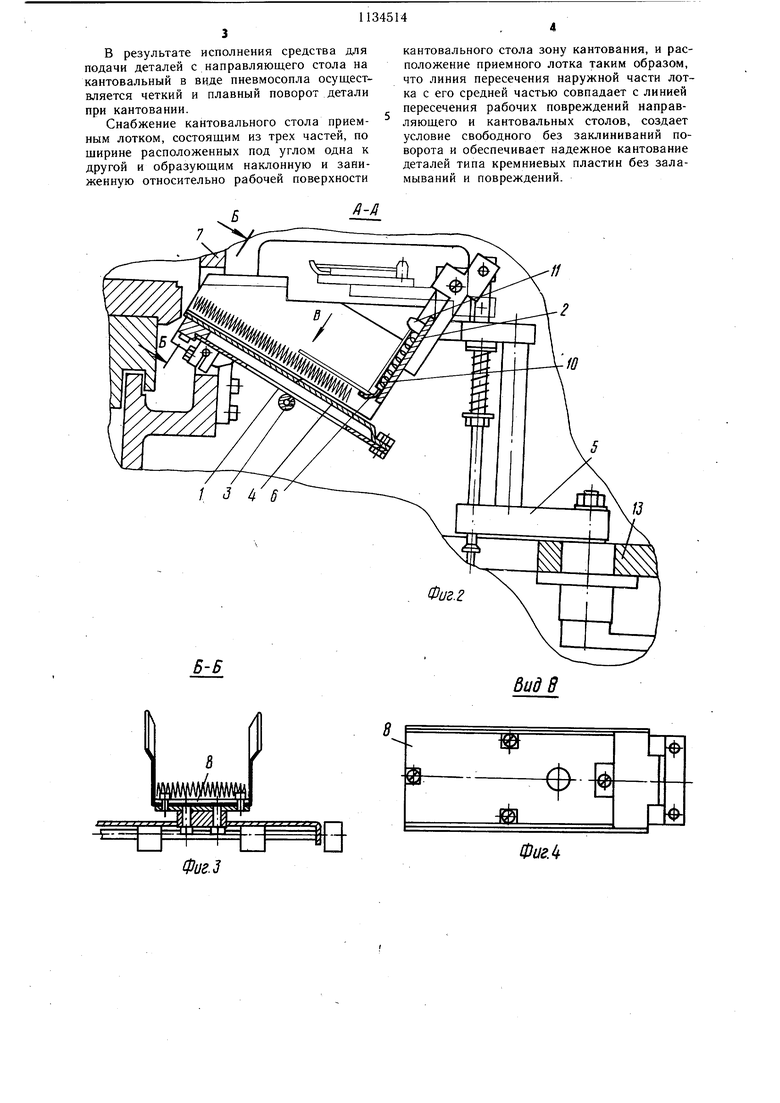
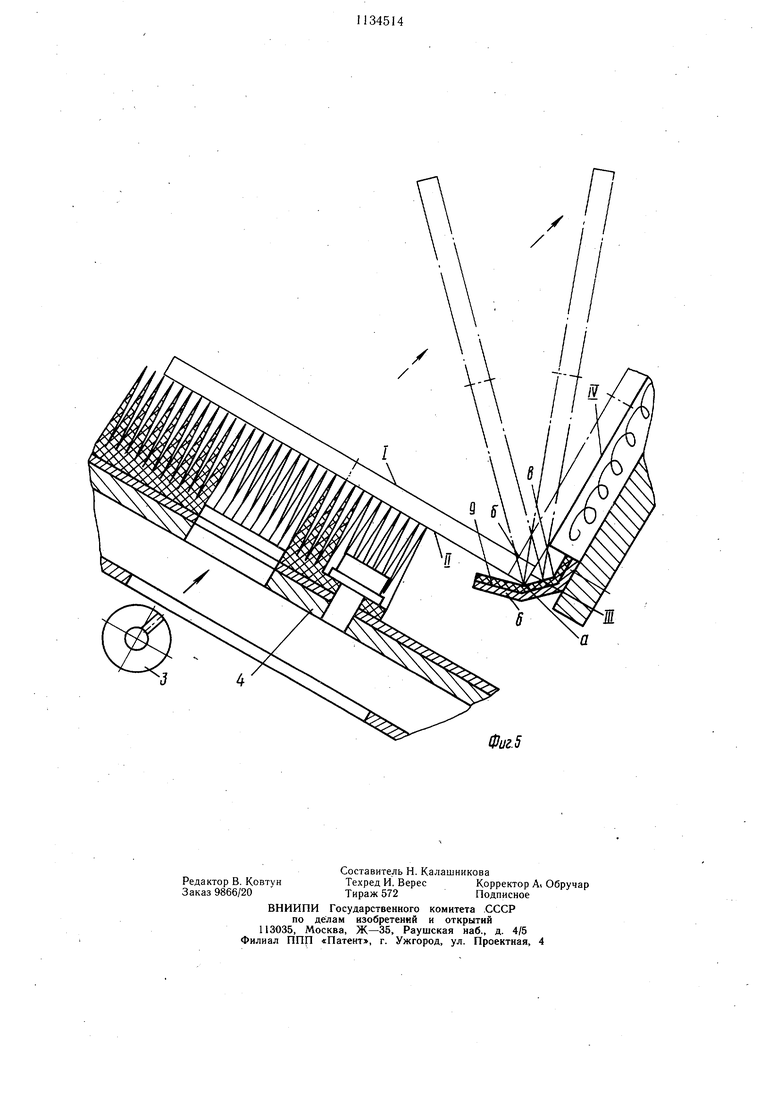
Изобретение относится к изготовлению кремниевых пластин и может быть использовано при их кантовании и транспортировании. Известно устройство для транспортирования и кантования деталей, содержащее расположенные под углом один к другому направляющий и кантовальный столы, средство для подачи деталей с направляющего стола .на кантовальный и механизм подъема кантовального стола 1. Недостатком известного устройства является возможное повреждение деталей при кантовании, что снижает надежность работы устройства. Цель изобретения - повышение надежности работы путем исключения повреждений транспортируемых деталей. Указанная цель достигается тем, что в устройстве- для транспортирования и кантования деталей, преимущественно кремниевых пластин, содержащем расположенные под углом один к другому направляющий и. кантовальный столы, средство для подачи деталей с, направляющего стола на кантовальный и механизм подъема кантовального стола, средство для подачи деталей с направляющего стола на кантовальный выполнено в виде пневмосопла, смонтированного под направляющим столом, при этом в последнем выполнено отверстие для направления струи пневмосопла, а кантовальный стол имеет смонтированный на его конце, обращенном к направляющему столу, приемный лоток, состоящий из трех частей, по щирине расположенных под углом одна к другой, причем прие.мный лоток расположен таким образом, что линия пересечения наружной части лотка с его средней частью совпадает с линией пересечения рабочих поверхностей соответственно направляющего и кантовального столов. На фиг. 1 изображено предлагаемое устройство транспортирования и кантования деталей типа кремниевых пластин, вид в плане ; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 2; на фиг. 4 - вид В на фиг. 2; на фиг. 5 - схема кантования предлагаемого устройства. Устройство для транспортирования и