Изобретение относится к станкам для наплавки калибров прокатных валков и других деталей прокатного оборудования.
Известные станки такого рода, также содержащие поворотную раму, цапфы которой установлены в подшипниках, опорные ролики и центры с приводом для вращения наплавляемых изделий, а также сварочную головку для автоматической электродуговой наплавки, имеют тот недостаток, что при наклоне оси изделия наклоняется и сварочная головка и не обеспечивается наиболее удобное положение электрода для наплавки в нижнем положении.
В предлагаемом станке для устранения этого недостатка сварочную головку закрепляют на шарнире и снабжают противовесом для сохранения вертикального положения при наклоне поворотной рамы с изделием.
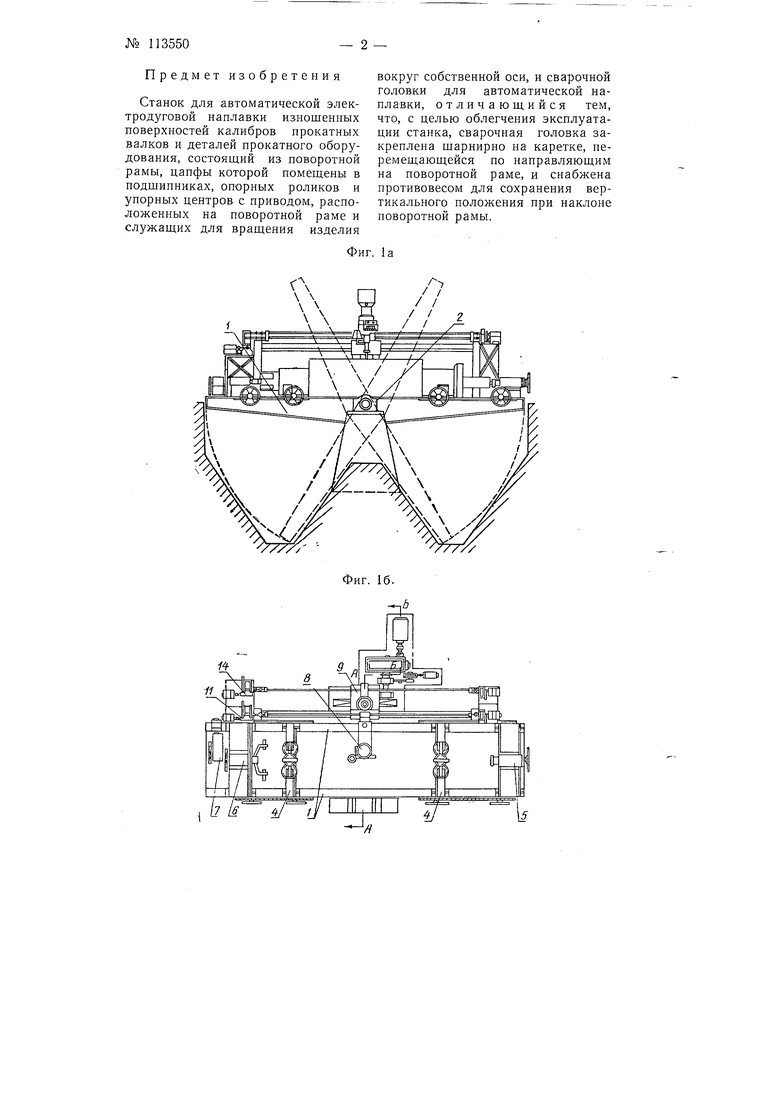
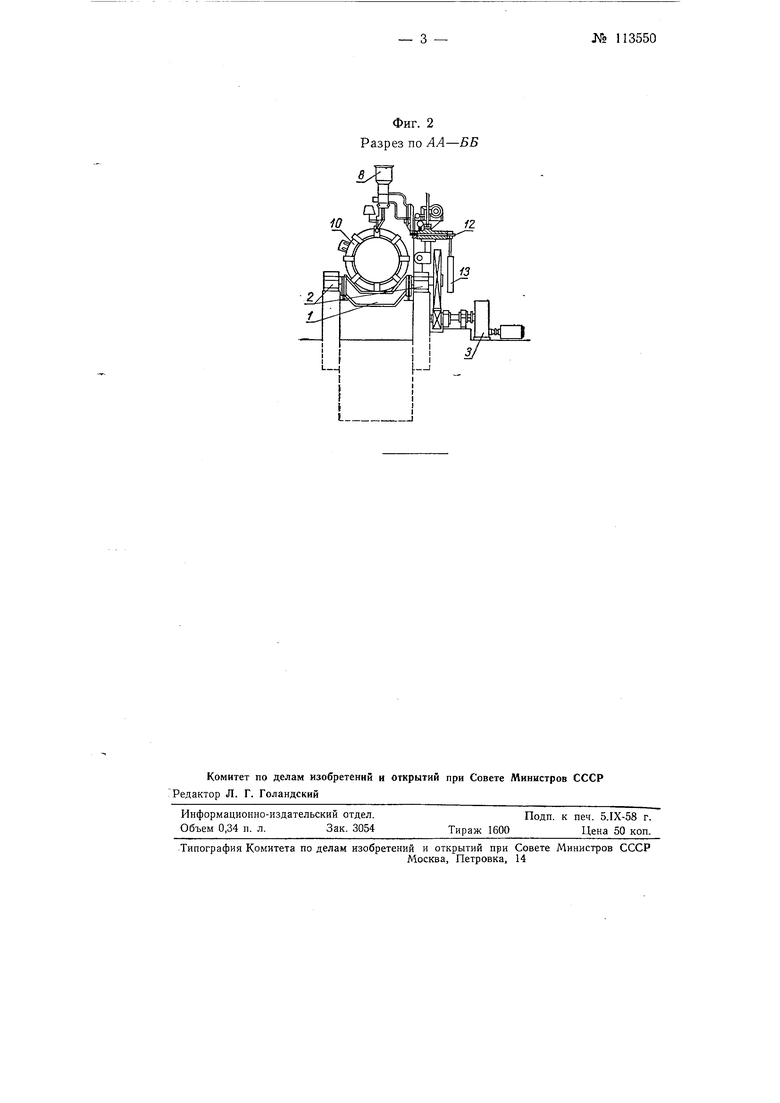
На фиг. 1 изображен предлагаемый станок, вид в двух проекциях; на фиг. 2-разрез по АА -ББ на фиг. 1.
Поворотная рама / установлена цапфами в подшипниках 2 и может поворачиваться при помощи электропривода 3. На раме установлены две роликовые опоры 4 для удерживания изделия; задняя упорная бабка 5 и передняя бабка 6 с приводом 7. Сварочная головка 8 установлена На подвижной каретке 9. Индуктор 10 закреплен на этой же каретке и служит для подогрева изделия при наплавке. Электропривод 11 перемещает каретку вдоль оси изделия по направляющим, закрепленным на поворотной раме. Сварочная головка подвешена на каретке при помощи оси 12 и уравновешена противовесом 13, удерживающим головку всегда в вертикальном положении. Вертикальное перемещение головки осуществляется от электропривода 14.
Наплавка валков может производиться в горизонтальном и в наклонном положениях. Максимальный угол наклона оси изделия к горизонту 60°.
