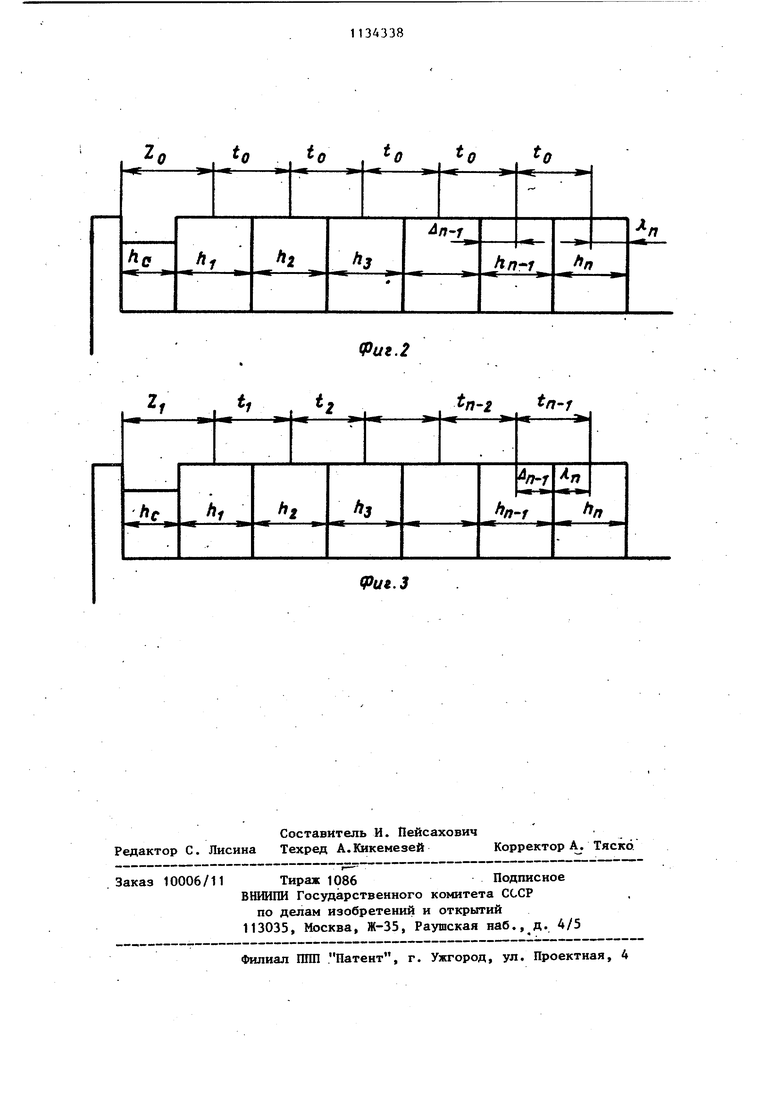
Изобретение относится, к металлообработке, в частности к инструменту для обработки зубчатых изделий. Известен способ изготовления сбор ных червячных фрез, при котором режу щие элементы располагают в пазах кор пуса .по технологической винтовой поверхности постоянного шага, после чего вьшолняют профилирование lj . Недостаток известного способа невозможность изготовления фреза с переменным шагом при постоянном шаге технологической винтовой поверхности Цель изобретения - обеспечение изготовления фрез с переменным шагом Поставленная цель достигается тем, что согласно способу изготовления сборных червячных фрез режущие элементы изготавливают с различной шириной и после профилирования поворачивают на 180 по отношению к их положению при установке по технологической винтовой поверхности,причем (Ширину первого режущего элемента выбирают равной шагу технологической винтовой поверхности, а последующие режущие элементы изготавливают с шириной, определяемой по зависимости Ч - Ци - ЧР где 1 - ширина п-го режущего элемен та; tg - шаг технологической винтово поверхности; tj, - шаг между п-м и (п-1)-м режущими элементами после их поворота на 180 ; , h - ширина (n-l)-ro режущего элемента. На фиг.1 представлено размещение режущих элементов в пазу корпуса червячной фрезы; на фиг.2 - схема установки режущих элементов по техно логической винтовой поверхности постоянного шага; на фиг.З - схема рас положения режущих элементов после их поворота на 180 . В продольных пазах корпуса 1 фрезы размещают режущие элементы 2, выполненные в виде отдельных ножей. Между режущими элементами 2 и базовым торцом 3 устанавливают секторы 4 с выступами разной длины, входящими в продольные пазы корпуса, благодаря чему упирающиеся в сектора режущие элементы устанавливают на винтовой линии. По другую сторону от режущих элементов 2 расположены винты 5, зажимающие режущие элементы. Роль сектора 4 может выполнять ближний к базовому торцу 3 режущий элемент. При изготовлении червячной фрезы режущие элементы в технологическом положении располагают на технологической винтовой поверхности А постоянного шага tg. После поворота каждого режущего элемента вокруг собственной оси на 180 в эксплуатационное положение кромки режущих элементов должны автоматически расположиться на винтовой поверхности переменного шага t, t, ta,...,t. Для любой пары соседних режущих элементов имеем Ь.Л h й„,,-н t после поворота режущих элементов Откуда п to + t., - h.,. где f( - расстояние от правого края П-го режущего элемента до его профиля; Ь пн расстояние от левого края И-1-го режущего элемента до его профиля; hf, - ширина II-го режущего элемента; - ширина предщущего к-1-го режущего элемента; tg - шаг технологической винтовой . поверхности; t - шаг между п-ым и п-1-м режущими элементами после их поворота на 180 . Ширину первого режущего элемента h, принимают равной шагу tg -технологической винтовой поверхности А, т.е. h, tg. Ширина сектора определяется из геометрических соотношений по формуле : h, . с -2 где Zg и заданные расстояния от расчетной точки режущей кромки первого режущего элемента до базового торца соответственно при установке режущих элементов по технологической винтовой поверхности и после их поворота на 180. Изобретение позволяет изготавливать сборные червячные фрезы переменного шага при профилировании их режущих элементов по технологической винтовой поверхности постоянного шага.
