i
(Л
ее со
ч
to
щены режущие пластины 2 на общих осях 4. На оправках установленны подпружиненные втулки 6, имеющие резьбовую, поверхность. На втулках 6 установлены с возможностью перемещения упоры 10, предназначенные для контактирования с наружными поверхностями детали, Зенкеры 13 установлены на резьбовых
втулках 14, перемещающихся по поверхности втулок 6. Во втулках 14 размещены штифты, жестко связанные с оправками 1 и перемещающиеся в прорезях, выполненных во втулках 6, Режущие пластины размещены в окнах втулок 6 с возможностью взаимодействия с их торцовыми поверхностями. 4 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для зенкования отверстий | 1984 |
|
SU1184620A1 |
| Устройство для зенкования отверстий | 1977 |
|
SU716719A1 |
| Устройство к сверлильному станку для зенкования отверстий с обратной стороны | 1989 |
|
SU1726159A1 |
| Сверло-зенкер | 1989 |
|
SU1696175A1 |
| Насадный зенкер | 1981 |
|
SU1134308A2 |
| Устройство для обработки отверстий | 1984 |
|
SU1230755A1 |
| Оправка | 1982 |
|
SU1093417A1 |
| Устройство для очистки внутренней поверхности трубы | 1989 |
|
SU1681989A1 |
| Шпиндель многоцелевого станка | 1980 |
|
SU944861A1 |
| АВТОМАТИЧЕСКИЙ МНОГОШПИНДЕЛЬНЫЙ СТАНОК ДЛЯ | 1971 |
|
SU319404A1 |
Изобретение относится к обработке металлов резанием и может быть использовано для обработки кромок в отверстиях корпусных и вилкообразных деталей. Целью изобретения является расширение технологических возможностей за счет обработки отверстий в труднодоступных местах. В двух соосно размещенных оправках 1 разме
1
Изобретение относится к обработке металлов резанием и может быть использовано для обработки кромок в отверстиях корпусных и вилкообразных деталей.
Цель изобретения - расширение технологических возможностей за счет обработки отверстий в труднодоступных местах.
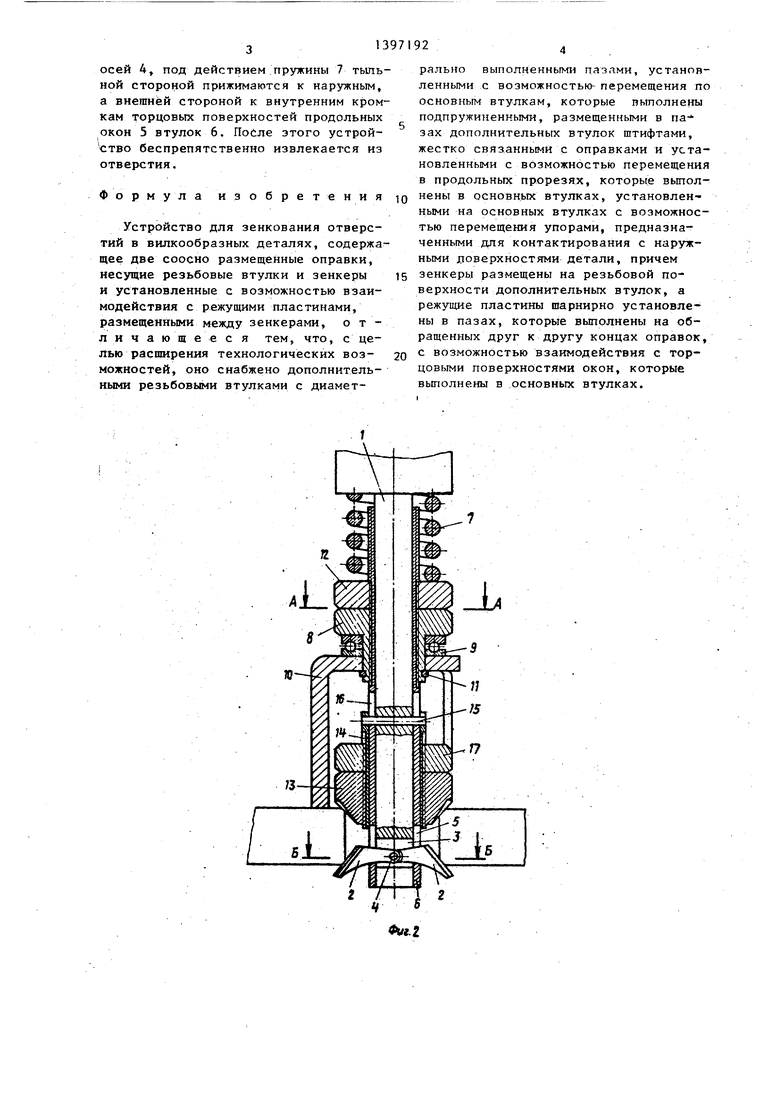
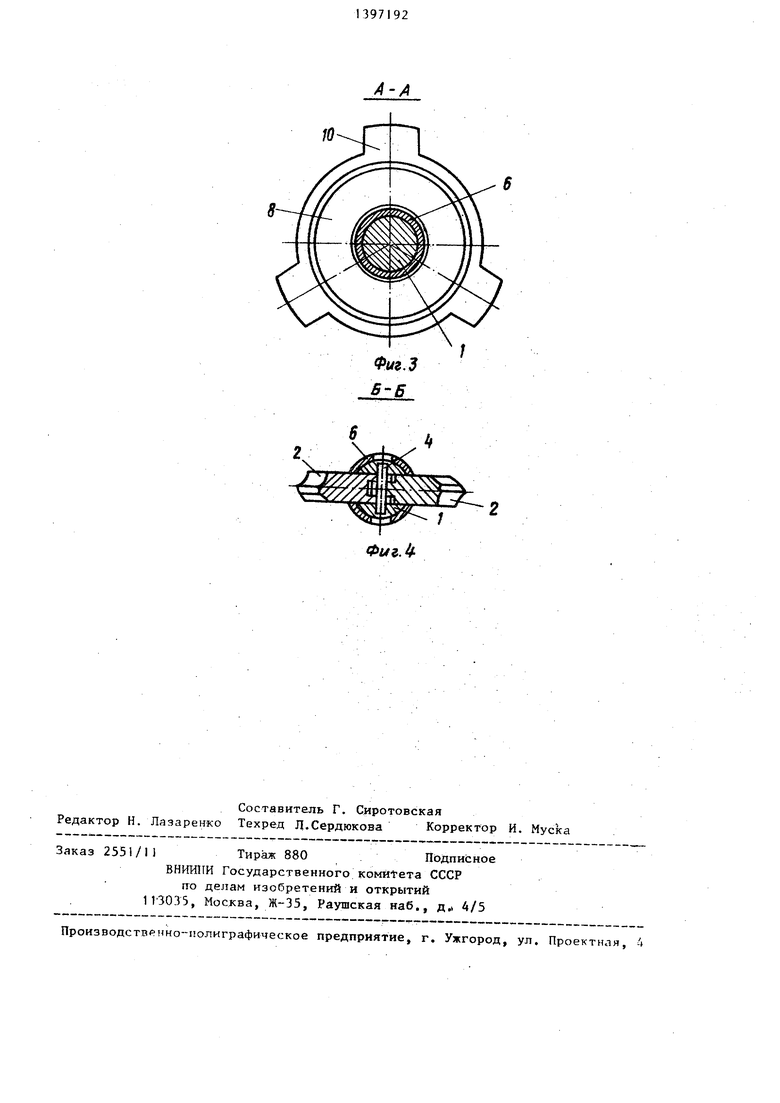
На фиг. 1 изображено устройство для зенкования отверстий, общий вид; на фиг. 2 -.оправка с инструментами, продольный разрез; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - разрез Б-Б на фиг. 2.
