Изобретение относится к обработке металлов давлением, в частности к объемной формовке эле.ментов изделий, и может быть использовано для выдавливания торцовых зучатых элементов на изделиях из труднообрабатываемых материалов.
Цель изобретения - повышение стойкости инструмента.
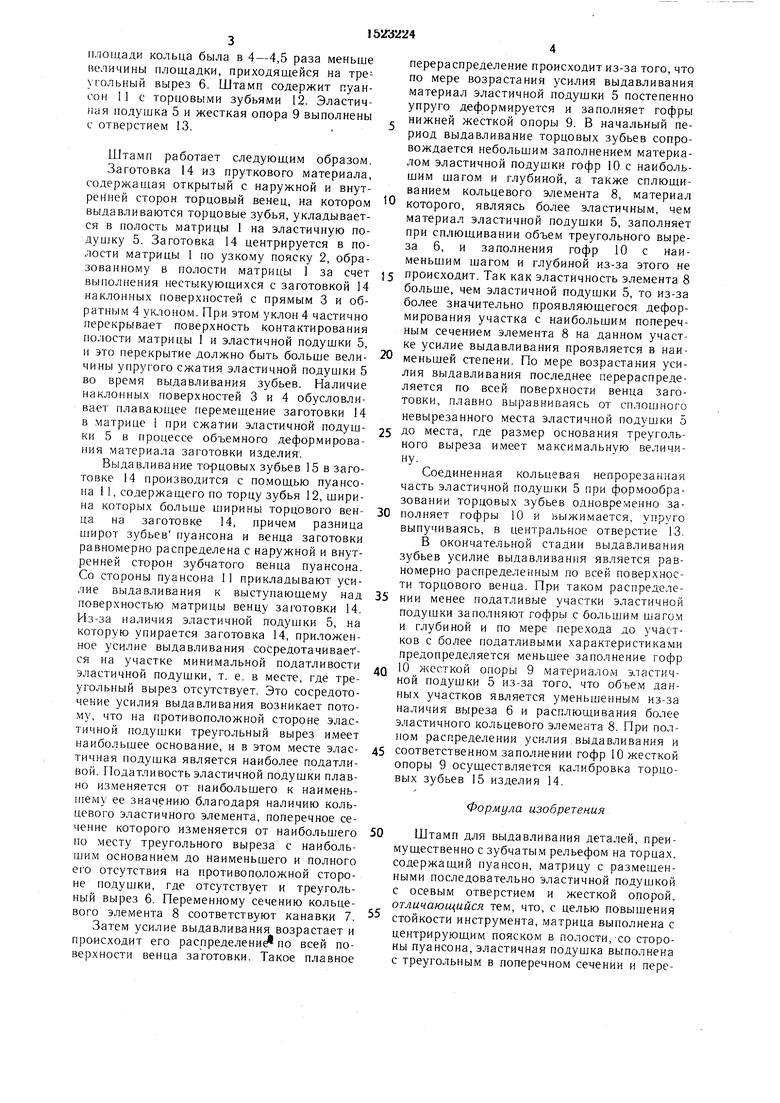
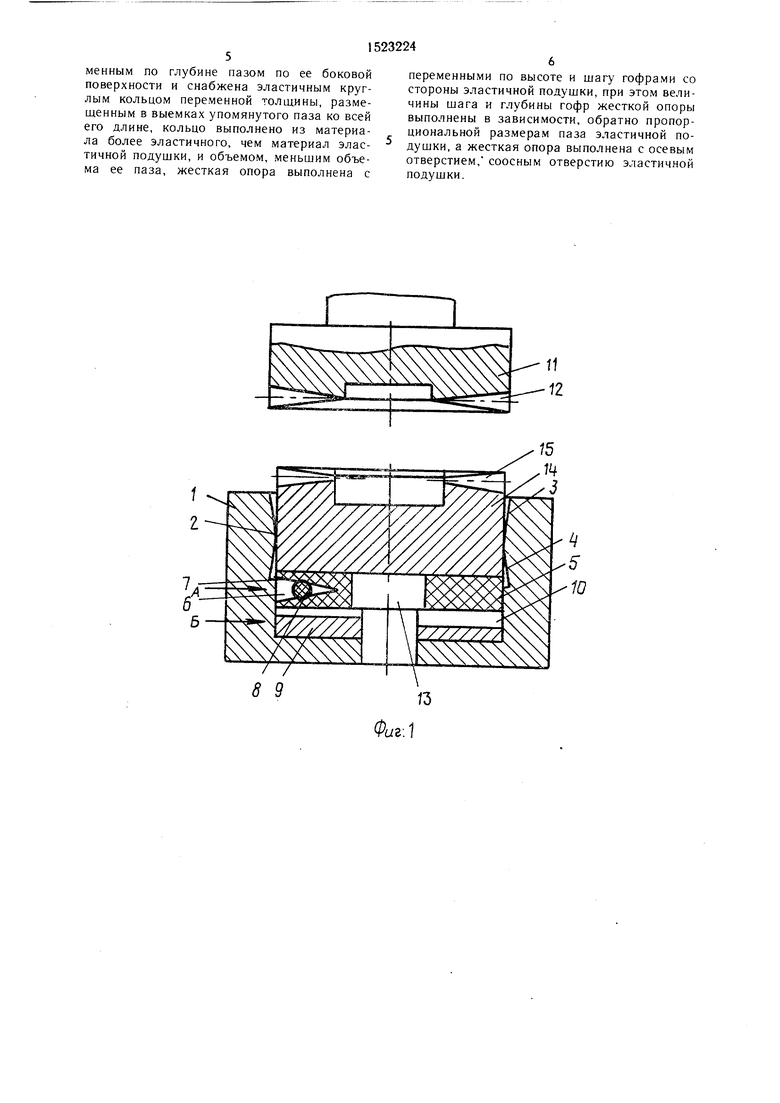
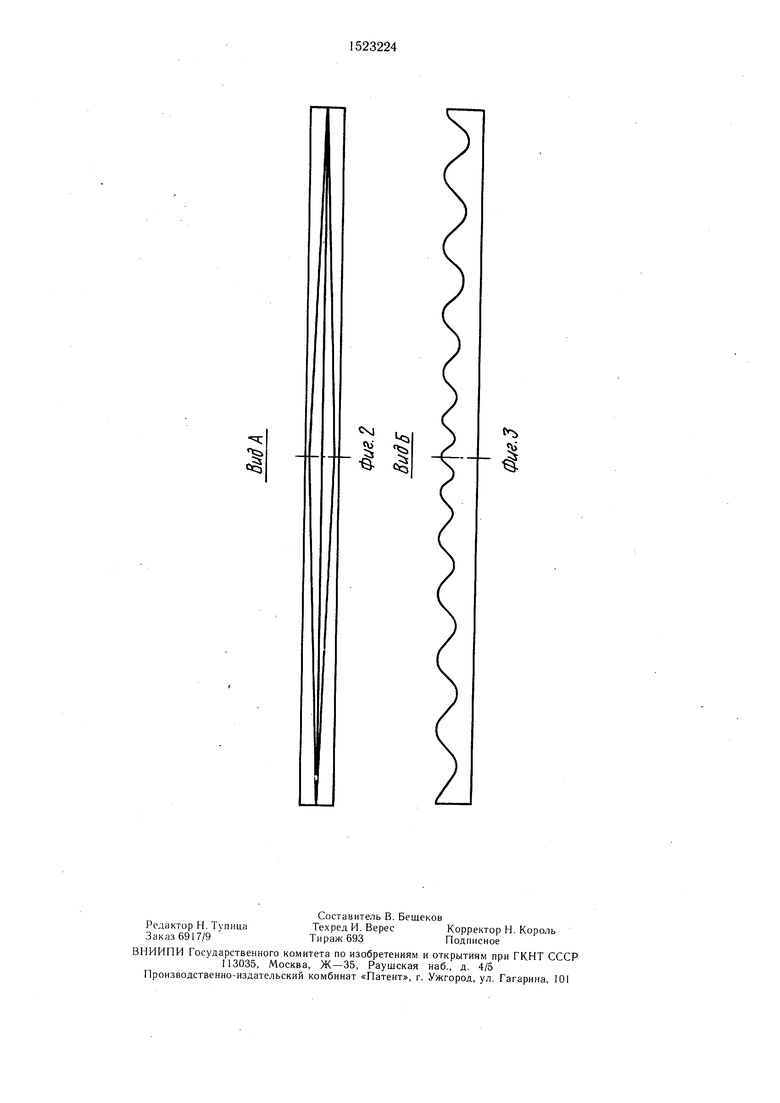
На фиг. 1 представлен штамп, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - вид Б на фиг. 1.
Штамп для выдавливания деталей содержит матрицу 1 с центрирующим пояском 2, образованным наклонными поверхностями 3 и 4. В донной части матрицы размещена эластичная подуц}ка 5, которая выполнена с треугольным в сечении вырезом 6, основание которого выполнено переменным по окружности.