Предмет изобретения
Станок для автоматической электродуговой наплавки изношенных поверхностей калибров прокатных валков и деталей прокатного оборудования, состоящий из поворотной рамы, цапфы которой помещены в подщинниках, опорных роликов и упорных центров с приводом, расположенных на поворотной раме и служащих для вращения изделия
вокруг собственной оси, и сварочной головки для автоматической наплавки, отличающийся тем, что, с целью облегчения эксплуатации станка, сварочная головка закреплена щарнирно на каретке, неремещающейся по направляющим на поворотной раме, и снабжена противовесом для сохранения вертикального положения при наклоне поворотной рамы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для автоматической электродуговой наплавки изношенных поверхностей калибров прокатных валков | 1959 |
|
SU128546A1 |
| Устройство для автоматической электродуговой наплавки фасонных профилей | 1957 |
|
SU112832A1 |
| СПОСОБ РЕМОНТА ПРОКАТНЫХ ВАЛКОВ С ИЗНОШЕННЫМИ ТРЕФАМИ | 2001 |
|
RU2202423C1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ НАПЛАВКИ | 1972 |
|
SU340490A1 |
| Станок для шлифования рабочей поверхности прокатных валков | 1980 |
|
SU933394A1 |
| Установка для сварки внутренних и наружных швов отводов трубопроводов | 1981 |
|
SU996150A1 |
| Установка для автоматической наплавки шнеков | 1987 |
|
SU1391822A1 |
| Рабочая клеть прокатного стана | 1987 |
|
SU1433511A1 |
| УСТРОЙСТВО ДЛЯ НАПЛАВКИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1996 |
|
RU2102182C1 |
| Устройство для автоматической электродуговой центробежной наплавки внутренней поверхности цилиндрических изделий | 1977 |
|
SU674644A1 |
Фиг. 2 Разрез по АА-ББ
