Изобрете {11с относится к обработке меTa,;i;ioB давлением, в частности к способам правки л„1инномерных из.ае.пи растяжением, и может быть исиользовано в металлурги ческой и мап1иностроите.1ьных отрас.тх ир()М1)1н ленности. Известен способ правки длинномерных изделий растяжением, включаюншй в себя предварительное устранение местной кривизны изделия, последующую упругую и пластическую деформации, а также операции коптроля длины изделия iiocvie устранения местной кривизны ве,личины перемешення нодвижной растяжпой головкн при упругом деформиро1)а1П1п, ве,:|ичипы де(()ормируюн1,ег() усилия иа стадии уиругого де{Ьорми|)()вании и ве.шчиьы деформации иа стадии иластического деформирования 1. Недостатком известного способа является то, что on не исключает ошибки при определении величины деформации на стадии пластического деформирования, так как отсутствует определенность в выбо1н момента начала Toi деформации, что приводит к снижению качества нравки изде.чий. Цель изобретения - HoaijiHieHHc качества правки за счет исключеиия погреииюсти при оиределении величины деформации в п|)оцесее правки. Поставленная цель достигается тем, что согласно способу правки длинномерных изделий растяжением, включаю цему в себя предварительпое устранение местной кривизны изделия, носледуюп ую упругую и пластическую деформации, а также операции коптроля длины изделия после устранения местной кривизны, величины перемещения подвижной растяжной головки при упругом де(()Ормирова11ии, BevaH4HHbi деформирую цего усилия па стадии упругого деформироваш1я и величины деформирования па стадии пластического деформирования, донолнительно вводят операцию контроля величины перемещения подвижной растяжной го.ювкп па стадпи пластического деформирования, после чего опреде.ляют пластическую составляющую деформацпи, сравпивают с задаппым значением, а процесс правки заканчивают при их равенстве. Предложенный способ правки позволяет устрапить точную величину нластической деформации изделия, что гювышает качество правки. В процессе осуществления способа и.меет место следующий порядок техпологических контрольных и расчетных операцпй: предварительно растягивают изделие до устранения па нем местных искривлений и достижения его прямолинейности; определяют длину изделия после устрапения местной кривизны; растягивают изделие на стадии его упругого деформирования; определяют величину пере.мещения д- подвижной рас тяжпой ro.KJBKJi па угой стадии и усилие Р деформировапии; определяют отнои ение К прироста перемещення ДЕ растяжной головки к прирост) уси.шя ЛР па стадии упругого деформирования (К др-); оиределяют величину упругого удлинения Ly изделия (Ly- КР); растягивают изделие на стадии нластического деформирования; контролируют величину перемещения подвижной растяжпой го.ювки па стадии нластического деформировапия изделия; определяют пластическую деформацию изделия Ьлл, как разницу между абсолютной величиной неремен1ення |);ктяжно1| го.човки (L) и величиной iipyioro уд.чинения (Lrui L Ly); onреде,1як)Т ве.щчину ocTaT(j4Hoii относите, ijной де(|к)рмацни () сравнеиие.м ве.(ичии1 1 н.частической дефо|)мации с д.цпюй изде.шя носле устранения его местной крнвизны; заканчнвают процесс нравки при достижении равенства между, заданным и по.чученным значеннямн отпосительной деформации. Пример. Берут ируток диаметром 15 мм из а.помипиевого силава АКЧ--1. На чертеже представлена кривая растяже1|ИЯ закаленного прутка, правящегося растяжением через 4 ч noc.ie закалки до относительной деформации 2,0%, в координатах усилия правки (Р) - удлипепия ирутка (L) На участке КО кривой растяжения осуществляют устранение к)ивизны и упругое деформирование па участке кривой ОР. В процессе деформирования определяют OTHOHienne прироста пере.мещепия растяжпой головки к приросту усилия в силовой системе К -к- а участке ОР и величину упругого удлинения прутка при любом усилии в соответствии с уравнением Ly KF где Р - усилие в силовой системе. В точке Р, где произощло увеличение отнощепия прироста перемещения растяжной головки к приросту усилия в силовой системе, началось пластическое деформирование. С этого .момента появилась величина длины хода растяжной головки, соответствующая величине пластической деформации, которую находят как разницу между абсолютным перемещением растяжной головки на стадии упругого и пластического деформирования и рассчитанным значением упругого удлинения (Ly) и сравнивают с длиной прутка поеле устранения местной кривизны, т.е. в точке О, где длина прутка составляет 300 .мм. Как видно из кривой растяжения, в точке М, когда абсолютное пластическое удлипение составляет 6 мм, а относительное - 2%, нравку прекращают. При этом релаксируемое абсолютное упругое удлинение составляет 7 .мм, а суммарное удлинение - 13 мм.
