Изобретение относится к обработке металлов давлением, в частности к устройствам подачи листового металла в рабочую зону обрабатывающей машины
Известно устройство подачи листа в рабочую зону машины, содержащее смонтированные на раме рольганг, направляющую, на которой размещена каретка с захватом, и механизм ориен. тации, выполненный в виде приводных направляющих линеек ,1}.
Недостатком известного устройства является деформация кромок тонколистового металла при перемещении его по рольгангу направляющими линейками.
Наиболее близким к предлагаемому 1по технической сущности и достигаемому результату является устройство подачи листа в рабочую зону машины, содержащее смонтированные на раме рольганг, направляющую, на которой размещена с возможностью возвратнопоступательного перемещения каретка с захв.атом, и механизм ориентации листа, выполненный в виде приводных направляющих линеек с вертикально .установленными симет.рично относительно оси подачи роликами 2.
Недостатком известного устройства является возможность деформации кромок тонколистового металла при перемей ении его п& рольгангу направляющими линейками перед подачей в рабочую зону машины.
Цель изобретения - повьшение качества обрабатываемого материала за счет исключения его деформации при
перемещении. I
Поставленная цель достигается тем, что в устройстве подачи листа9 преимущественно тонколистового, в рабочую зону машины, содержащем смонтированные на раме рольганг, направляющую, на которой размещена -с возможностью возвратно-поступательного перемещения каретка с захватом, и механизм ориентации листа, выполненный в виде приводных направляющих линеек с вертикально установленными симетрично относительно оси подачи роликами, направляющие линейки снабжены датчиками положения листа, расположенными попарно симетрично оси ; подачи и выполненными в виде бесконтактных выключателей, закрепленных попарно-соосно на направляющих линейках, и подпружиненных штоков подвижно смонтированных в линейках и выполненных с рабочими торцами и флажками, расположенными на свободных торцах штоков с возможностью взаимодействия с бесконтактными выключателягми, при этом расстояние между рабочими торцами подпружиненных штоков каждой пары меньше расстояния между роликами каждой пары.
Рольганг снабжен датчиками контроля листа в виде бесконтактных выключателей и подпружиненных поворотных рычагов с флажка, установленных на раме с возможностью взаимодействия с бесконтактными выключателями . Привод направляющих линеек.выполнен в виде пар винт-гайка, по следние из которых жестко соединены с направляющими линейками.
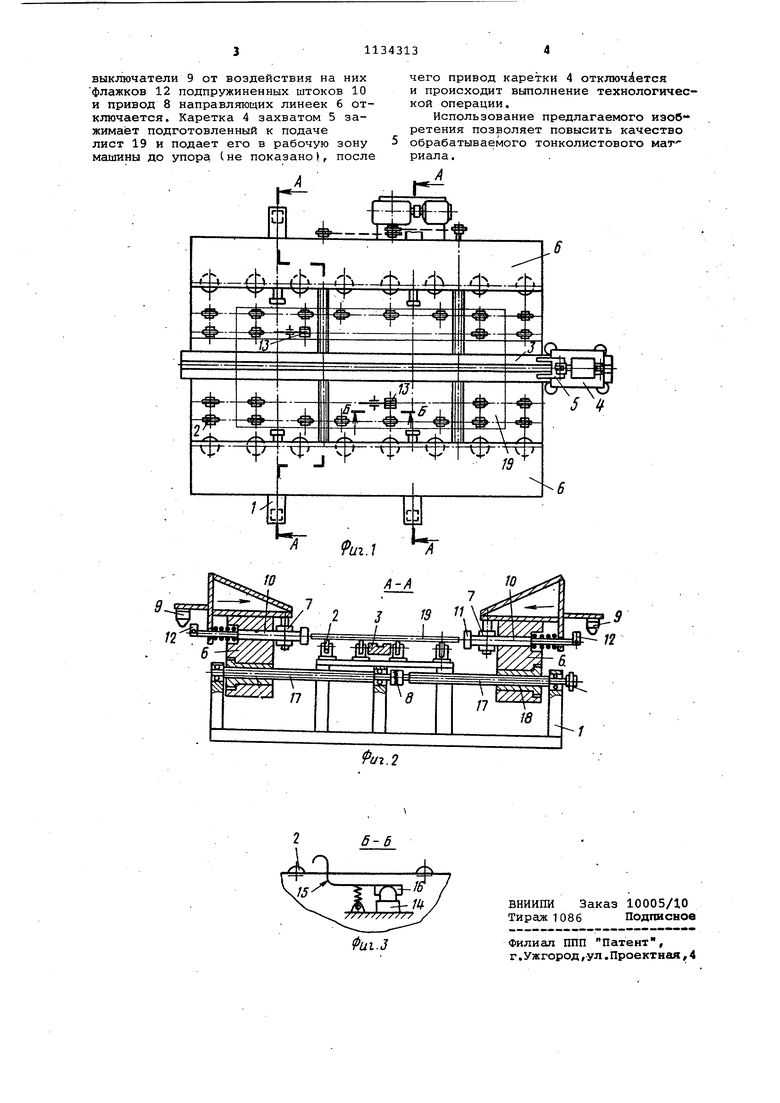
0 На фиг.1 изображено устройство подачи листа в рабочую зону машины, вид в плане; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.1.
