Изобретение относится к металлообработке, в частности к обработке протяж{1ым инструментом внутренней и наружной цилиндрической поверхностей деталей типа втулок.
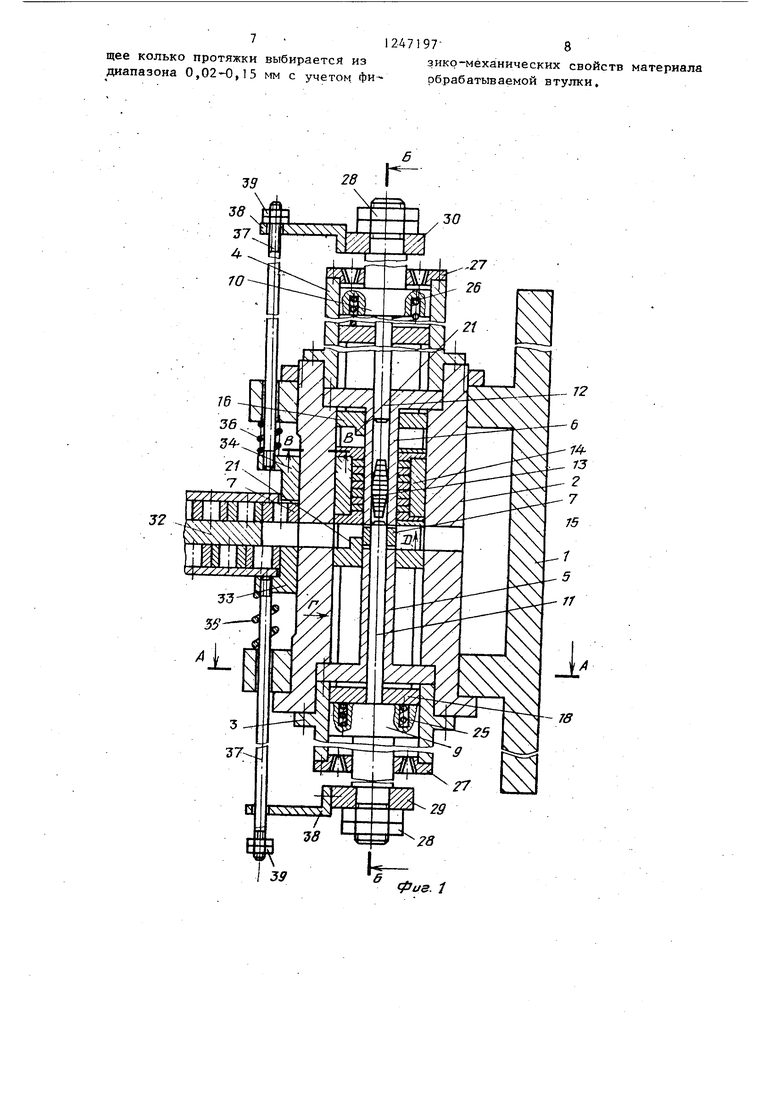
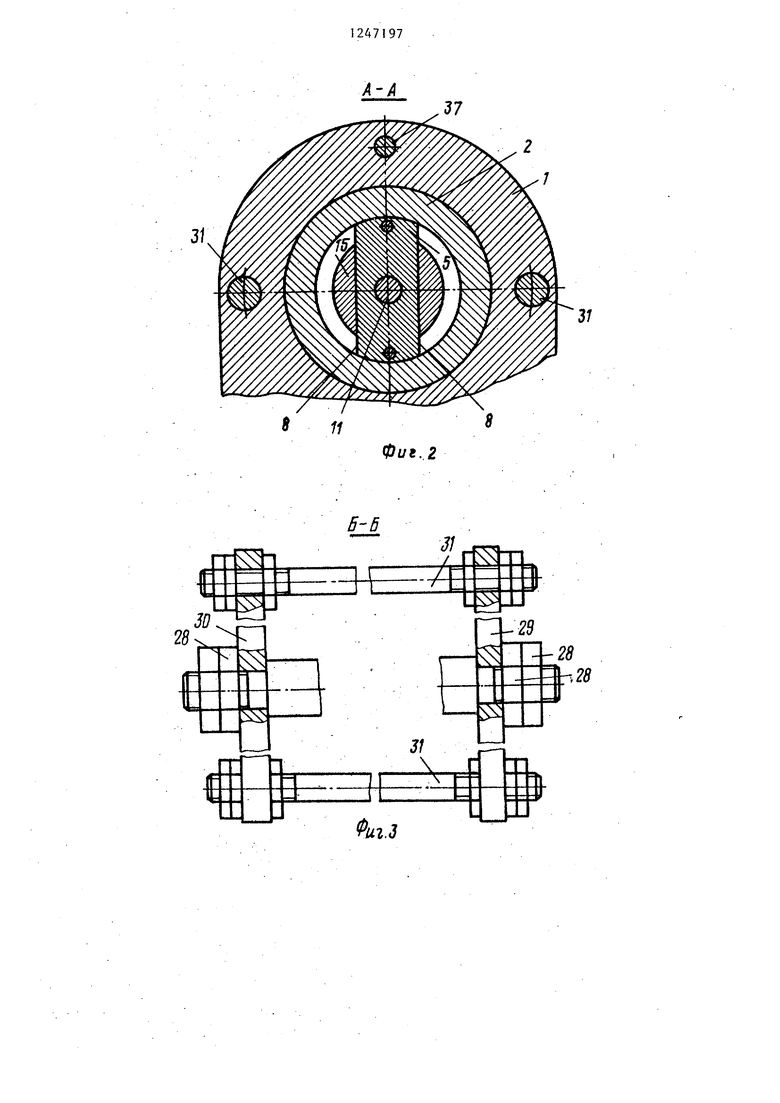
. Цель изобретения - расширение технологических возможностей за счет одновременной обработки наружной и внутренней поверхностей обрабатываемого изделия, путем использования;- инструмента для йаружной обработки, связанного с приводом перемещения. На фиг.1 изображено устройство, продольный разрез; на фиг,2 - разрез А-А на фиг.; на фиг.З - разрез Б-Б на фиг,1; на фиг,4 - {зазрез В-В на фиг,1; на фиг,5 - вид Г на фиг . 1 ; на фиг.6 - вид Д на , 1 ; на фиг,7- разрез Е-Е на фиг,5, на фиг,8 - разрез Ж-Ж на фиг,6; на фиг,9 - схема изменения диаметральных размеров деформирующих зубьев прошивки; на фиг.10 - схема изменения диаметральных размеров деформирующих колец протяжки; на фиг,11 - соединение толкателя с органом перемещения, вариант, .
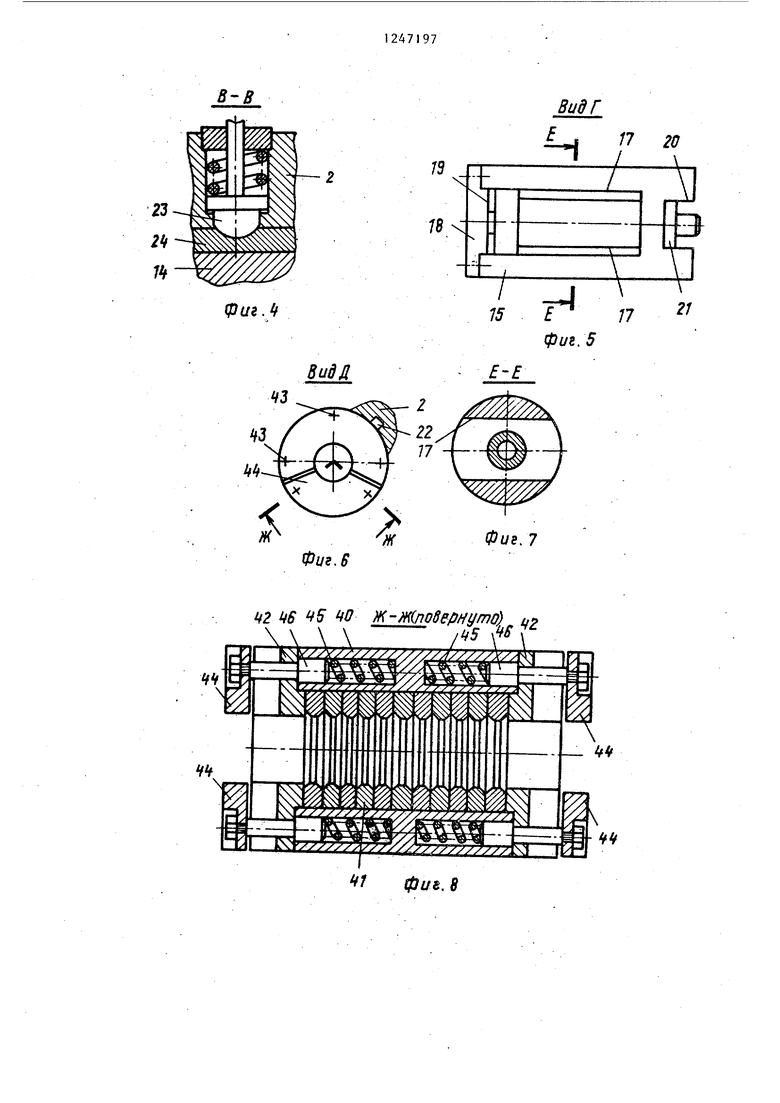
В основании 1 устройства закреп .лен корпус 2, выполненный в виде гильзы, В расточках корпуса 2 установлены гидроцилиндры 3 и 4 с жестко соединенными с ними опорными обоймами 5 и 6, между которыми предусмотрено пространство для расположения обрабатьтаемой втулки 7, Опорные обоймы 5 и 6 имеют кольцевую часть с параллельными скосами 8 и трубчатую часть, в которых