кантования деталей, преимущественно кремниевых пластин, содержащее расположенные под углом один к другому направляющий 1 и кантовальный 2 столы, средство для подачи деталей с направляющего стола 1 на кантовальный 2, выполнено в виде пневмосопла 3, смонтированного под направляющим столом 1, при этом в последнем выполнено отверстие 4 для направле.ния струи пневмосопла 3. Кроме того, устройство включает механизм подъема 5 кантовального стола 2, который в свою очередь имеет смонтированный на его конце, обращенном к направляющему столу 1, приемный лоток 6, состоящий из трех частей, по щирине расположенных под углом одна к другой, причем приемный лоток 6 расположен таким образом, что линия пересечения наружной части лотка с его средней частью совпадает с линией пересечения рабочих поверхностей соответственно направляющего 1 и кантовального 2 столов. Устройство работает следующим образом. При передаче изделий с операции на операцию по циклу работы в начале выгрузки кантовальный стол 2 находится в исходном наклонном положении. Изделие сталкивается механизмом выгрузки (не показан) с плоскости левого поворотного стола 7 на направляющий стол 1, ориентируясь его борта.ми, мягко ложится на острия его рабочей поверхности 8 плоскостью II (см. схему кантования) и плавно скользит по ней до упора гранью а в упругое покрытие 9 приемного лотка 6 в начале его средней части. После этого по циклу работы подается команда на подачу воздуха из пневмосопла 6. Отрегулированная струя воздуха через отверстие 4 в направляющем столе 1 и его рабочей поверхности 8 устремляется на изделие выще центра тяжести и изделие, опираясь гранью а в начале средг ней части приемного лотка 6, поворачивается, до соприкосновения поверхности III со средней частью приемного лотка б, которая имеет в ис.