Изобретение относится к сварочно му производству, в частности, к уст ройствам для установки листов при их сборке под сварку конструкций, имеющих строительный подъем, преиму щественно вертикальных стенок главных балок (гардин) элзктромостовых кранов. Изобретение можно также использо вать при сборке изделий с предварительно заданным технологическим углом между собираемыми заготовками, например при сборке под сварку изделий типа поясов главных балок электромостовых кранов. Известен стенд для сборки листов под сварку, содержащий устройство для продольного перемещения листов и устройство угловой ориентации листов , выполненное в виде рамы, установленной на основании с возможностью поперечного перемещения и снабженной двумя зажимами, смонтированными с возможностью поворота вокруг вертикальной оси, а также подвижными и неподвижными направляющими роликами 1 . Недостатком известного стенда является недостаточная точность сбор ки при изготовлении длинномерных кон струкций из-за влияния неточности предварительной обработки поперечных косых срезов на отклонение угла строительного подъема, определяемого продольными кромками стыкуемых листов. Известно также устройство для установки листов под заданным углом к обрабатывающим машинам, например, к ножницам. Это устройство содержит рольганг для продольной подачи листов и механизм угловой ориентации, выполненный в виде двух поворотных шар нирно соединенных между собой линеек и установленных между роликами рольганга катков, закрепленных на рамах, одни концы которых шарнирно связаны с линейками, а другие - со щтоками силовых цилиндров, приподнимающих рамы вместе с обрабатываемым листом над роликами рольганга 2. Это устройство не обеспечивает стыковку двух листов при сборке их под сварку и не обеспечивает их взаимной ориентации и точности сборки при изготовлении длинномерных конструкций . Цель изобретения - повышение точности сборки листов при изготовлении длинномерных конструкций.