Лг
/7
Л/7-Г.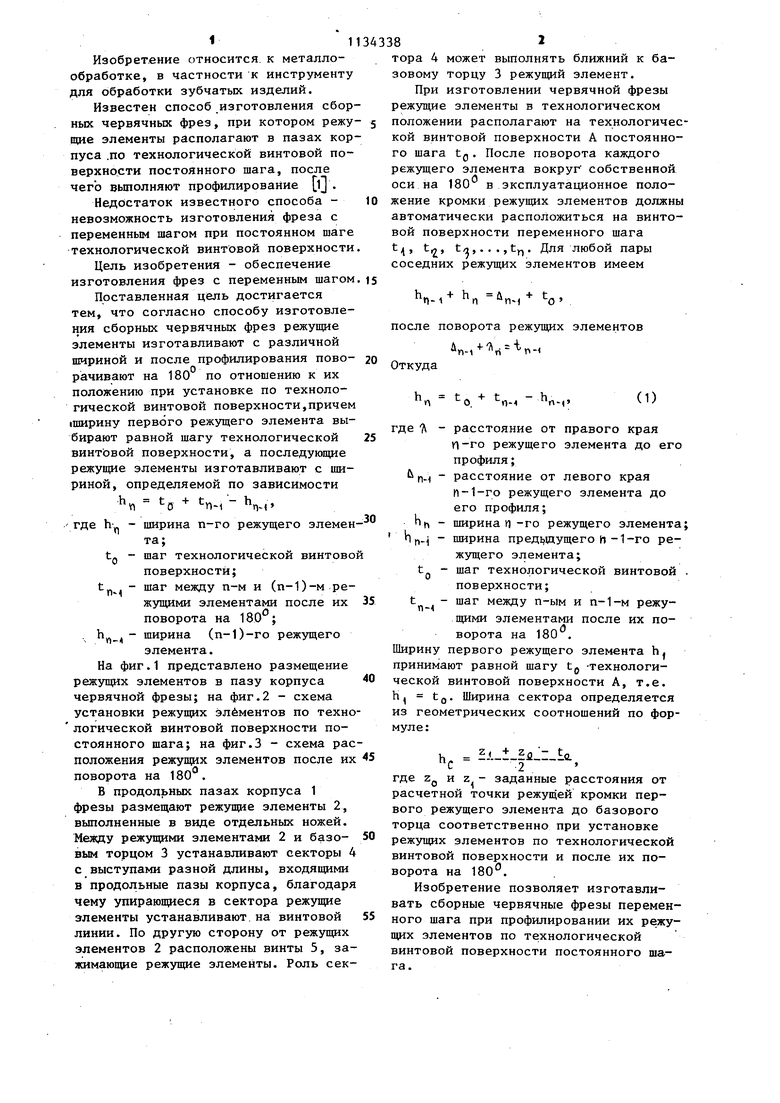
| название | год | авторы | номер документа |
|---|---|---|---|
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1998 |
|
RU2147496C1 |
| Сборная червячная фреза | 1981 |
|
SU967699A1 |
| СБОРНЫЙ ГИПЕРБОЛОИДНЫЙ ЧЕРВЯЧНЫЙ ЗУБОРЕЗНЫЙ ИНСТРУМЕНТ, СМЕННЫЕ ПОВОРОТНЫЕ НЕПЕРЕТАЧИВАЕМЫЕ РЕЖУЩИЕ ПЛАСТИНЫ ДЛЯ ЕГО ОСНАЩЕНИЯ И СПОСОБ ИХ ЭКСПЛУАТАЦИИ | 2014 |
|
RU2634565C2 |
| Сборная червячная фреза | 2023 |
|
RU2814755C1 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1995 |
|
RU2102201C1 |
| Способ диагонального фрезерования зубчатых колес | 1986 |
|
SU1468690A1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ | 1998 |
|
RU2147495C1 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1995 |
|
RU2102202C1 |
| Сборная червячная фреза с групповой схемой резания | 2019 |
|
RU2720011C1 |
СПОСОБ ИЗГОТОВЛЕНИЯ СБОРНЫХ ЧЕРВЯЧНЫХ ФРЕЗ, при котором режущие элементы располагают в пазах корпуса по технологической винтовой поверхности постоянного шага, затем вьтолняют