3i1342584
Если за начало пластической деформл-отся лля мо.мучоипя степени деформации 2%
НИИ ) ючку О ио окоичаши устрансиияго ис.чичииа хода 1)астяжи(И1 го/юики. соотмсстиой кривичиы и с гной д.мииой nn.iy-HCTCTDXTOHUiЯ апсо.иотиой нс.чичиие иласгифабриката сра)иит1) аосо.потное Hcpt-MCHie-ческой деформации, раииа 0,5) мм, а отнонис растяжиой го/кн кн на iJ мм, ч го TJICON-си1сл|)Ная 0,3 ц.
| название | год | авторы | номер документа |
|---|---|---|---|
| Правильно-растяжная машина | 1979 |
|
SU811570A2 |
| Правильно-растяжная машина | 1977 |
|
SU662192A1 |
| Способ контроля процесса правки изделий растяжением | 1984 |
|
SU1210304A1 |
| Способ правки проката растяжением | 1980 |
|
SU899197A1 |
| СПОСОБ ПРАВКИ НАСОСНЫХ ШТАНГ РАСТЯЖЕНИЕМ | 1994 |
|
RU2069113C1 |
| СПОСОБ ПЛАСТИЧЕСКОЙ ПРАВКИ ПРОФИЛЕЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2009 |
|
RU2403114C1 |
| СПОСОБ ПРОИЗВОДСТВА КРУГЛОГО СОРТОВОГО ПРОКАТА В БУНТАХ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2008 |
|
RU2368436C9 |
| Правильно-растяжная машина | 1973 |
|
SU499918A1 |
| Способ термомеханической обработки полуфабрикатов из алюминиевых сплавов | 1988 |
|
SU1586261A1 |
| ЭЛЕКТРОКОНТАКТНАЯ УСТАНОВКА ТЕРМИЧЕСКОЙ ОБРАБОТКИ И ПРАВКИ РАСТЯЖЕНИЕМ ТРУБ, ПРУТКОВ И ПРОФИЛЕЙ | 2011 |
|
RU2453613C1 |
СПОСОБ ПРАВКИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ РАСТЯЖЕНИЕМ, включающий в себя предварительное устранение местной кривизны изделия, последующую упругую и пластическую деформации, а также операции контроля длины Мсолютное упругое удлинение 7/w изделия после устранения местной кривизны, величины перемещения подвижной растяжной головки при упругом деформировании, величины деформирующего усилия на стадии упругого деформирования и величины деформации на стадии пластического деформирования, отличающийся тем, что, с целью повыиюния качества правки, дополнительно вводят операцию контроля величины перем(чиения подвижной растяжной головки на стадии пластического деформирования, после чего определяют пластическую составляющую деформации, сравнивают с заданным значением, а процесс правки заканчивают при их равенстве. , - Абсолютное пластиt ecKoey&JiUHefiueSMfi . 5 3 Ю 17 12 73 L,Mf1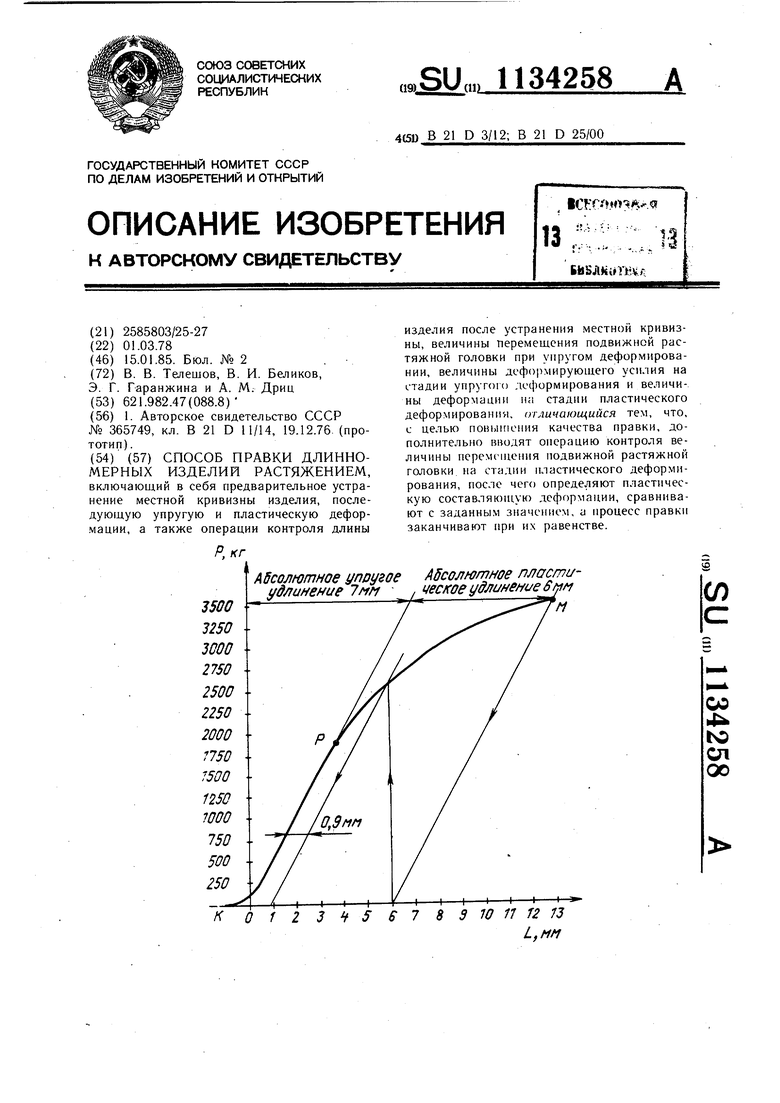
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ПЛАВКИЙ ПРЕДОХРАНИТЕЛЬ | 0 |
|
SU365749A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| (прототип). | |||
