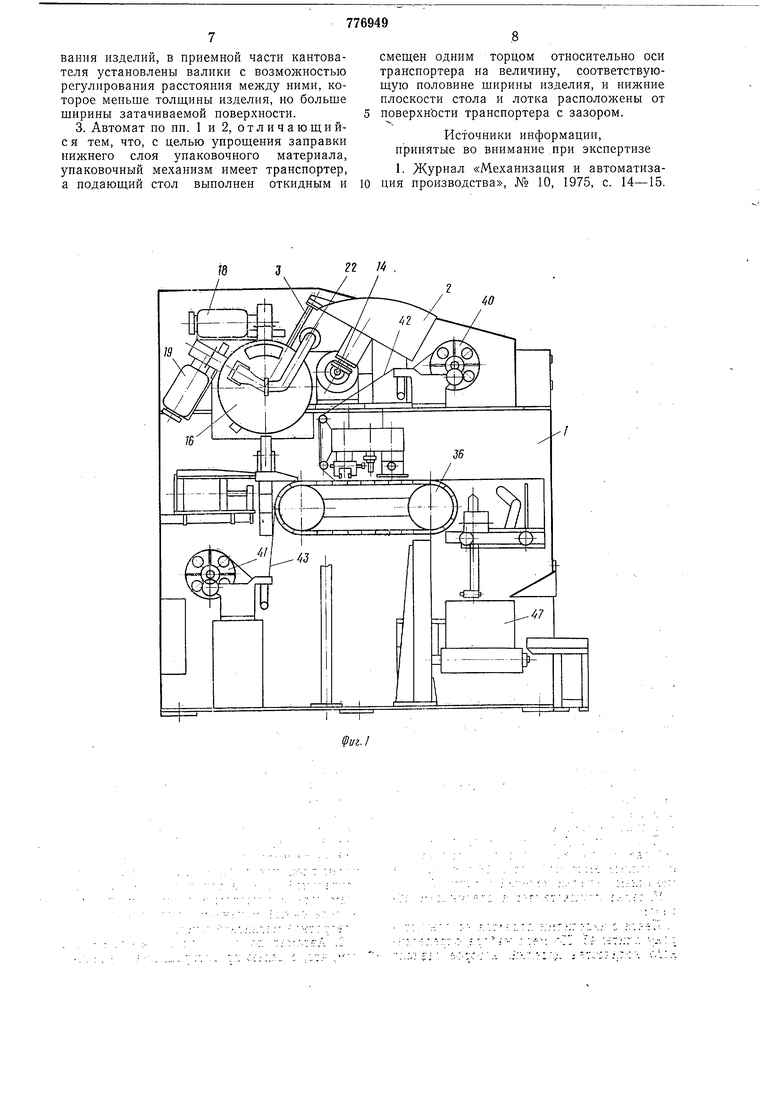
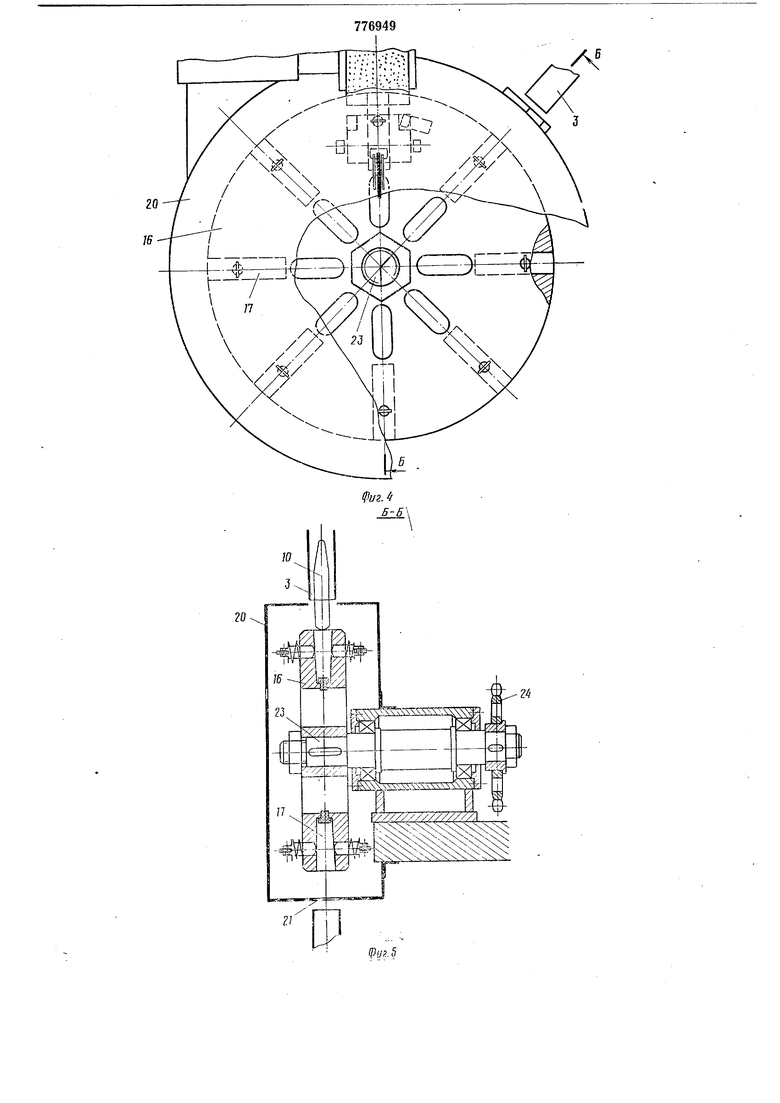
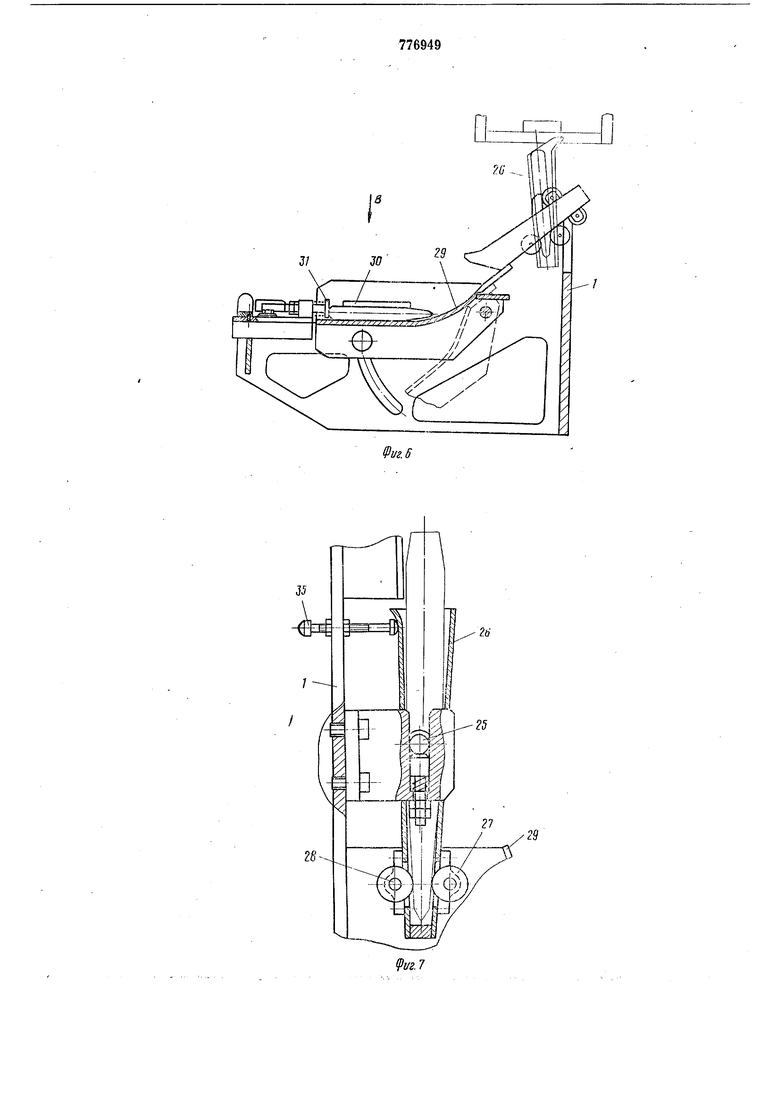
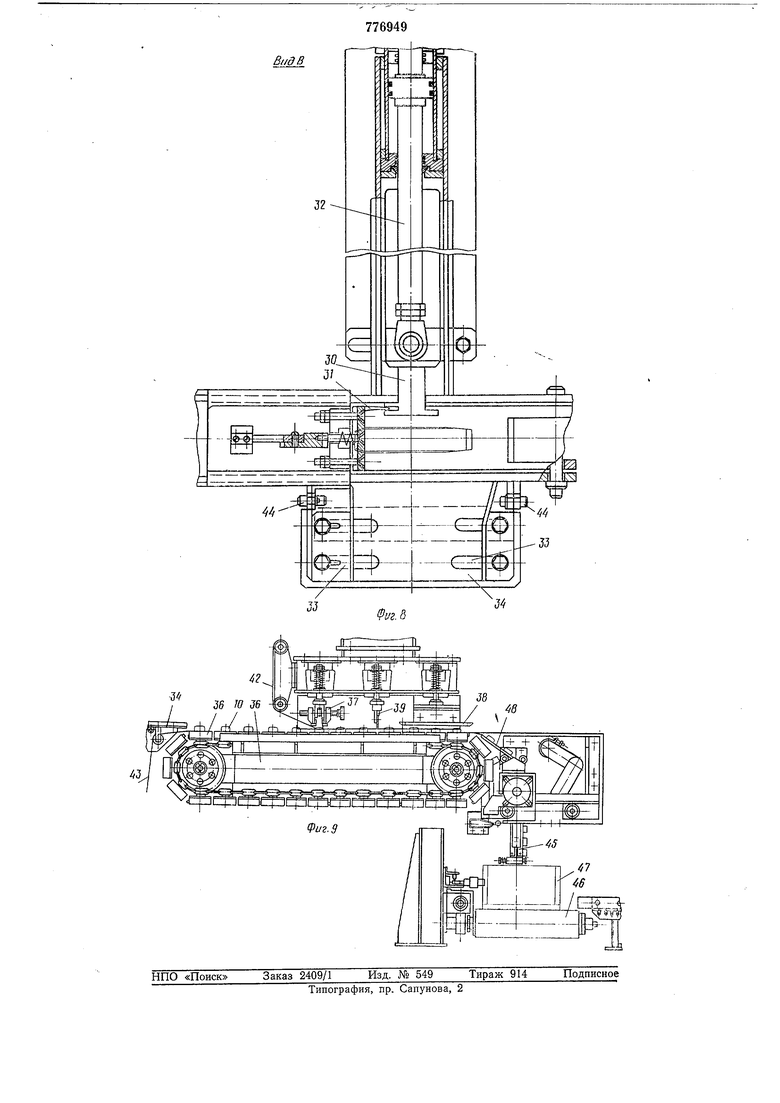
на фиг. 4 - механизм подачи изделий на заточку; на фиг. 5 - разрез Б-Б фиг. 4; на фиг. 6 и 7 - кантователь с нанравляющим лотком, вид сбоку и в плане; на фиг. 8 - вид В фиг. 6; на фиг. 9 - упаковочный механизм.
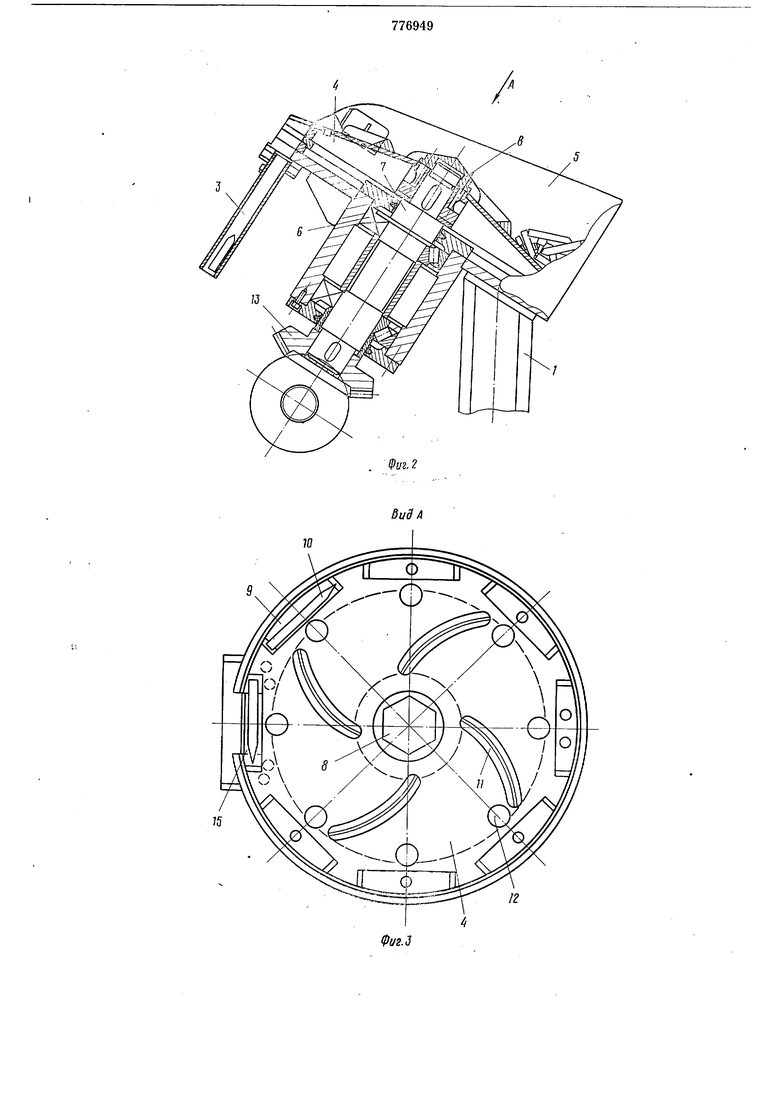
Автомат содержит станину 1, на которой смонтирован приемный бункер 2 с лотком 3 и ротором 4, механизм подачи изделий на заточку, укладочный механизм и упаковочный механизм.
В центральной части кожуха 5 бункера 2 смонтирована на подшипниках 6 вертикальная ось 7, на верхнем конце которой закреплен гайкой 8 ротор 4 с пазами 9 по окружности для изделий 10. На