5 Устройство подачи листа в рабочую зону машины содержит смонтированные на раме 1 рольганг 2, направляющую 3, на-которой размещена с возможностью возвратно-поступательного перемещения каретка 4 с захватом 5, и механизм ориентации листа, выполненный. в виде приводных направляющих лиТнеек б с вертикально установленными симметрично относительно оси подачи
5 роликами 7 и привода 8. Направляющие линейки 6.снабжены датчиками по-. ложения листа, расположенными попарно симметрично оси подачи и выполненными в виде бесконтактных выклюQ чателей 9, закрепленных попарно-соосно на направляющих линейках б, и подпрумсиненных штоков 10, подвижно смонтированных в линейках 6 и выполненных. с рабочш.ш тopцa a 11 и флажками 12, расположенными на свободных торцах штоков 10 с возможностью взаимодействия с бесконтактными выключателями 9, при этом расстояние между рабочими торцами 11 подпружиненных штоков 10 каждой пары меньше расстояния между роликами 7 каждой пары. Рольганг 2 снабжен датчикс1ми 13 контроля листа в виде бесконтактных выключателей 14 и подпружиненных поворотных рычагов 15 с флажками 16, установленных на раме 1 с возможностью взаимодействия с бесконтактными выключателями 14. Привод 8 направляющих линеек б выполнен в виде пар 17 винт-гайка,
0 последние 18 из которых жестко соединены с направляющими линейками б.
Устройство подачи листа в рабочую зону машины работает следующим образом.
Лист 19 укладывается на рольганг 2 и при срабатывании обоих датчиков 13 контроля листа включается привод 8 направляющих линеек б. При перемещении направляющих линеек 6 рабочие
0 .торцы 11 подпружиненных штоков 10 контактируют с боковыми торцами листа 19, который ориентируется симметрично продольной оси подачи. При дальнейшем сближении направляющих
5 линеек б срабатывают бесконтактные
выключатели 9 от воздействия на них флажков 12 подпружиненных штоков 10 и привод 8 направляющих линеек б отключается. Каретка 4 захватом 5 зажимает подготовленный к подаче лист 19 и подает его в рабочую зону машины до упора Сне показано(, после
чего привод каретки 4 отключается и происходит вьтолнение технологической операции.
Использование предлагаемого изобретения позволяет повысить качество обрабатываемого тонколистового мат риала.
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная механизированная линия для сборки и сварки листов в длинномерные полотнища | 1979 |
|
SU891291A1 |
| Устройство для установки листов в положение их обработки | 1977 |
|
SU650762A1 |
| Агрегат для резки листового проката | 1985 |
|
SU1344530A1 |
| Установка для подачи листового материала | 1980 |
|
SU1011346A1 |
| Полуавтоматическая линия для сборки реечных щитов | 1976 |
|
SU648412A1 |
| ЛЕНТОЧНО-ОТРЕЗНОЙ СТАНОК___.4,J | 1971 |
|
SU308823A1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ЛИСТОВОГО ПРОКАТА | 2005 |
|
RU2298180C2 |
| Устройство для маркирования движущегося проката | 1980 |
|
SU965541A1 |
| Автоматизированный комплекс для штамповки деталей из полосового материала | 1985 |
|
SU1296269A1 |
| Устройство для определения листовых заготовок от стопы и подачи их в пресс | 1984 |
|
SU1183254A1 |
1. -УСТРОЙСТВО ПОДАЧИ ЛИСТА, поеимущественно тонколистового, в рабочую зону машины, содержащее смонтированные на раме рольганг, направляющую, на которой размещена с возможностью возвратно-поступательного перемещения каретка с захватом, и. механизм ориентации листа, выполненный в виде приводных направляющих линеек с вертикгшьно установленными симметрично относительно оси подачи роликами, отличаю-, щ ё е с я тем, что, с целью повы(Шения качества обрабатываемого листа за счет исключения его деформации, направляющие линейки снабжены датчиками положения листа, расположенными попарно симметрично оси подачи и выполненными в виде бесконтактных выключателей, закрепленных попарносоосно на направляющих линейках, и подпружиненных штоков, подвижно-:смонтированных в линейках и выполненных с рабочими торцами и флажками, расположенными на свободных торцах штоков с возможностью взаимодействия с бесконтактными выключателями, при этом расстояние между рабочими торцами подпружиненных штоков каждой пары меньше расстояния между роликами каждой пары. 2.Устройство поп, 1, отличающееся тем, что рольганг .снабжен датчиками контроля листа в виде бесконтактных выключателей и подпружиненных поворотных рычагов с (Л флажками, установленных на раме с возможностью взаимодействия Сбесконтактными выключателями. 3.Устройство по п. i; отличающееся тем, что привод направляющих линеек выполнен в виде пар винт-гайка, последние иа которых жестко соединены с направляющими линейками. САЭ 4 СО СО
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для механизированной подачи листов к гильотинным ножницам | 1975 |
|
SU551131A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