профилирование, отличающийся тем, что, с целью получе ния фрез с переменным шагом, режупще элементы изготавливают с различной lAMMA шириной и после профилирования поворачивают на 180 по отношению к их положению при установке по технологической винтовой поверхности, причем ширину первого режущего элемента выбирают равной шагу технологической винтовой поверхности, а последующие режущие элементы изготавливают с шириной, определяемой по зависимости bn--to- Vr n., , h. ширина п-го режущего элеменгде П та; i. шаг технологической винтовой поверхности; i.j - щаг между .Ц гм и (V)-1)-M ре-. жущими элементами после (Л их поворота на Ь. - ширина (и-1)-го режущего С элемента. с &0 4;: 00 со 00 аг.Г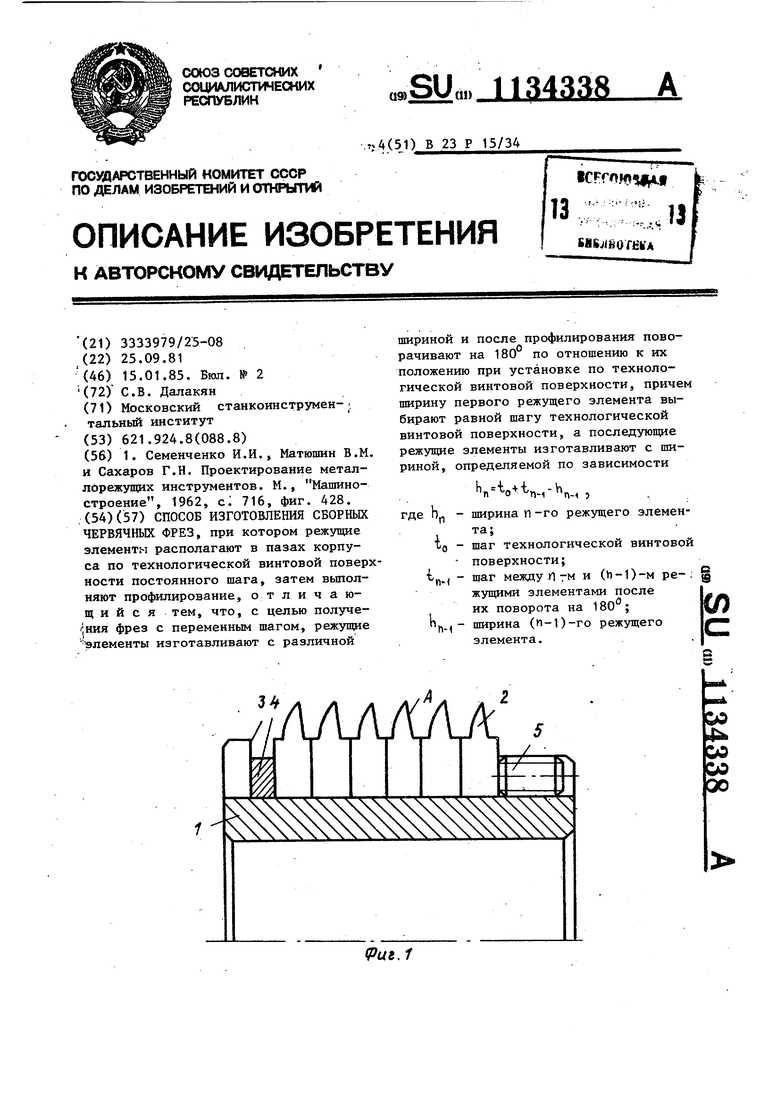
Фиг. 2
Рие.З
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Семенченко И.И., Матюшин В.М | |||
| и Сахаров Г.Н | |||
| Проектирование металлЬрежуввих инструментов | |||
| М., Машиностроение, 1962, с: 716, фиг | |||
| Способ получения сульфокислот из нефтяных масел | 1911 |
|
SU428A1 |
| , | |||