ходном положении кантовального стола 2 угол наклона относительно горизонтальной плоскости больше угла трения. Затем под воздействием все той же непрерывной струи воздуха изделие начинает поворачиваться, опираясь уже гранью б о наклонную среднюю часть приемного лотка 6 и соприкасаясь плоскостью I с начальной кромкой рабочей поверхности настила 10. Поворачиваясь, изделие сползает гранью б в начало средней части приемного лотка 6 -И плавно ложится плоскостью I на рабочую поверхность IV кантовального стола 2 - податливый настил 10, ориентируясь при этом штырями П. Затем по циклу работы прекращается подача воздуха из пневмосопла 3, и механизм подъема 5 тягой 12 осуществляет подъем кантовального стола 2 в горизонтальное положение, при этом наружная часть приемного лотка 6 удерживает изделие от сползания при подъеме. Кантовальный стол 2, установ-. ленный в горизонтальное положение совместно с изделие.м, переносится механизмом подъема 5 от системы привода (не показан) в зону нагрузки правого поворотного стола 13. После отбора изделия механизмом загрузки правого поворотного стола 13 (не показан) кантовальный стол 2 возвращается и опускается в исходное наклонное положение под воздействием механизма 5.
В результате исполнения средства для подачи деталей с направляющего стола на кантовальный в виде пневмосопла осуществляется четкий и плавный поворот детали при кантовании.
Снабжение кантовального стола приемным лотком, состоящим из трех частей, по ширине расположенных под углом одна к другой и образующим наклонную и заниженную относительно рабочей поверхности
кантовального стола зону кантования, и расположение приемного лотка таким образом, что линия пересечения наружной части лотка с его средней частью совпадает с линией пересечения рабочих повреждений направляющего и кантовальных столов, создает условие свободного без заклиниваний поворота и обеспечивает надежное кантование деталей типа кремниевых пластин без заламываний и повреждений.
dudQ
Фиг.З
ФигЛ
| название | год | авторы | номер документа |
|---|---|---|---|
| Вибробункер | 1982 |
|
