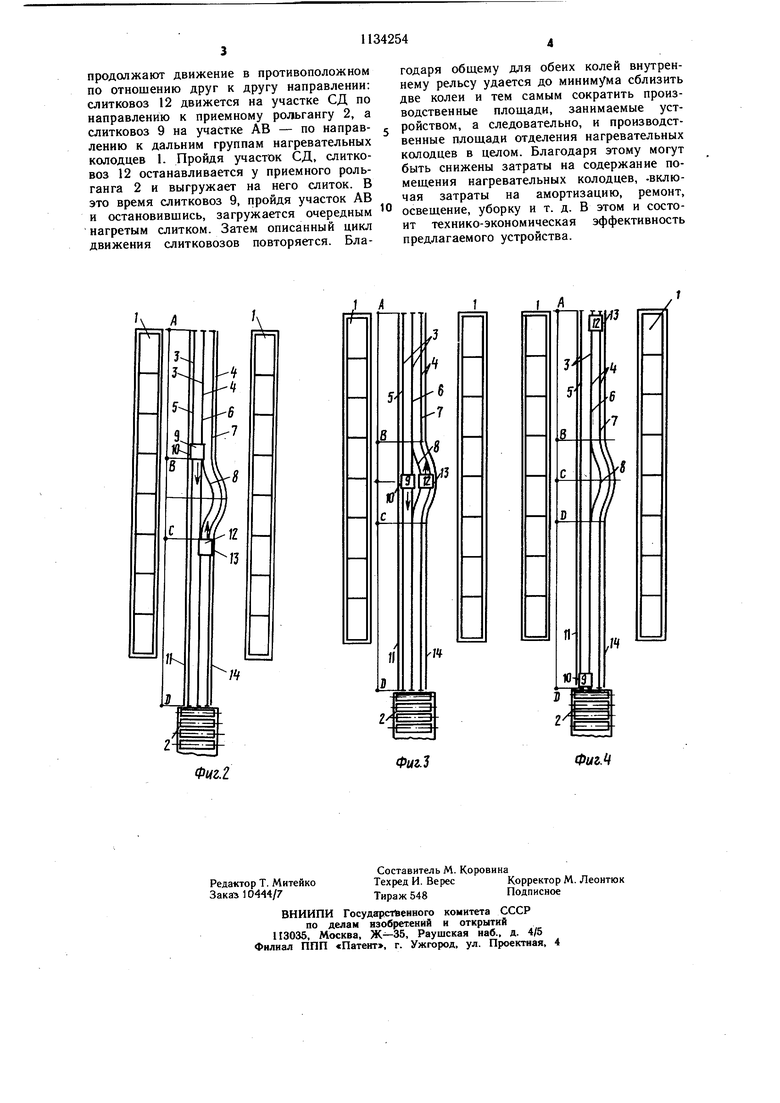
Изобретение относится к металлургии и может быть использовано для подачи слитков от нагревательных колодцев к приемному рольгангу обжимных прокатных станов. Известно устройство для подачи слитков к приемному рольгангу обжимного прокатного стана, включающее две параллельные колеи рельсового пути, каждая из которых образована двумя рельсами - внутренним и наружным, и передаточные платформы, выполненные поворотными 1. Недостаток устройства состоит в том, что его платформы выполнены поворотными. а каждая колея имеет независимый от другой колеи внутренний рельс, при этом колей расположены на некотором расстоянии друг от друга, вследствие чего увеличиваются производственные площади цеха, занимаемые .устройством. Наиболее близким к предлагаемому по техническому рещению является устройство для подачи слитков к приемному рольгангу обжимного прокатного стана, включающее две колеи рельсового яути, каждая из которых образована внутренним и наружным рельсами. Форма концевых участков рельсового пути позволяет несколько уменьщить производственные площади, занимаемые устройством 2. Однако эти площади остаются все же значительными, так как каждая колея устройства имеет независимый от другой колеи внутренний рельс, а сами колеи на параллельных участках пути расположены на некотором расстоянии друг от друга, определяемом углом изгиба их концевых участков. Цель изобретения является сокращение производственных площадей, занимаемых устройством. Указанная цель достигается тем, что в устройстве для подачи слитков к приемному рольгангу обжимного прокатного ста.. .,„,. „„ „,, на, включающем две колеи рельсового пути, каждая из которых образована внутренним и наружным рельсами, его рельсовые пути выполнены из участков с общим для обеих колей внутренним рельсом, плавно сопряженным в зоне соединения участков одновременно с прямолинейным и криволинейнымвнутренними рельсами колей. На фиг. 1изображено предлагаемое устройство приисходном положении слитков, вид в плане; на фиг. 2, 3 и 4 - то же, и различные моменты движения слитковоУстройство для подачи слитков от нагревательных колодцев 1 к приемному рольгангу 2 обжимного прокатного стана (не показан) включает колеи 3 и 4 рельсового пути, состоящего из участков АВ, ВС и СД. Колея 3 образована наружным и внутренним рельсами 5 и 6. На участках АВ и СД внутренний рельс 6 колеи 3 является одновременно внутренним рельсом колеи 4, наружным рельсом которой является рельс 7, Участок пути ВС является соединительным