СО СП
ел
О5
со
Изобретение относится к машиностроению, а именно к обработке внутренней и наружной цилиндрических поверхностей деталей типа втулок протяжным инструментом. Известно устройство к вертикально-прошивочным станкам для координатного прошивания с патроном жесткого крепления хвостовиков прошивок в ползуне станка с подвижной опорой для передних направляюш,их прошивок и зажимами для закрепления изделия. Подвижные опоры жестко закреплены на подпружиненной траверсе, подвижно установленной за прошиваемым изделием на стойках, жестко связанных с ползуном станка 1.
Недостатком известного устройства является низкая производительность, так как за один установ детали обрабатывается только внутренняя поверхность.
Наиболее близким к изобретению по технической сути является устройство для обработки деталей типа втулки, содержащее опорную плиту, связанный с механизмом перемещения толкатель и прошивку. Устройство снабжено дополнительным инструментом для обработки наружной поверхности по меньшей мере одной опорной планкой, установленной с возможностью возвратнопоступательного перемещения на опорной плите, под которой расположен дополнительный инструмент 2.
Недостатком известного устройства является его низкая производительность, так как длина рабочего хода существенно больщая и равна сумме длин прошивки обрабатываемой втулки и протяжки для наружной обработки,.
Цель изобретения - повышение производительности.