Это достигается тем, что узел угловой ориентации оснащен четырьмя каретками, две из которых размещены по краям линеек и одним коццом установлены в направляющих, выполненных в линейках, с возможностью перемещения, а другим - установлены свободно на основании; две другие размещены между упомянутыми кареткаМи и закреплены на направляющих жестко f причем на каждой каретке смонтированы прижим и неподвижный упор для поперечной ориентации листов.
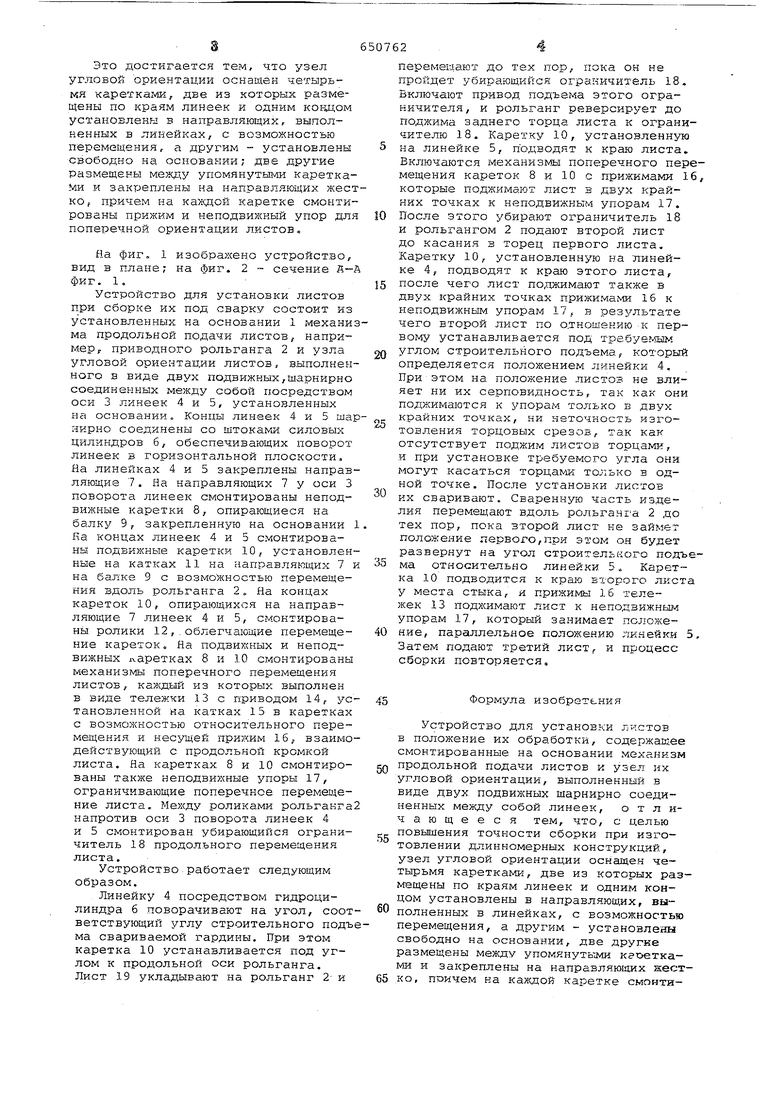
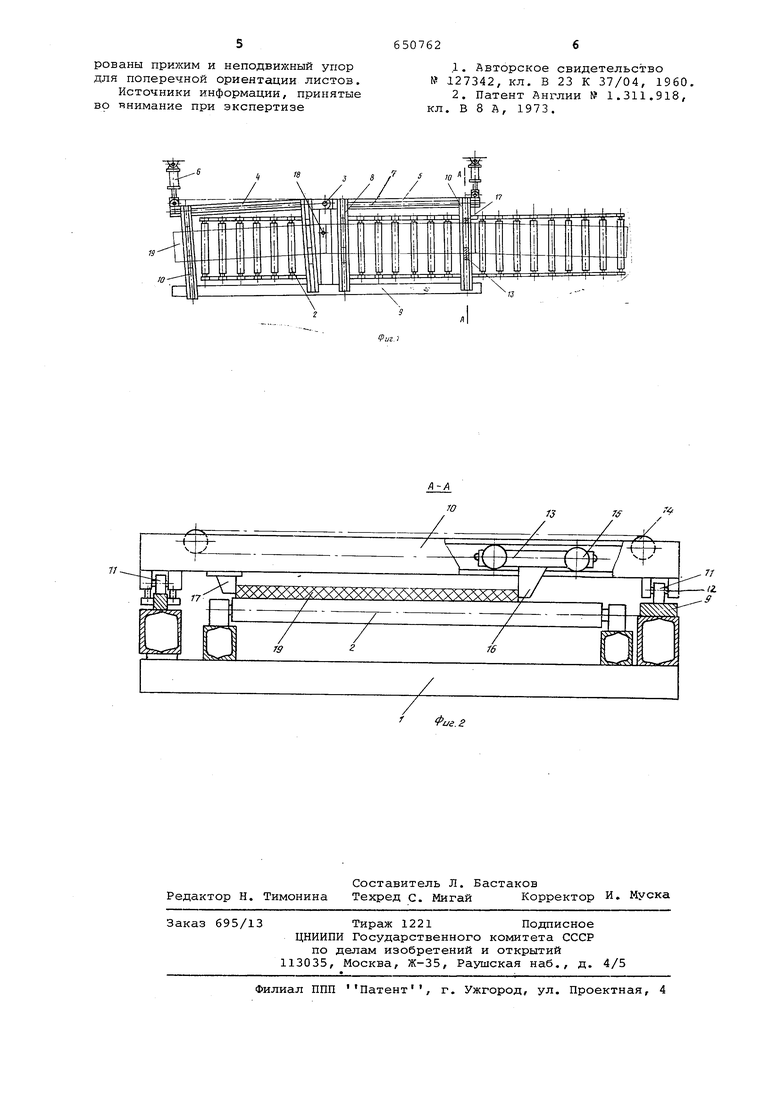
На фиг. 1 изображено устройство, вид в плане; на фиг. 2 сечение йфиг. 1.
Устройство для установки листов при сборке их под сварку состоит из установленных на основании 1 механима продольной подачи листов, например, приводного рольганга 2 и узла угловой ориентации листов, выполненного в виде двух подвижных,шарнирно соединенных между собой посредством оси 3 линеек 4 и 5, установленных на основании. Концы линеек 4 и 5 шанирно соеддинены со штоками силовых цилиндров 6, обеспечивающих поворот линеек в горизонтальной плоскости. На линейках 4 и 5 закреплены направляющие 7. На направляющих 7 у оси 3 поворота линеек смонтированы неподвижные каретки 8, опирающиеся на балку 9, закрепленную на основании Ка концах линеек 4 и 5 смонтированы подвижные каретки 10, установленные на катках 11 на направляющих 7 на балке 9 с возможностью перемещения вдоль рольганга 2. На концах кареток 10, опирающихся на направляющие 7 линеек 4 и 5, смонтированы ролики 12,.облегчающие перемещение кареток. На подвижных и неподвижных ларетках 8 и 10 смонтированы механизмы поперечного перемещения листов, каждый из которых выполнен в виде тележки 13 с приводом 14, установленной на катках 15 в каретках с возможностью относительного перемещения и несущей прижим 16, взаимодействующий с продольной кромкой листа. На каретках 8 и 10 смонтированы также неподвижные упоры 17, ограничивающие поперечное перемещение листа. Между роликами рольганга напротив оси 3 поворота линеек 4 и 5 смонтирован убирающийся ограничитель 18 продольного перемещения листа.