образующей ротора 4 смонтированы ворошители 11 и встряхиватели 12. На нижнем конце оси 7 закреплено коническое колесо 13 с возможностью вращения от вала 14. Бункер 2 установлен наклонно, кожух 5 выполнен с занижением к верхней части и имеет окно 15 для ориентации изделия.
Механизм нодачи изделий на заточку содержит ротор 16с гнездами 17 для изделий и заточные головки 18 и 19. Ротор 16 помещен в кожух 20, в нижней части которого выполнено выходное окно 21 для обработанных изделий. К кожуху 20 подведена вытяжная вентиляция 22 для удаления пыли при обработке изделий. Ротор 16 смонтирован на горизонтальной оси 23, на другом конце которой насажена приводная звездочка 24, получающая вращение от вала 14. Пазы 9 ротора 4 смещены на 1/3 величины шага пазов относительно гнезд 17 ротора 16 для обеспечения перемещения ориентированного изделия 10 по лотку 3, при этомколичество гнезд 17 равно количеству пазов 9.
У окна 21 установлен поворотный относительно горизонтальной оси 25 кантователь 26.
Для предотвращения заклинивания изделий в приемной части кантователя 26 установлены валики 27 на осях 28 с возможностью регулирования расстояния между ними, которое меньше толщины изделия, но больше ширины затачиваемой поверхности.
Кантователь 26 имеет наклонный лоток 29, толкатель 30 с собачкой 31 и привод 32 для перемещения изделий в направляющих 33 по подающему столу 34 к упаковочному механизму. Для ограничения поворота кантователя 26 служит регулируемый упор 35.
Упаковочный механизм включает транспортер 36, образованный каретками, по осям которых расположены поперечный и продольный ножи 37 и 38 для сварки упаковочного материала, смонтированный между ножами в зазоре между каретками перфоратор 39 и рулонодержатели 40 и 41 для подачи верхнего 42 и нижнего 43 слоев упаковочного материала соответственно.
Стол 34 механизма подачи изделий на заточку выполнен откидным на оси 44 и смещен одним торцом относительно оси транспортера 36 на величину, соответствующую половине щирины изделия. Нижние плоскости стола 34 и лотка 3 расположены от поверхности транспортера 36 с зазором.
Укладочный механизм выполнен в виде поворотной магнитной плиты 45 с рамкой
(на фигурах пе показана) и имеет транспортер 46 для подъема и перемещения тары с приводными механизмами (на фигурах не показаны). Автомат работает следующим образом.