Указанная цель достигается тем, что устройство для обработки деталей типа втулки, содержащее корпус, протяжку для обработки наружной поверхности, прошивку и толкатель, предназначенный для соединения с органом перемещения станка, снабжено размещенной на толкателе планкой со штангами, соединенными с протяжкой для обработки наружной поверхности, траверсой на которой закреплена прошивка, шарнирнорычажным механизмом, связывающим протяжку для обработки наружной поверхности с траверсой, и направляющими элементами, установленными на корпусе с возможностью взаимодействия с протяжкой и прошивкой.
Кроме того, протяжка для обработки наружной поверхности и траверса установлены с возможностью перемешения на введенных в устройство направляющих.
Протяжка для обработки наружной поверхности снабжена деформирующим кольцом с внутренним диаметром, равным наименьшему диаметру рабочей части, а по длине не менее длины обрабатываемой втулки, причем деформирующее кольцо установлено за рабочей частью протяжки.
При этом протяжка для обработки наружной поверхности и прощивка выполнены с двухсторонней рабочей частью.
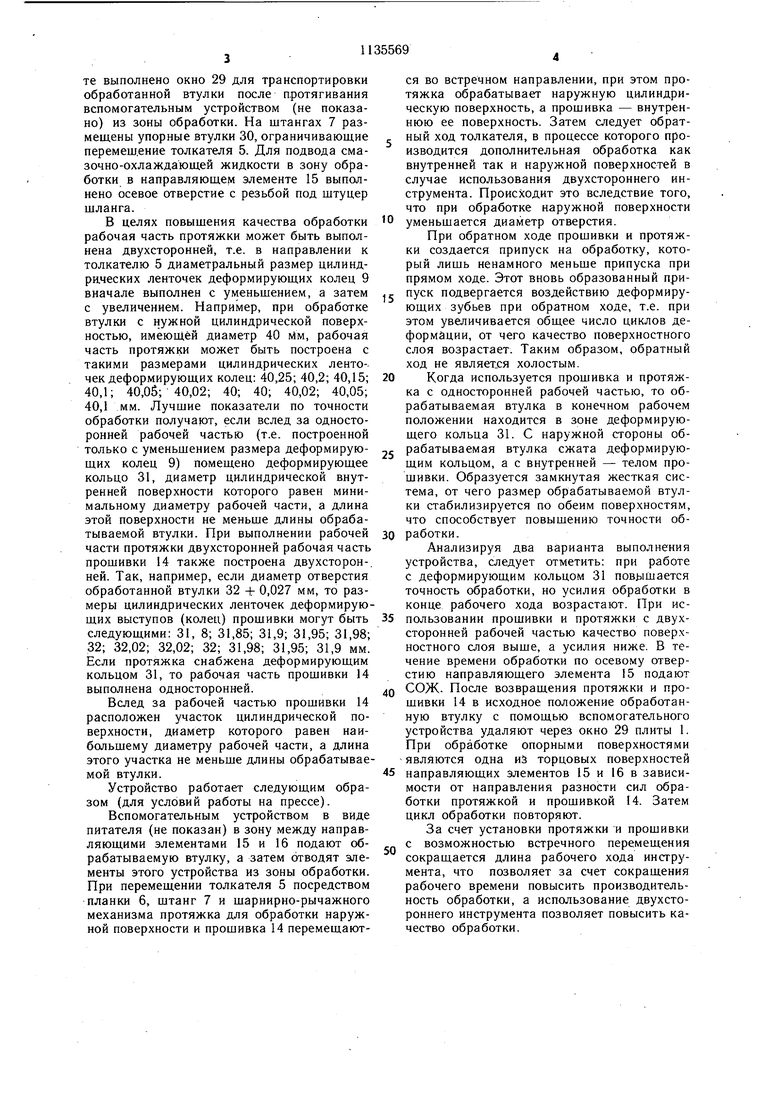
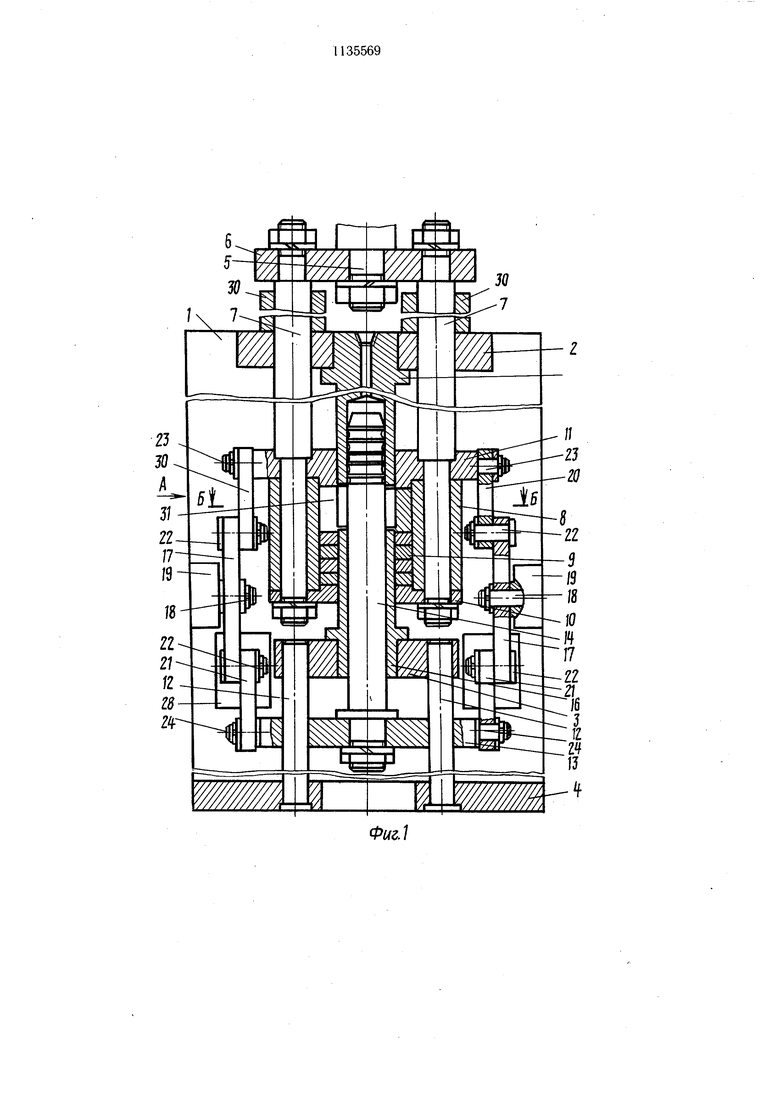
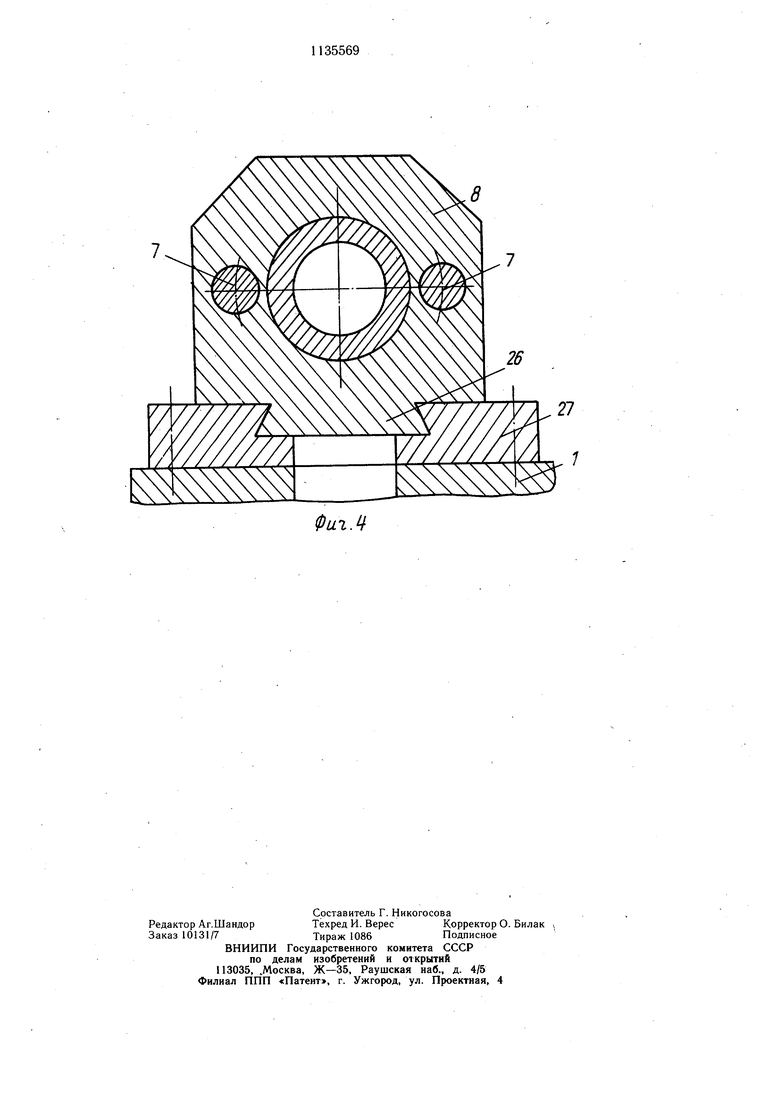
На фиг. 1 изображено предлагаемое устройство, общий вид, продольный разрез; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез по протяжке для обработки наружной поверхности, вариант выполнения направляющих типа «ласточкин хвост.
