О9
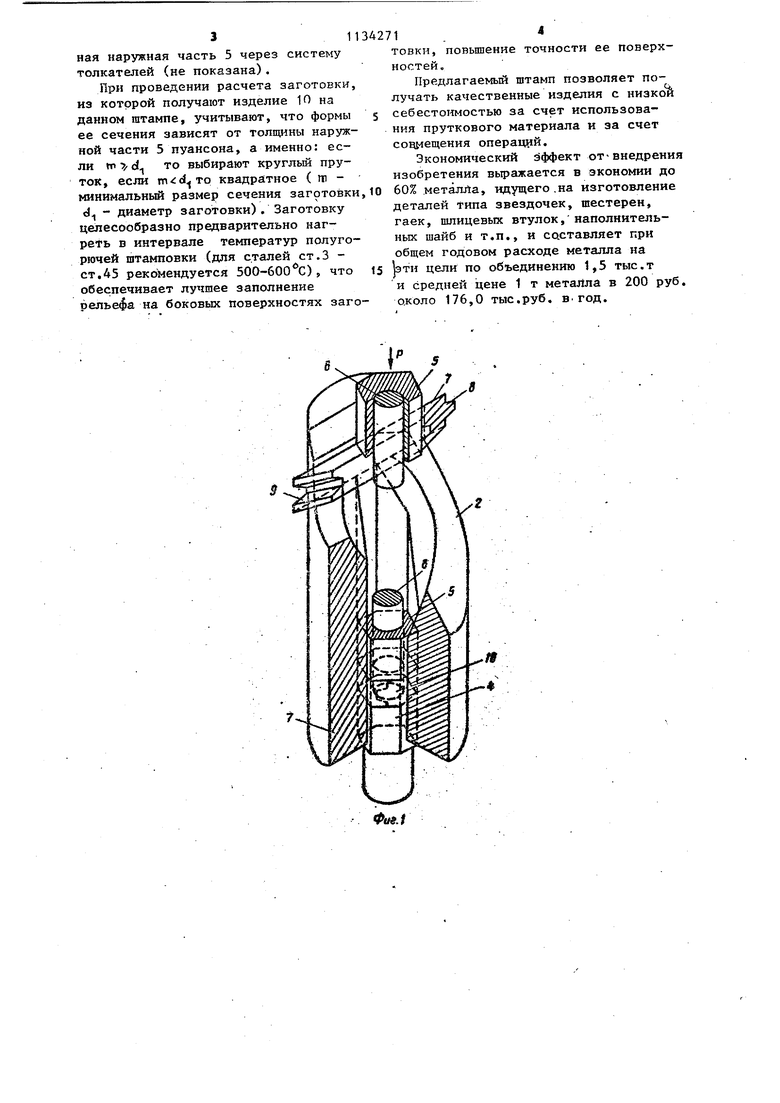
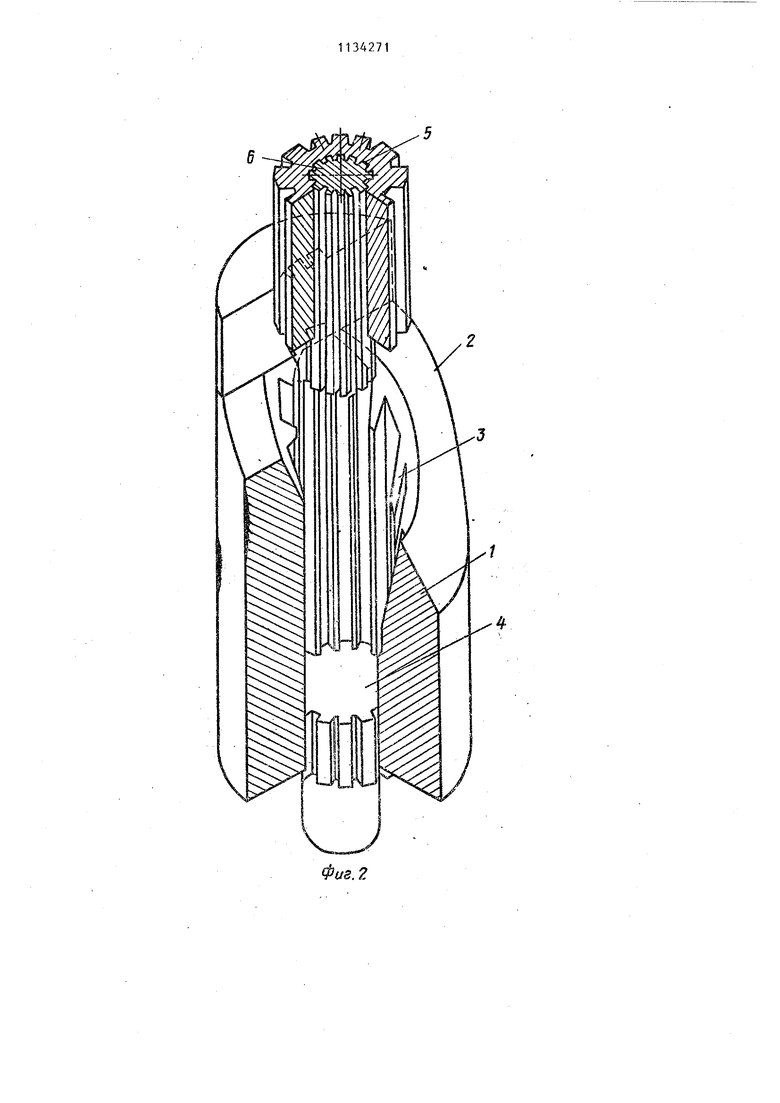
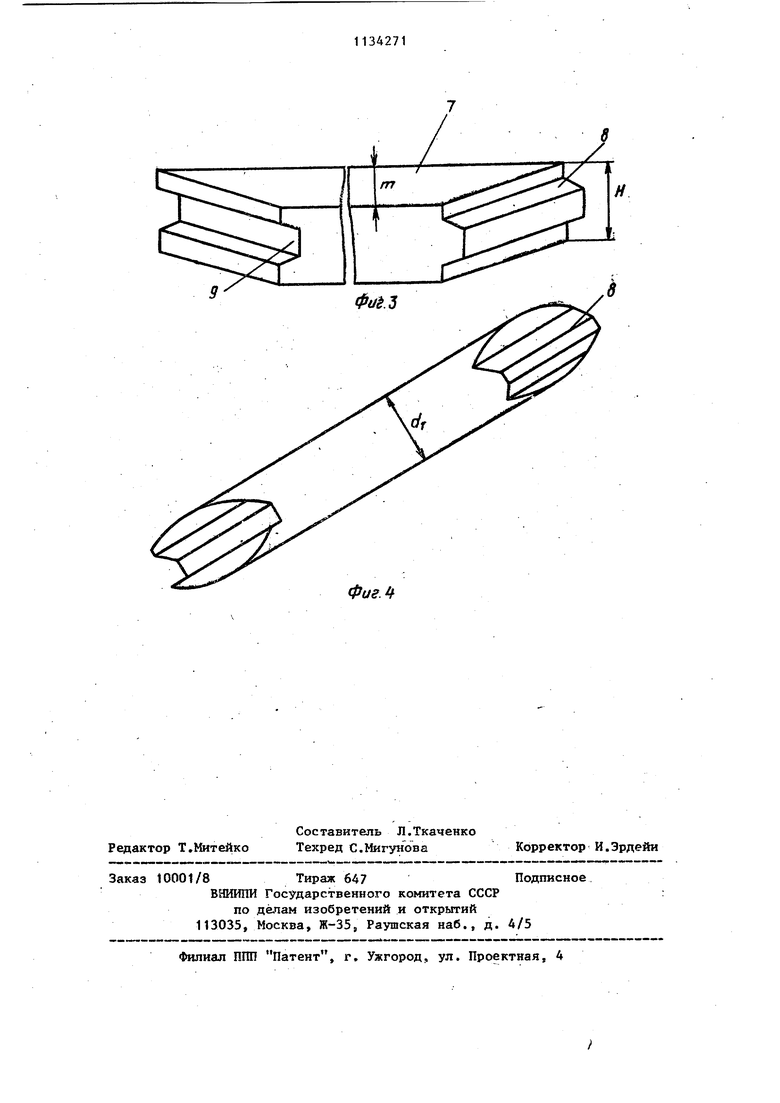
й 41 Изобретение относится к обработке металлов давлением и может применяться, во всех областях мацЫностроения и приборостроения, изготавливаю1дих зубчатые и цепные передачи, шлицевые соединения, гайки, наполнительные и резьбовые шайбы и другие объемные полые детали,, имеющие наружный и внутренний фигурные контуры. Известен инструмент для изготовления полых изделий из пзтзгчн(5й I заготовки, содержащий формовочную мат,рицу, установленную в полость матрицы подвижную в осевом направлении опору и пуансон, выполненный с боковой поверхностью, соответствующей формовочной поверхности матрицы 13 Однако на известном штампе могут быть ползтчены только цилиндрические втулки, а для получения фигурного ,профиля они должны подвергнуться дополнительной обработке, что связано с повышением трудоемкости и металлоемкости, а также со снижением точности изделия. Целью изобретения является повышение точности и снижение трудоемкости при изготовлении толстостенных втулок с профилированной поверхность из прутковой заготов1си. Указанная цель достигается тем, что в инструменте для изготовления, польк изделий, преимущественно толстостенных втулок с профилированной боковой поверхностью из прутковой за готовки ,содержащем формовочную матрицу , установленную в полости матрицы подвижную в осевом направлении опору к пуаясока выполненный с боковой поверхностью, соответствующей формовочной поверхности матрицы, последняя вьтолнена с геликоидной поверхностью на одном из торцов, а ее