В исходном положении изделия насыпаются в бункер 2, рулонодержатели 40 и 41 заполняются упаковочным материалом, при этом его верхний слой 42 заводится под ножи 37 и 38, а нижний слой 43 закрепляется
между каретками транспортера 36. Пустая тара 47 устанавливается в исходное положение на этом транспортере.
При включении пусковой кнопки (на фигурах не показана) приводится во вращение вал 14, который через колесо 13 и звездочку 24 приводит во вращение ротор 4 и механизм подачи изделий на заточку с одновременным включением головок 18 и 19. При вращении ротора 4 с ворошителями
11 осуществляется перемещение неподвижной массы изделий, расположенных хаотично, и пазы 9 ротора 4 захватывают из общей массы изделия и выводят их наверх. Если в паз 9 попадает несколько изделий,
то встряхивателями 12 и под действием веса изделия лишние изделия возвращаются в общую массу, при этом на окно 15 подается одно изделие. В том случае, когда изделие не попадает в паз 9, последний подходит к окну 15 пустым. В пазах 9 изделие может находиться обрабатываемой частью либо вперед, либо назад. Ориентация изделий (зубил) построена на смещении центра их тяжести. Если изделие 10 перемещается
обрабатываемой частью вперед, то оно при прохождении этой частью окна 15 не проваливается, и только, когда необрабатываемая часть перемещается на это окно, изделие соскальзывает в лоток 3.
При перемещении изделия необработанной частью вперед на ориентирующее окно оно соскальзывает в лоток 3.
Таким образом, в гнезда 17 ротора 16 изделия попадают в ориентированном положении. При вращении этого ротора изделия фиксируются в гнездах 17 и подаются вначале к первой головке 18, где обрабатывается одна сторона изделия, а затем ко второй головке 19, где обрабатывается
другая сторона.
При дальнейшем вращении ротора 16 обработанное изделие расфиксируется и подходит к окну 21 выдачи изделий, откуда под действием собственного веса перемещается обработанной частью вперед в кантователь 26. При перемещении изделия в последнем оно обработанной поверхностью заходит в зазор между валиками 27, который не позволяет провалиться всему изделию и одновременно не препятствует прохождению обработанной поверхности в данный зазор. При соприкосновении изделия с валиками 27 последние поворачиваются на осях 28 и останавливают это изделие, заклинивая его. В этот момент происходит перераспределение массы кантователя 26 с изделием, и кантователь поворачивается на оси 25 до контакта с лотком 29. Под действием веса переориентированного необработанной поверхностью вперед изделия последнее выдергивается из валиков 27 кантователя 26 и перемещается по лотку 29 до момента контакта с собачкой 31. Последняя освобождает толкатель 30, который приводом 32 перемещает изделие в направляющих 33 по столу 34. Освобожденный от изделия кантователь 26 возвращается в прежнее положение. Толкатель 30 работает непосредственно от контакта изделия с собачкой 31, и, если при заточке изделие может отсутствовать в гнезде 17 на упаковке это не наблюдается.
Со стола 34 изделие поступает на каретку упаковочного транспортера 36, где предварительно уже закреплен слой 43 упаковочного материала, при этом изделие размещается на каретке симметрично относительно продольной и поперечной осей каретки, для чего торец стола 34 смещен относительно оси транспортера 36 на величину, равную половине щирины изделия. Все дальнейщее перемещение осуществляется при зафиксированном изделии на каретке транспортера 36.
При последовательном перемещении транспортера 36 изделие и слой 42 упаковочного материала проходят под ножом 37, который при перемещении вниз сваривает слои 42 и 43 упаковочного материала. На следующей позиции перфоратор 39 производит перфорацию ленты с изделиями.
Затем при перемещении транспортера 36 упаковочный материал сваривается ножом 38 и изделие оказывается в индивидуальном герметическом пакете.
Упаковочный материал может быть различным в зависимости от условий хранения изделия, например ингибитированная бума.га с пленочным покрытием. На упаковочный материал может быть также нанесена красочная этикетка.
Лента с упакованными изделиями под действием собственного веса поступает на наклонный выходной лоток 48 и с него - в механизм укладки изделий в тару 47.
Укладка осуществляется следующим образом.