Устройство содержит сварной корпус, состоящий из плиты 1, параллельных ете5 нок 2 и 3 и опорной плиты 4. С толкателем 5, соединенным с органом перемещения станка (не показан), посредством планки 6 и штанг 7 связана протяжка для обработки наружной поверхности, выполненная в виде корпуса 8, в расточке которого установлены
0 составляющие рабочую часть деформирующие кольца 9, сжатые передней 10 и задней 11направляющими обоймами.
На направляющих колоннах 12, закрепленных в стенке 3 и опорной плите 4, размещена траверса 13, в которой закреплена прощивка 14. Встенках 2 и 3 соосно друг другу закреплены соответственно направляющие элементы 15 и 16, между торцами которых предусмотрена полость для размещения обрабатываемой втулки. Внутренняя
0 поверхность задней направляющей обоймы 11 предназначена для контактирования с наружной поверхностью направляющего элементе 16, при этом под рабочую часть прошивки 14 в направляющем элементе 15 выполнена соответствующая полость. Протяжка и прошивка 14 подвижно связаны между собой с возможностью встречного перемещения шарнирно-рычажным механизмом, состоящим из рычагов 17, установленных на осях 18, которые размещены в неподвижно
0 связанных с плитой 1 кронщтейнах 19, а также из планок 20 и 21, связанных с рычагами 17 посредством осей 22, причем планки 20 посредством осей 23 связаны с протяжкой, при этом оси 23 неподвижно соединены с задней направляющей обой5 мой 11.
