп. 1, отличающееся тем, что оно выполнено в виде отдельной станины с параллельными станине станка направляющими для сзперфинищной головки.
3.Приспособление к станку типа токарного для осуществления способа по п. 1, отличающееся ,тем, что оно выполнено в виде суппорта, снабженного поворотным держателем для осуществляющих последовательную обработку резца и суперфинищной головки с перемещением при точении и суперфинише по разным направляющим.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для полирования формных цилиндров машин глубокой печати | 1956 |
|
SU104416A1 |
| Устройство для перевода пигментной копии на формные цилиндры машин глубокой печати | 1956 |
|
SU112401A1 |
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| ГОЛОВКА ДЛЯ ШЛИФОВАНИЯ ЭЛЛИПТИЧЕСКИХ ПОВЕРХНОСТЕЙ ВАЛОВ | 2002 |
|
RU2211133C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ВИНТОВЫХ ПОВЕРХНОСТЕЙ ВИНТОВ | 1999 |
|
RU2164843C1 |
| САМОЦЕНТРИРУЮЩАЯ ГОЛОВКА ДЛЯ ШЛИФОВАНИЯ ЭЛЛИПТИЧЕСКИХ ПОВЕРХНОСТЕЙ ВАЛОВ | 2002 |
|
RU2211134C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МОТЫЛЕВЫХ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ | 1992 |
|
RU2043884C1 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОЙ ОБРАБОТКИ ВАЛОВ | 2001 |
|
RU2196663C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ ВАЛОВ | 2001 |
|
RU2196662C1 |