Устройство.работает следующим образом.
Линейку 4 посредством гидроцилиндра б поворачивают на угол, соответствующий углу строительного подъма свариваемой гардины. При этом каретка 10 устанавливается под углом к продольной оси рольганга. Лист 19 укладывают на рольганг 2 и
перемещают до тех пор, пока он не пройдет убирающийся ограничитель 18. Включают привод подъема этого ограничителя, и рольганг реверсирует до поджима заднего торца листа к ограничителю 18. Каретку 10, установленную
на линейке 5, подводят к краю листа. Включаются механизмы поперечного перемещения кареток 8 и 10 с прижимами 16, которые поджимают лист в двух крайних точках к неподвижным упорам 17.
После этого убирают ограничитель 18 и рольгангом 2 подают второй лист до касания в торец первого листа. Каретку 10, установленную на линейке 4, подводят к краю этого листа,
после чего лист поджимают также в двух крайних точках прижимами 16 к неподвижным упорам 17. в результате чего второй лист по отношению к первому устанавливается под требуемым
углом строительного подъема j. который определяется положением линейки 4. При этом на положение листов не влияет ни их серповидность, так как они поджимаются к упорам только в двух крайних точках, ни неточность изготовления торцовых срезов, так как отсутствует поджим листов торцами, и при установке требуемого угла они могут касаться торцами только в одной точке. После установки листов
их сваривают. Сваренную часть изделия перемещают вдоль рольганг-а 2 до тех пор, пока второй лист не займет положение первого,при этом он будет развернут на угол строительного подъема относительно линейки 5. Каретка 10 подводится к краю второго листа у места стыка, и прижимы 16 тележек 13 поджимают лист к неподвижным упорам 17, который занимает положение, параллельное положению линейки 5. Затем подают третий лист, и процесс сборки повторяется.
Формула изобретения
Устройство для установки листов в положение их обработки, содержащее смонтированные на основании механизм продольной подачи листов и узел их угловой ориентации, выполненный в виде двух подвил(ных шарнирно соединенных между собой линеек, отличающееся тем, что, с целью
повышения точности сборки при изготовлении длинномерных конструкций, узел угловой ориентации оснащен четырьмя каретками, две из которых размещены по краям линеек и одним концом установлены в направляющих, выполненных в линейках, с возможностью перемещения, а другим - установлены свободно на основании, две другие размещены между упомянутьтми кгоеткаivm и закреплены на направляющих кестко, поичем на каждой каретке смонтированы прижим и неподвижный упор для поперечной ориентации листов, Источники информации, принятые во внимание при экспертизе
.1. Авторское свидетельство № 127342, кл. В 23 К 37/04, 1960,
2. Патент Англии № 1.311.918, кл. В 8 А, 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная механизированная линия для сборки и сварки листов в длинномерные полотнища | 1979 |
|
SU891291A1 |
| Стенд для сборки и сварки длинномерных полотнищ прямолинейной и криволинейной форм | 1980 |
|
SU946866A1 |
| Стенд для сборки и сварки крупногабаритных изделий | 1981 |
|
SU1038159A1 |
| Агрегат для сборки и сварки пространственных конструкций | 1977 |
|
SU725857A1 |
| Устройство для съема с рольганга и поперечной передачи длинномерных изделий | 1975 |
|
SU568488A1 |
| Устройство для обработки длинномерного материала | 1981 |
|
SU1017413A1 |
| Кантователь | 1986 |
|
SU1389895A2 |
| Стенд для сборки под сварку плоских решетчатых металлоконструкций | 1981 |
|
SU1006140A1 |
| Автоматическая линия для изготовления длинномерных балок | 1988 |
|
SU1611671A1 |
| Устройство подачи листа | 1982 |
|
SU1134313A1 |