SU1039686A1 |
| Устройство для удаления деталей и отходов из рабочей зоны пресса | 1987 |
|
SU1440587A1 |
| Автомат для заточки и укладки изделий | 1978 |
|
SU776949A1 |
| ЛИНИЯ ДЛЯ ЛИТЬЯ ПОД НИЗКИМ ДАВЛЕНИЕМ, УСТАНОВКА ДЛЯ ЛИТЬЯ ПОД НИЗКИМ ДАВЛЕНИЕМ И МАНИПУЛЯТОР ДЛЯ ПЕРЕМЕЩЕНИЯ ОТЛИВОК | 2001 |
|
RU2205090C2 |
| Загрузочное устройство для конвейеров | 1978 |
|
SU781152A1 |
| Устройство для загрузки и выгрузки изделий,преимущественно,электродов | 1974 |
|
SU616514A1 |
| Линия для консервации мотковпРОВОлОКи | 1979 |
|
SU844094A1 |
| Линия для изготовления цилиндрических емкостей | 1985 |
|
SU1355422A1 |
| Устройство для удаления деталей из рабочей зоны пресса | 1987 |
|
SU1503928A1 |
| Устройство для сортировки полупроводниковых приборов | 1981 |
|
SU983834A1 |
УСТРОЙСТВО ДЛЯ ТРАНСПОРТИРОВАНИЯ И КАНТОВАНИЯ ДЕТАЛЕЙ, преимущественно кремниевых нластин, содержапхее расположенные под углом один к другому направляющий и кантовальный столы, средство для подачи деталей с на-направляющего стола на кантовальный и механизм подъема кантовального стола, отличающееся тем, что, с целью повышения надежности работы путем исключения повреждений транспортируемых деталей, средство для подачи деталей с направляющего стола на кантовальный выполнено в виде пневмосопла, смонтированного под направляющим столом, при этом в последнем выполнено отверстие для направления струи пневмосопла, а кантовальный стол имеет смонтированный на его конце, обращенном к направляющему столу, приемный лоток, состоящий из трех частей, по щирине расположенных под углом одна к другой, причем приемный лоток расположен таким образом, что линия, пересечения наружной части лотка с его средней частью совпадает с линией пересечения рабочих поверхностей соответственно направляющего и кантовального столов. /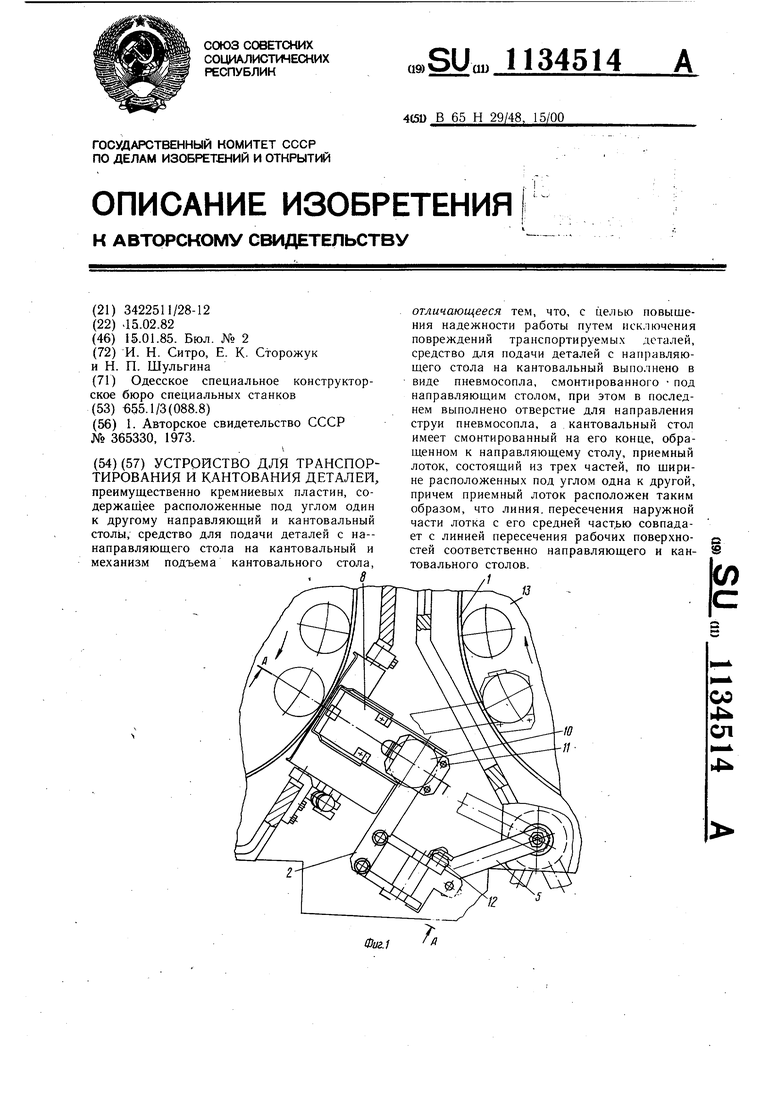
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО для УКЛАДКИ листового СТЕКЛА | 0 |
|
SU365330A1 |