Планки 21 связаны страверсой 13 посредством осей 24. Протяжка установлена на направляющих, выполненных в виде колонн 25, пропущенных через ее корпус и
Q закрепленных в стенках 2 и 3.
Возможен и другой вариант выполнения направляющих протяжки и траверсы 13, например, типа «ласточкин хвост. Для этого корпус протяжки снабжен выступом 26 в виде «ласточкиного хвоста, взаимодействующим с направляющей 27 соответствующего профиля, закрепленной на плите 1. С целью сокращения габаритов устройства в плите 1 выполнены окна 28. В этой же плите выполнено окно 29 для транспортировки обработанной втулки после протягивания вспомогательным устройством (не показано) из зоны обработки. На штангах 7 размещены упорные втулки 30, ограничивающие перемещ.ение толкателя 5. Для подвода смазочно-охлаждающей жидкости в зону обработки в направляющем элементе 15 выполнено осевое отверстие с резьбой под штуцер шланга.
В целях повышения качества обработки рабочая часть протяжки может быть выполнена двухсторонней, т.е. в направлении к толкателю 5 диаметральный размер цилиндраческих ленточек деформирующих колец 9 вначале выполнен с уменьщением, а затем с увеличением. Например, при обработке втулки с нужной цилиндрической поверхностью, имеющей диаметр 40 Мы, рабочая часть протяжки может быть построена с такими размерами цилиндрических ленто-, чек деформирующих колец: 40,25; 40,2; 40,15; 40,1; 40,05; 40,02; 40; 40; 40,02; 40,05; 40,1 мм. Лучшие показатели по точности обработки получают, если вслед за односторонней рабочей частью (т.е. построенной только с уменьшением размера деформирующих колец 9) помещено деформирующее кольцо 31, диаметр цилиндрической внутренней поверхности которого равен минимальному диаметру рабочей части, а длина этой поверхности не меньше длины обрабатываемой втулки. При выполнении рабочей части протяжки двухсторонней рабочая часть прошивки 14 также построена двухсторон-. ней. Так, например, если диаметр отверстия обработанной втулки 32 -Ь 0,027 мм, то размеры цилиндрических ленточек деформирующих выступов (колец) прощивки могут быть следующими: 31, 8; 31,85; 31,9; 31,95; 31,98; 32; 32,02; 32,02; 32; 31,98; 31,95; 31,9 мм. Если протяжка снабжена деформирующим кольцом 31, то рабочая часть прощивки 14 выполнена односторонней.
Вслед за рабочей частью прошивки 14 расположен участок цилиндрической поверхности, диаметр которого равен наибольшему диаметру рабочей части, а длина этого участка не меньше длины обрабатываемой втулки.
Устройство работает следующим образом (для условий работы на прессе).
Вспомогательным устройством в виде питателя (не показан) в зону между направляющими элементами 15 и 16 подают обрабатываемую втулку, а затем отводят элементы этого устройства из зоны обработки. При перемещении толкателя 5 посредством планки 6, штанг 7 и щарнирно-рычажного механизма протяжка для обработки наружной поверхности и прошивка 14 перемещаются во встречном направлении, при этом протяжка обрабатывает наружную цилиндрическую поверхность, а прошивка - внутреннюю ее поверхность. Затем следует обратный ход толкателя, в процессе которого производится дополнительная обработка как внутренней так и наружной поверхностей в случае использования двухстороннего инструмента. Происходит это вследствие того, что при обработке наружной поверхности
уменьщается диаметр отверстия.