Посередине боковых сторон треугольного выреза 6 выполнены полукруглые канавки 7, в которые установлен кольцевой эластичный элемент 8 переменного сечения соответственно переменной величине основания треугольного выреза 6. Кольцевой элемент 8 выполнен из материала, эластичные свойства которого превышают эластичные свойства подушки 5. Объем, занимаемый кольцевым э. 1ементом 8, меньше объема треугольного выреза 6 п эластичной подушке 5.
Находящаяся между э.тастичной подушкой 5 и дном матрицы жесткая опора 9 выполнена на торце со стороны э.тастичной подушки 5 с гофрами 10 переменной величины по шагу и глубине. Гофры 10 с наименьшими значениями глубины и шага соответствуют участку эластичной подушки 5, на котором треугольный вырез 6 имеет наибольшую величину основания, а кольцевой элемент 8 - наибольшее поперечное сечение. Гофры 10 с наибольшими значениями глубины и шага соответствуют участку эластичной подушки 5, на котором треугольный вырез 6 и кольцевой эластичный элемент 8 отсутствуют. Величина сплошного участка подушки 5, т. е. участка, на котором отсутствует треугольный вырез 6, обусловливается необходимостью сохранения целостности эластичной подушки 5 и выбирается таким образом, чтобы величина
(Л
(;л ю
со
ГС Is5
4
площади кольца была в 4-4,5 раза меньше величины площадки, приходящейся на тре- уг ольный вырез 6. Штамп содержит пуансон 11 с торцовыми зубьями 12. Эластичная подущка 5 и жесткая опора 9 выполнены с отверстием 13..
Штамп работает следующим образом.
Заготовка 14 из пруткового материала, содержащая открытый с наружной и внутренней сторон торцовый венец, на котором выдавливаются торцовые зубья, укладывается в полость матрицы 1 на эластичную по- дущку 5. Заготовка 14 центрируется в полости матрицы 1 10 узкому пояску 2, образованному в полости матрицы 1 за счет выполнения нестыкующихся с заготовкой 14 наклонных поверхностей с прямым 3 и обратным 4 уклоном. При этом уклон 4 частично перекрывает поверхность контактирования полости матрицы I и эластичной подущки 5, и это перекрытие должно быть больще величины упругого сжатия эластичной подушки 5 во время выдавливания зубьев. Наличие наклонных поверхностей 3 и 4 обусловливает плавающее перемещение заготовки 14 в матрице 1 при сжатии эластичной подущки 5 в процессе объемного деформирования материала заготовки изделия .
Выдавливание то-рцовых зубьев 15 в заготовке 14 производится с помощью пуансона 1, содержащего по торцу зубья 12, ширина которых больше ширины торцового венца на заготовке 14, причем разница широт зубьев пуансона и венца заготовки равномерно распределена с наружной и внутренней сторон зубчатого венца пуансона. Со стороны пуансона 11 прикладывают усилие выдавливания к выступающему над поверхностью матрицы венцу заготовки 14. Из-за наличия эластичной подушки 5, на которую упирается заготовка 14, приложенное усилие выдавливания сосредотачиваемся на участке минимальной податливости эластичной подущки, т. е. в месте, где треугольный вырез отсутствует. Это сосредоточение усилия выдавливания возникает потому, что на противоположной стороне эла.с- тичной подущки треугольный вырез имеет наибольшее основание, и в этом месте эластичная подушка является наиболее податливой. Податливость эластичной подущки плавно изменяется от наибольшего к наименьшему ее значению благодаря наличию кольцевого эластичного элемента, поперечное сечение которого изменяется от наибольшего по месту треугольного выреза с наибольшим основанием до наименьшего и полного ег О отсутствия на противоположной стороне подущки, где отсутствует и треугольный вырез 6. Переменному сечению кольцевого элемента 8 соответствуют канавки 7.
Затем усилие выдавливания возрастает и происходит его распределений по всей поверхности венца заготовки. Такое плавное
0
0
0
перераспределение происходит из-за того, что по мере возрастания усилия выдавливания материал эластичной подушки 5 постепенно упруго деформируется и заполняет гофры нижней жесткой опоры 9. В начальный период выдавливание торцовых зубьев сопровождается небольшим заполнением материалом эластичной подущки гофр 10 с наибольшим шагом и глубиной, а также сплющиванием кольцевого элемента 8, материал которого, являясь более эластичным, чем материал эластичной подущки 5, заполняет при сплющивании объем треугольного выреза 6, и заполнения гофр 10 с наименьшим шагом и глубиной из-за этого не
5 происходит. Так как эластичность элемента 8 больше, чем эластичной подушки 5, то из-за более значительно проявляющегося деформирования участка с наибольшим поперечным сечением элемента 8 на данном участке усилие выдавливания проявляется в наименьшей степени. По мере возрастания усилия выдавливания последнее перераспределяется по всей поверхности венца заготовки, плавно выравниваясь от сплошного невырезанного места эластичной подушки 5
5 до места, где размер основания треугольного выреза имеет максимальную величину.