размещены соединенные с поршнями 9 и 10 гидроцилиндров 3 и 4 основные толкатели Н и 12 прошивки 13 двзгхсто роннего действия, В корпусе 2 размещена протяжка 14 двустороннего действия для обработки наружной поверхности втулки 7 и дополнительные толкатели 15 и 16,при этом протяжка 14 размещена между дополнительными толкателями 15 и I6 и не связана с ними жестко. Толкатели 15 и 16 как и протяжка i 4, центрированы поверхностью расточки корпуса 2 и вьтолнены в виде цилиндра фиг ,5 У с продольным пазом 17, ширина которого равна расстоянию между параллельными скосами 8 опорных обойм 5 и 6, Толкатели 15 и 16 охватывают поверхнЬстямй ука- занного паза параллельные скосы 8, результате чего при осевом перемещении фиксируются от проворота. На торце каждого дополнительного толкателя 15 и 16 закреплено кольцо 18 с торцовым выступом 19, входящим в пазы 17, На другом конце дополнительных толкателей 15 и 16 (со стороны протяжки 14 вьтолнена прорезь 20 с учетом диаметрального размера обрабатьтаемой втулки 7 и уступ 21 для удержания послед- ней, Дополнительные толкатели 15 и 16 поддерживают и центрируют трубчатую, часть опорных обойм 5 и 6, способствуя ее устойчивости. Протяжка 14 за-, фиксирована от проворота закрепленной на ней шпонкой 22, взаимодействующей с продольным пазом, выполненным в расточке корпуса 2,