При обратном ходе прошивки и протяжки создается припуск на обработку, который лишь ненамного меньше припуска при прямом ходе. Этот вновь образованный приг пуск подвергается воздействию деформирующих зубьев при обратном ходе, т.е. при этом увеличивается общее число циклов деформйции, от чего качество поверхностного слоя возрастает. Таким образом, обратный ход не являемся холостым.
0 Когда используется прощивка и протяжка с односторонней рабочей частью, то обрабатываемая втулка в конечном рабочем положении находится в зоне деформирующего кольца 31. С наружной стороны обрабатываемая втулка сжата деформирующим кольцом, а с внутренней - телом прощивки. Образуется замкнутая жесткая система, от чего размер обрабатываемой втулки стабилизируется по обеим поверхностям, что способствует повышению точности об0 работки.
Анализируя два варианта выполнения устройства, следует отметить: при работе с деформирующим кольцом 31 повышается точность обработки, но усилия обработки в конце рабочего хода возрастают. При использовании прощивки и протяжки с двухсторонней рабочей частью качество поверхностного слоя выще, а усилия ниже. В течение времени обработки по осевому отверстию направляющего элемента 15 подают
Q СОЖ. После возвращения протяжки и прощивки 14 в исходное положение обработанную втулку с помощью вспомогательного устройства удаляют через окно 29 плиты 1. При обработке опорными поверхностями являются одна иЗ торцовых поверхностей
5 направляющих элементов 15 и 16 в зависимости от направления разности сил обработки протяжкой и прощивкой 14. Затем цикл обработки повторяют.
За счет установки протяжки и прощивки с возможностью встречного перемещения сокращается длина рабочего хода инструмента, что позволяет за счет сокращения рабочего времени повысить производительность обработки, а использование двухстороннего инструмента позволяет повысить качество обработки.
.J
1
ФагМ
8
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки протягиванием деталей типа втулки на горизонтально-протяжном станке | 1983 |
|
SU1135568A1 |
| Способ образования резьбы на полой детали и устройство для его осуществления (его варианты) | 1983 |
|
SU1292889A1 |
| Устройство для обработки втулок | 1985 |
|
SU1247197A1 |
| Устройство для сборки деталей | 1991 |
|
SU1819740A1 |
| Устройство для обработки деталей типа втулки | 1979 |
|
SU874281A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ БЕСШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА И ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2343031C1 |
| Приспособление для прошивки отверстий | 1986 |
|
SU1362611A1 |
| Устройство для сборки запрессовкой | 1991 |
|
SU1827338A1 |
| Прошивка | 1991 |
|
SU1794636A1 |
| Устройство для обработки трубных заготовок | 1982 |
|
SU1034855A1 |
1. УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ ТИПА ВТУЛКИ, содержащее корпус, протяжку для обработки наружной поверхности,, прошивку и толкатель, предназначенный для соединения с органом перемещения станка, отличающееся тем, что, с целью повышения производительности, оно снабжено размещенной на толкателе планкой со щтангами, соединенными с протяжкой для обработки наружной поверхности, траверсой, на которой закреплена прошивка. шарнирно-рычажным механизмом, связывающим протяжку для обработки наружной поверхности с траверсой, и направляющими элементами, установленными на корпусе соосно с возможностью взаимодействия с протяжкой и прошивкой. 2.Устройство по п. 1, отличающееся тем, что протяжка для обработки наружной поверхности и траверса установлены с возможностью перемещения на введенных направляющих. 3.Устройство по п. 1, отличающееся тем, что протяжка для обработки наружной поверхности снабжена деформирующим концом с внутренним диаметром, равным наименьшему диаметру рабочей части, а по длине не менее длины обрабатываемой втулки, причем деформирующее кольцо установлено за рабочей частью протяжки. 4.Устройство по п. 1, отличающееся тем, что протяжка для обработки наружной поверхности и прощивка выполнены с двухсторонней рабочей частью.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР № 228477, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для обработки деталей типа втулки | 1979 |
|
SU874281A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