между участками АВ иСД. Колея 4 на этом участке имеет независимый от колеи 3 внутренний рельс 8, выполнена криволинейной и состоит из двух переходных участков, для разбивки которых можно воспользоваться радиальной спиралью, кубической параболой или составной (коробовой) кривой, выбирая расстояние MN таким, чтобы оно обеспечивало беспрепятственное движение слитковозов во встречном направлении. Длина переходных участков может быть выбрана численно равной скорости слитковозов. По колее 3 перемещается слитковоз 9, снабженный токосъемниками 10 взаимодействующими с троллеями 11. По колее 4 перемещается слитковоз 12, снабженный токосъемниками 13, взаимодействующими с троллеями 14. Устройство работает следующим образом. Перед началом работы устройства слитковозы 9 и 12 занимают положение, изображенное на фиг. 1. После загрузки слитком, полученным из одного из нагревательных колодцев I, слитковоз 9 движется по колее 3 по направлению к приемному рольгангу 2. Навстречу ему по колее 4 движется слитковоз 12. Пройдя участки пути АВ и СД соответственно (фиг. 2), слитковозы 9 и 12 продолжают встречное движение на участке ВС, при этом слитковоз 9 движется по колее 3, а слитковоз 12 - по криволинейному отрезку колеи 4. Разъехавшись на участке ВС (фиг. 3), слитковозы продолжают движение в противоположном по отнощению друг к другу направлении; слитковоз 9 движется на участке СД по направлению к приемному рольгангу 2, g слитковоз 12 на участке АВ - по направлению к дальним группам нагревательных колодцев 1 в район, где ранее находился слитковоз 9. Пройдя участок СД, слитковоз 9 останавливается у приемного рольганга 2 и выгружает на него слиток (фиг. 4). В это время слитковоз 12, пройдя участок АВ и остановившись, загружается очередным нагретым слитком. После загрузки слитком слитковоз 12 движется по колее 4 по направлению к приемному рольгангу 2. Навстречу ему по колее 3 движется слитковоз 9. Пройдя участки пути АВ и СД соответственно, слитковозы 12 и 9 продолжают встречное движение на участке ВС, при этом слитковоз 12 движется по криволинейному отрезку колеи 4, а слитковоз 9 - по колее 3. Разъехавщись на участке ВС, слитковозы