Для фиксирования протяжки 14 в ее крайних положениях предусмотрены ус- тановленные в корпус 2 фиксаторы 23, взаимодействующие или с корпусом протяжки 14 непосредственно или с закрепленной в пазу этого корпуса планкой 24, при этом последняя установ- лена с возможностью ее перезакрепления в осевом направлении, что требуется для более точной регулировки фиксирования положения протяжки 14 в ее конечных положениях, В корпусе перпендикулярно его оси образована сквозная радиальная прорезь для транспортирования рбрабатьшаемых втулок под действием силы тяжести. Расстояние от поверхности уступа 21 радиаль- ной прорези меньше диаметра наружной поверхности обрабатьгоаемой втулки 7, . Дополнительные толкатели 15 и 16 под- прзгжинены соответственно пружинами 25 и 26, размещенными, например, в торцовых канавках поршней 9 и 10 и взаимодействующими с кольцами 18, ,беззазорно установленными в гидроцилиндрах 3 и 4, для чего они могут быть снабжены уплотнениями. Опорные обоймы 5 и 6 за4)шссированы в корпусе 2 относительно радиальной прорези корпуса, для чего их кольцевая часть может быть связана посредством штиф тов (или винтов) с гидроцилиндрами 3 и 4,. Гидроцилиндры 3 и 4 закрыты крьшжами 27 с отверстиями для подво- .да и слива масла, а на их штоках редством гаек 28 закреплены соответственно планки 29 и 30, жестко сое- диненные Со штангами 31, пропущенными череэ отверстия, выполненные в основании 1, Планки 29 J1 30 со штангами 31 образуют жесткую раму (,фиг,3).