Соединенная кольцевая непрорезанная часть эластичной подушки 5 при фор.мообра- зовании торцовых зубьев одновременно заполняет гофры 10 и выжимается, упруго выпучиваясь, в центральное отверстие 13. В окончательной стадии выдавливания зубьев усилие выдавливания является равномерно распределенны.м по всей поверхности торцового венца. При таком распределении менее податливые участки эластичной подущки заполняют гофры с большим шагом и глубиной и по мере перехода до участков с более податливыми характеристиками предопределяется меньшее заполнение гофр 10 жесткой опоры 9 материалом эластичной подущки 5 из-за того, что объем данных участков является уменьшенным из-за наличия выреза б и расплющивания более эластичного кольцевого элемента 8. При полном распределении усилия .выдавливания и
5 соответственном заполнении гофр 10 жесткой опоры 9 осуществляется калибровка торцовых зубьев 15 изделия 14.
5
0
Формула изобретения
Штамп для выдавливания деталей, преимущественно с зубчатым рельефом на торцах, содержащий пуансон, матрицу с размещенными последовательно эластичной подушкой с осевым отверстием и жесткой опорой, отличающийся тем, что, с целью повышения стойкости инструмента, матрица выполнена с центрирующим пояском в полости, СО стороны пуансона, эластичная подущка выполнена с треугольным в поперечном сечении и переменным no глубине пазом по ее боковой поверхности и снабжена эластичным круглым кольцом переменной толщины, размещенным в выемках упомянутого паза ко всей его длине, кольцо выполнено из материала более эластичного, чем материал эластичной подушки, и объемом, меньщим объема ее паза, жесткая опора выполнена с
переменными по высоте и шагу гофрами со стороны эластичной подушки, при этом величины щага и глубины гофр жесткой опоры выполнены в зависимости, обратно пропорциональной размерам паза эластичной по- дущки, а жесткая опора выполнена с осевым отверстием, соосным отверстию эластичной подушки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления деталей типаСТАКАНОВ | 1978 |
|
SU795696A2 |
| Способ изготовления изделий типа стаканов | 1990 |
|
SU1750845A1 |
| Способ изготовления полых изделий | 1987 |
|
SU1480947A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОМЕЖУТОЧНОЙ ЗАГОТОВКИ ДЛЯ КОЛЛЕКТОРА ЭЛЕКТРОДВИГАТЕЛЯ | 2001 |
|
RU2185918C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛООБМЕННЫХ ТРУБ С ПРОФИЛИРОВАННЫМИ ЗАКОНЦОВКАМИ | 2008 |
|
RU2385199C2 |
| Способ изготовления полых тонкостенных изделий с многослойным краевым утолщением в виде профильного венца | 1987 |
|
SU1480956A1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ЛИСТОВЫХ ЗАГОТОВОК | 2005 |
|
RU2291017C1 |
| Установка для гофрирования труб | 1973 |
|
SU494212A1 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ ДЕТАЛЕЙ ИЗ ТОНКОЛИСТОВЫХ ЗАГОТОВОК И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2007 |
|
RU2408447C2 |
| СПОСОБ ШТАМПОВКИ ЛИСТОВЫХ ЗАГОТОВОК | 2005 |
|
RU2291016C1 |
Изобретение относится к обработке металлов давлением и, в частности, к устройствам для получения деталей с зубчатым профилем. Цель изобретения - повышение стойкости инструмента. Устройство содержит пуансон с торцовым зубчатым профилем, матрицу с центрирующим пояском под заготовку, эластичную подушку с треугольным боковым пазом переменного сечения и эластичным круглым кольцом, размещенным в пазу, жесткую опору с гофрами переменной высоты и шага со стороны эластичной подушки. Заготовку размещают на эластичной подушке и постепенным приложением деформирующего усилия, при покачивании заготовки оформляют на ее торце зубчатый профиль. 3 ил.
OQ
- tg
t
| Штамп для вытяжки | 1981 |
|
SU997912A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