Устройство состоит из двух опра - вок 1, размещенных в двух шпинделях режущих-пластин 2, установленньгх в пазах 3 на концах оправок 1 на общих осях 4 и входящих в продольные окна 5 втулок 6, установленных на оправках 1 и подпружиненных относительно последних посредством пружины 7. Втулки 6 имеют резьбовую поверхность на которой установлены регулировочные гайки 8 с установленными на них упорными подшипниками 9 и упорами 10 закрепленными посредством стопорных колец 11. Регулировочные гайки 8 с упорами 10 и подшипниками 9 фиксируются при помощи контргайки 12. Зенкеры 13 имеют резьбовое отверстие и ус тановлены на втулках 14, которые име ют возможность перемещаться по поверхности втулок 6 и жестко связаны с оправками 1 посредством штифтов 15 размещенных в диаметрально противоположных прорезях 16 с возможностью контактирования с торцами последних со стороны продольных окон 5 втулок 6. В заданном положении на поверхнос ти втулок 14 зенкеры 13 фиксируются
10
15
20
25
30
35
40
контргайками 17. Наладка устройства с учетом толщины стенок обрабатьгеае- мой детаоди осуществляется путем изменения взаимного расположения зенкеров 13 на втулках 14 и упоров 10 на втулках 6.
Устройство работает следующим образом.
Корпусную или вилкообразную деталь устанавливают отверстиями соос- но шпинделям устройства. Включаются подача шпинделей и их вращение. Пластины 2 на исходном положении, т.е. поджатые посредством пружин 7 наружными и тыльными сторонами соответственно к внутренним и внешним кромкам торцовых поверхностей продольных окон 5, вместе с оправками 1 .и втулками 6 вводятся в отверстия детали. При достижении упорами 10 поверхностей детали втулки 6, продолжая вращаться , прекращают движение в осевом направлении. Оправки 1, преодолевая усилие пружин 7, продолжают движения и подводят втулки 14 с зенкерами 13 посредством штифтов 15 к кромке отверстий. При этом пластины 2 упираются тыльными сторонами в торцовые поверхности продольных окон 5 втулок 6 и, поворачиваясь вокруг осей 4, по мере продвижения оправок 1 в осевом направлении вместе с зенкерами 13 начинают обрабатывать фаски в отверстиях. Обработка фасок продолжается до тех пор, .пока штифты 15 не войдут в контакт с торцовыми поверхностями прорезей 16.втулок 6 со стороны продольных окон 5,
При движении шпинделей в обратном направлении оправки 1 увлекают за собой втулки 14 с зенкерами 13 иплас- тины 2, которые, поворачиваясь вокруг
осей 4, под действием пружины 7 тыльной стороной прижимаются к наружным, а внешней стороной к внутренним кромкам торцовых поверхностей продольных окон 5 втулок 6. Пойле этого устрой- ство беспрепятственно извлекается из отве1м:тия.
Формула изобретения
Устройство для зенкования отверстий в вилкообразных деталях, содержащее две соосно размещенные оправки, несущие резьбовые втулки и зенкеры и установленные с возможностью взаимодействия с режущими пластинами, размещенными между зенкерами, отличающееся тем, что, с целью расширения технологических воз- можностей, оно снабжено дополнительными резьбовыми втулками с диаметП
рально выполненными пязсчми, установленными с возможностью- перемещения по основным втулкам, которые выполнены подпружиненными, размещенными в па- зах дополнительных втулок штифтами, жестко связанными с оправками и установленными с возможностью перемещения в продольных прорезях, которые вьтол- нены в основных втулках, установленными на основных втулках с возможностью перемещения упорами, предназначенными для контактирования с наружными поверхностями детали, причем зенкеры размещены на резьбовой поверхности дополнительных втулок, а режущие пластины шарнирно установлены в пазах, которые вьтолнены на обращенных друг к другу концах оправок, с возможностью взаимодействия с торцовыми поверхностями окон, которые вьтолнены в основных втулках.
J
| Устройство для зенкования отверстий | 1984 |
|
SU1184620A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