внутренняя формовочная поверхность вьшолнена фигурной, пуансон выполнек составным из внутренней и наружной частей, при этом внутренняя пасть выполнена с осевым размером, преззышающим осевой размер наружной на тол щину заготовки и с поверхностью, соответствующей внутренней поверхности детали, а части установлены с во;змож ностью осекого перемещения одна отно сительно другой. На фиг.1 и 2 представлен инструмент Д.ЛЯЧ изготовления полых изделий типа гайки и. шестерни со шпицами| яа фиг,3 и i4 - виды заготовок. 1 Инструмент состоит из матрицы 1 с геликовдяой 2 и с внутренней фигурной 3 поверхностямиS подвижной опоры 4 и пуансона, содержащего наружную 5 и внутреннюю 6 части. Поверхности частей пуансона соответствуют боковым поверхностям изделия. Внутренняя 6 часть вьшолнена с осевым размером, превышающим осевой размер наружной 5 части по меньшей мере на толщину Н (или d ) заготовки 7. Части 5 и 6 установлены с возможностью осевого перемещения одна относительно другой. Инструмент закрепляют на подвижной и неподвг-гжной плитах штамповочного оборудования, например пресса, и снабжают упором для заготовки. Инструмент работает следушг им образом. Заготовку 7,.выполненную у прутка круглого или прямоуго.ушного сечения , имеглщую на одном торце шип 8 трапецеидального сечения и соответ|Ствующую ему впадину 9 на другом торце (торцы выполнены скошенньп и) , помещают на геликондн ао поверхность 2 матрицы 1. При опускании пуансона его наружная 5 давит на заготовку 7, заставляя ее изгибаться,огибать внутреннюю часть б и внедряться з полость ,, рицы 1 .