продолжают движение в противоположном по отношению друг к другу направлении: слитковоз 12 движется на участке СД по направлению к приемному рольгангу 2, а слитковоз 9 на участке АВ - по направлению к дальним группам нагревательных колодцев 1. Пройдя участок СД, слитковоз 12 останавливается у приемного рольганга 2 и выгружает на него слиток. В это время слитковоз 9, пройдя участок АВ и остановившись, загружается очередным нагретым слитком. Затем описанный цикл движения слитковозов повторяется. Благодаря обш.ему для обеих колей внутреннему рельсу удается до минимума сблизить две колеи и тем самым сократить производственные площади, занимаемые устройством, а следовательно, и производственные площади отделения нагревательных колодцев в целом. Благодаря этому могут быть снижены затраты на содержание помещения нагревательных колодцев, -включая затраты иа амортизацию, ремонт, освещение, уборку и т. д. В этом и состоит технико-экономическая эффективность предлагаемого устройства.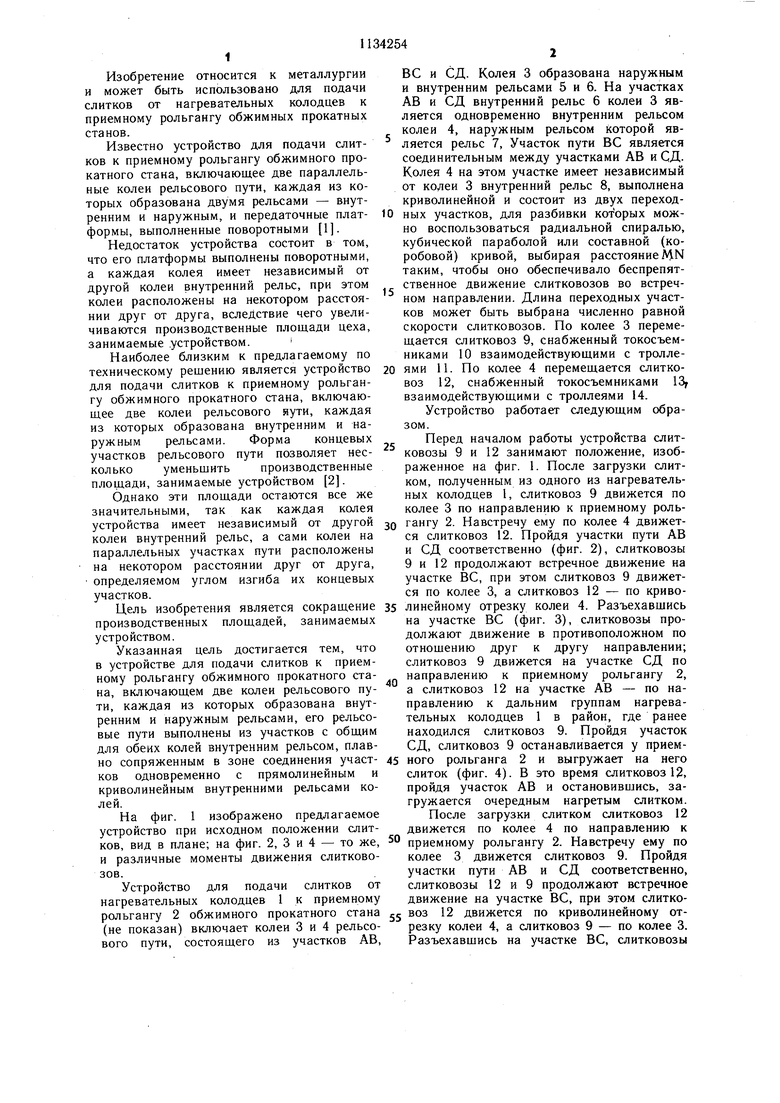
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для кольцевой подачи слитков | 1976 |
|
SU586942A1 |
| Устройство для кольцевой слиткоподачи к приемному рольгангу обжимного прокатного стана | 1975 |
|
SU539627A1 |
| Транспортная система для кольцевой подачи слитков | 1972 |
|
SU670355A1 |
| Устройство для кольцевой слитко-пОдАчи K пРиЕМНОМу РОльгАНгуОбжиМНОгО пРОКАТНОгО CTAHA | 1979 |
|
SU818694A1 |
| Слитковоз обжимного прокатного стана | 1986 |
|
SU1400687A1 |
| Слитковоз обжимного прокатного стана | 1980 |
|
SU865465A1 |
| Транспортная система для кольцевой подачи грузов | 1983 |
|
SU1183221A1 |
| Слитковоз обжимного прокатного стана | 1986 |
|
SU1355309A1 |
| Слитковоз прокатного стана | 1991 |
|
SU1794519A1 |
| Устройство для подачи горячих слитков от нагревательных колодцев на приемный рольганг прокатного стана | 1975 |
|
SU531578A1 |
УСТРОЙСТВО ДЛЯ ПОДАЧИ СЛИТКОВ К ПРИЕМНОМУ РОЛЬГАНГУ ОБЖИМНОГО ПРОКАТНОГО СТАНА, включающее две колеи рельсового пути, каждая из которых образована внутренним и наружным рельсами, отличающееся тем, что, с целью сокращения производственных площадей, занимаемых устройством, его рельсовые пути выполнены из участков с общим для обеих колей внутренним рельсом, плавно сопряженным в зоне соединения участков одновременно с прямолинейным и криволинейным внутренними рельсами колей. СО 4 to ел 4
Фнг.2
I А
-I
п
Фиг.3
ФигМ
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ подачи горячих слитков от нагревательных колодцев к приемному рольгангу высокопроизводительных блумингов и слябингов и устройство для его осуществления | 1959 |
|
SU130475A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для кольцевой подачи слитков | 1976 |
|
SU586942A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Планшайба для точной расточки лекал и выработок | 1922 |
|
SU1976A1 |