необходимую для исключения рассогла--, сования в движениях при обработке. На корпусе 2 над радиальной прорезью установлень магазины 32 загрузки заготовок и отсекатели 33 и , 34, подпружиненные пружинами 35 и 36 относительно основания 1 и связанные шпильками 37 через кронштейны 38-с планками 29 и 30. Регулировка хода отсекателей осзпцествляется гайками 39,
В расточку .трубчатого корпуса 40 протяжки 4 для обработки наружной поверхности (фиг,8) установлена рабочая часть в виде деформирующих рабочих колец 41, рабочая зона в которых выполнена на их внутренней поверхности в виде двух усеченных KOHycoB и расположенной между ними цилиндрической ленточки. Деформирующие кольца поджаты крышками 42, закрепленными винтами 43 (фиг,6), На торцовых поверхностях крьшек 42 выполнены выборки, в которых установлены взаимодействующие с дополнительными толкателями 15 и 16 призмы 44, подпружиненные пружинами 45, непосредственно воздействующими на ступенчатые пальцы 46, установленные подвижно в отверстиях корпуса 40, параллельные продольной оси, ограниченные от перемещения крышками 42 и закрепленные в .призмах 44,
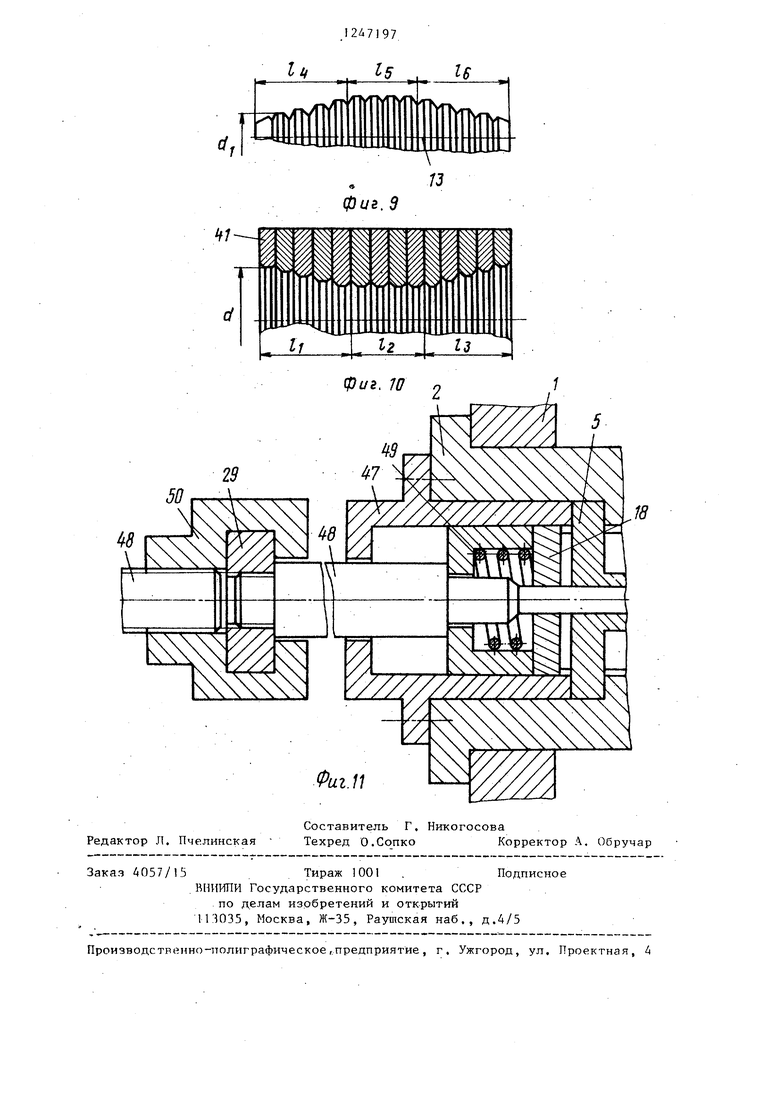
Рабочая часть протяжки 14 для обработки наружной поверхности втулки (фиг,10) и прошивки 13 выполнена двухсторонней.