В конце гибки шип S заготовки входит во впадину 9«При достижении загото.:кой опоры 4 в полости матрицы образуется замкнутый объем, в котором свернутую в кольцо заготовку осаживают, придавая ее .боковым поверхностям форму, соответствующую поверхкостям 3 матрицы 1 к вну.трекней части 6 пуансонй. Одновременно сперераспределением металла заготовки осуществляется сварка в месте соединения.шипа и впадины, где за счет трения скольжения к высокого удельного давления на заготовку созх1ается температура 400ЗОО С, при которой сгорают оксидные пленки на контактньк поверхностях и появляется возможность молекулярного с.цегшекия (соединения) материала. При обратном ходе ползуна пресса подзшсная опора 4 под воздействием усилия маркета пресса выталкивает Hj; фигурной полости матрицьт 1 изготовле-нну о деталь 10. Снятие детали с внутренней части 6 пуансона осус(йств;шет его подвижная наружная часть 5 через систему толкателей (не показана).
При проведении расчета заготовки, из которой получают изделие Ю на данном штампе, учитывают, что формы ее сечения зависят от толщины наружной части 5 пуансона, а именно: если W т/ d то выбирают круглый пруток, если квадратное ( пп минимальный размер сечения заготовки d - диаметр заготовки). Заготовку целесообразно предварительно нагреть в интервале температур полугорючей штамповки (для сталей ст.З ст,45 рекомендуется 500-бОО С), что обеспечивает лучшее заполнение рельефа на боковых поверхностях заготовки, повышение точности ее поверхностей.
Предлагаемый штамп позволяет получать качественные изделия с низкой себестоимостью за счет использования пруткового материала и за счет совмещения операций.