Лента с изделиями подается на одну .сторону плиты 45. По мере набора определенцого количества изделий, которое зависит
от щирины тары 47, на эту плиту подается напряжение и лента с изделиями фиксируется на ней. Затем плита 45 поворачивается на 90° в одну сторону, при этом часть ленты отрезается, а транспортер 46 поднимает тару 47 до контакта с изделиями. Затем напряжение с плиты снимается, и лента с изделиями остается лежать в таре. Транспортер 46 опускает тару 47, а плита
45 возвращается в исходное положение, где она смещается на шаг в сторону, и очередные изделия поступают на другую сторону магнитной плиты 45, которая по мере пабора изделий и фиксации их поворачнвается на 90° в другую сторону. Транспорт ер 46 поднимает тару 47 до контакта с изделиями. Очередной слой изделий за счет смещения плиты 45 и поворота ее в другую сторону располагается в зазорах между
изделиями предыдущего слоя, что предохраняет их от смещения в процессе транспортировки. Процесс повторяется до набора слоев изделий на полную высоту тары 47, затем транспортер 46 смещает ее на величину, равную длине изделия, и операции повторяются до полного заполнения тары 47. Заполненная тара по склизу убирается из автомата, а на ее место подается пустая.
Предлагаемый автомат обеспечивает
возможность для автоматизации процессов
заточки, упаковки и раскладки изделий в
групповую тару.
Такой автомат также обеспечивает непрерывный процесс заточки изделий с их упаковкой и одновременной раскладкой в тару, что в свою очередь позволяет уменьщить занимаемую рабочую площадь и экономить рабочее время.
Формула изобретения
1.Автомат для заточки и укладки изделий, предпочтительно зубил, содержащий
приемный бункер с ротором, имеющим пазы, механизм подачи изделий на заточку, имеющий ротор с гнездами и кожух, заточные головки и укладочный механизм, отличающийся тем, что, с целью обеспечения одновременной заточки и упаковки изделий в упаковочный материал и повыщения производительности автомата, последний снабжен упаковочным механизмом, пазы ротора приемного бункера смещены на 1/3 величины щага пазов относительно гнезд ротора механизма подачи изделий на заточку, кожух которого в нижней части имеет выходное окно, у которого установлен поворотный относительно горизонтальной оси кантователь с направляющим лотком с упором и подающим столом, а укладочный механизм выполнен в виде поворотной магнитной плиты.
2.Автомат по п. 1, отличающийся тем, что, с целью предотвращения заклинй
вания изделий, в приемной части кантователя установлены валики с возможностью регулирования расстояния между ними, которое меньше толщины изделия, но больше ширины затачиваемой поверхности.
3. Автомат по пп. 1 и 2, отличагош;ийс я тем, что, с целью упрощения заправки нижнего слоя упаковочного материала, упаковочный механизм имеет транспортер, а подающий стол выполнен откидным и
смещен одним торцом относительно оси транспортера на величину, соответствующую половине ширины изделия, и нижние плоскости стола и лотка расположены от поверхности транспортера с зазором.
Источники информации, принятые во внимание при экспертизе
1. Журнал «Механизация и автоматизация производства, № 10, 1975, с. 14-15.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для укладки в тару упакованных в ленточный материал изделий | 1981 |
|
SU977285A1 |
| Устройство для укладки изделий в тару | 1988 |
|
SU1604668A1 |
| Автомат для упаковки машинных игл в секционные коробки | 1974 |
|
SU523835A1 |
| РОТОРНЫЙ АВТОМАТ ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1972 |
|
SU341683A1 |
| МАШИНА ДЛЯ ПОСЛОЙНОЙ УКЛАДКИ ШТУЧНЫХ ИЗДЕЛИЙ В ТАРУ | 2006 |
|
RU2303560C1 |
| В. Ф. КОСОЕ, Н. Ф. Славинский, И. П. Смирнов, В. Я. Фрадкин,Э. И. Фролович, Н. Н. Чепрасов, Н. А. Швабская и В. Н. Коржов | 1970 |
|
SU270488A1 |
| Устройство для завертывания штучных изделий в виде усеченного конуса в ленточный упаковочный материал | 1979 |
|
SU787272A1 |
| Полуавтомат для печатания на ампулах | 1958 |
|
SU121801A1 |
| Поточная линия для сборки и сварки блоков цилиндров дизельных двигателей | 1978 |
|
SU753573A1 |
| Сборочная линия | 1985 |
|
SU1255352A1 |
П W
fiO
35
28
2ti