Экономический эффект от-внедрени изобретения выражается в экономии до 60% металла, идущего.на изготовление деталей типа звездочек, шестерен, гаек, шлицевьпс втулок, наполнительных шайб и т.п., и составляет при общем годовом расходе металла на 1эти цели по объединению 1,5 тыс.т и средней цене 1 т металла в 200 руб около 176,0 тыс.руб. в. год.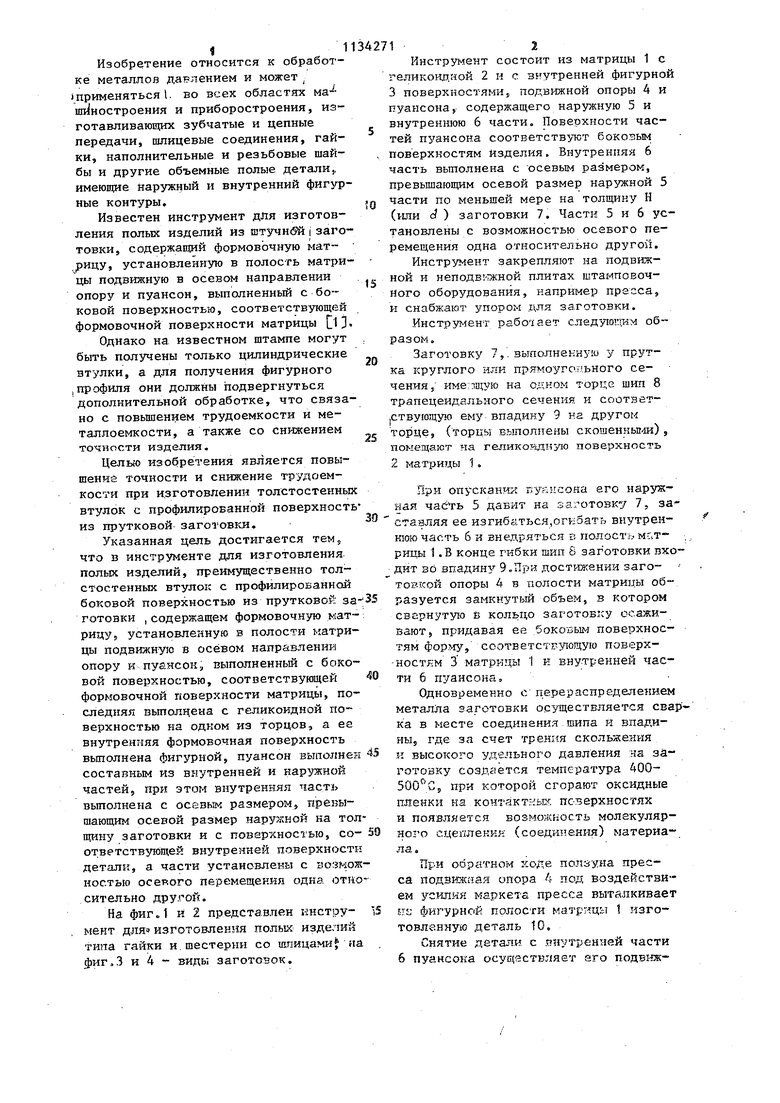
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОБРАТНОГО ПРЕССОВАНИЯ ТОЛСТОСТЕННЫХ ТРУБ | 2002 |
|
RU2252093C2 |
| Гибочный штамп для изготовления деталей типа втулок | 1979 |
|
SU897353A1 |
| Способ холодной объемной штамповки заготовок для выдавливания полых изделий | 1984 |
|
SU1243880A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВОК ГОРЯЧИМ ВЫДАВЛИВАНИЕМ НА ПРЕССАХ С ПОДВИЖНЫМ КОНТЕЙНЕРОМ | 2004 |
|
RU2259897C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ВТУЛОК, ИМЕЮЩИХ СКВОЗНУЮ ПОЛОСТЬ И НАРУЖНУЮ ПОВЕРХНОСТЬ С ПЕРЕМЕННЫМ ВДОЛЬ ОСИ СЕЧЕНИЕМ | 2005 |
|
RU2308347C2 |
| ПОЛУКОРПУС ШАРОВОГО КРАНА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2597852C2 |
| Устройство для изготовления полых,преимущественно составных деталей с наружными и внутренними профилированными кольцевыми утолщениями | 1982 |
|
SU1097421A1 |
| ШТАМПОВАННАЯ ПРЕЦИЗИОННАЯ ПАТРОННАЯ ГИЛЬЗА | 2013 |
|
RU2732462C1 |
| ШТАМПОВАННАЯ ПРЕЦИЗИОННАЯ ПАТРОННАЯ ГИЛЬЗА | 2013 |
|
RU2607853C2 |
| Штамп для выдавливания деталей | 1987 |
|
SU1523224A1 |
ИНСТРУМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ, преимущественно толстостенных втулок,с профилированной боковой поверхностью из прутковой заготовки, содержащей формо вочнуЛ) матрицу, установленную в полости матрицы подвижную в осевом направлении опору и луансон, вьтолненный с боковой поверхностью, соответствующей формовочной поверхности матрицы, отличающийс я тем, что, с целью повышения точ ности и снижения трудоемкости изготовления, матрица вьтолнена с геликоидной поверхностью на одном из торцов, а ее внутренняя формовочная поверхность вьтолненафигур ной, -пуансон вьтолнен составньм из внутренней и наружной частей, при этом внутренняя часть выполнена с осевым размером, превышающим осевой размер наружной на толщину заготовки и с поверхностью, соответствующей внутренней поверхности детали, а части установлены с возможностью осевого перемещения одна относительно другой
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| 0 |
|
SU160646A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