На участке t рабочей части протяжки 14 при переходе к каждому последующему деформирующему кольцу 41 уменьшается диаметр d его внутрен- . цей рабочей зоны, измеренный по ци- линдрической ленточке, На калибрую- щем участке 2 деформирующие кольца. 41 имеют равные диаметры рабочей зоны. Участок на Длине Е является идентичным участку Е , если переходить в направлении от правого торца к левому. Прошивка 13 по отйошению к протяжке 14 имеет обратное изменение диаметров деформирующих зубьев своих рабочих участков, На участке t при переходе к каждому последующему деформирующему зубу диаметр возрастает, на калибрующем участке у все зубья имеют равный диаметр, а участок 2 является идентичным f,, если переходить в направлении от правого торца к левому,
471
10
20
25
974
Привод перемещения инструмента может быть выполнен в виде одного гидроцилиндра, вынесенного за пределы корпуса 2, В этом случае в расточках корпуса 2 (фиг,II) с обеих его торцов закреплен с возможностью прижима опорной обоймы 5 гидроцилиндр 47, в расточку которого помещена втулка с буртом, установленная подвижно на толкателе 48 прошивки с возможностью взаимодействия с его уступом и кольцом 18, при этом в расточку втулки с буртом помещена пружина 49, Толкатель 48 прошивки (5 связан, например, посредством резьбы с планкой 29, образующей совмест- 7 но со щтоками и второй планкой жесткую раму (фиг .10), Шток гидроцилиндра 7 ввернут в гайку 50 охватьшающую своим пазом планку 29, Рама, представленная на фиг,10, является силовой, так как она предназначена для передачи усилия от штока гидроцилиндра на толкатели протяжки и прошивки, при перемещении вправо и влево,
Устройство работает следующим образом,
В .гидроцилиндр 4 подается под давлением масло, которое перемещает . поршень 10, шток 27 и кронштейн 38, Под действием пружины 36, находящейся до этого в сжатом состоянии, отсекатель 34 продвигает обрабатываемую втулку 7 в магазине 32, которая через радиальную прорезь под дейст- вием силы тяжести поступает вниз и упирается в уступ 21. Находясь в данном положении, обрабатьшаемая втулка 7 также контактирует со стен-, ками радиальной прорези корпуса 2, Из магазина 32 следующая обрабатьша- &1(ая втулка 7 перемещается вниз и располагается на отсекателе 34, Пе- ремещающийся шток 27 передает движение толкателю 11 прошивки 13 через раму, включающую планки 29 и 30, штанги 31, а также через поршень 9, т.е, перемещение толкателя П происходит справа налево (в направлении к крышке). Пружина 25 разжимается и уменьшает свое давление на кольцо 18 и, следовательно, дополнительный толкатель 15 протяжки 14. На этот период времени толкатель 11 прошивки 13 уходит за пределы торца трубчатой части опорной обоймы 5, а обработанная втулка 7, находящаяся между . опорными обоймами 5 и 6, падает под действием силы тяжести, направляясь
30
35
40
45
50
55
512471
рорезью 20 и нижней частью радиальн ой прорези корпуса 2, и выходит за ределы корпуса 2, а в дальнейшем ранспортируется, например, наклоным лотком (не показан). Пружина 25 5 риходит в свободное состояние и ризма 44 перемещает дополнительный толкатель 15 протяжки 14 вследствие ействия своих пружин 45, Обрабатьгоа- емая втулка 7, находящаяся на усту- О пе 21, перемещается вниз и останавливается призмой 44, Толкатель 12 прошивки 13 перемещает последнюю, вначале прошивка 13 центрирует обра- батьшаемзпо втулку 7, затем обрабаты- 3 вает ее внутреннюю поверхность, при этом прошивка 13 перемещается из опорной обоймы 6 в опорную обойму 5, Поршень 10 воздействует на дополнительный толкатель 16 протяжки 14, 20 при этом последний перемещает протяжку 14, Прошивка 13 обрабатьшает внутреннюю поверхность рабочим участком длиной Ff и калибрующим участком длиной fJ J а протяжка 14 обрабатьшает наружную поверхность рабочим участком длиной F и калибрующим участком длиной Cj, Толкатель 12 прошивки 13 и дополнительный толкатель 16 протяжки 14 приводят соответственно про- 30 шивку 13 и протяжку 14 в крайнее левое положение, при этом протяжка 14 фиксируется фиксатором 23, В конце хода кронштейн 38 воздействует на гайки 39, снимая пружину 35, и отсе- 35 катель 33 вьгоодится из магазина 32, в результате чего обрабатьгоаемая втулка 7 поступает вниз и упирается в корпус 2, При ходе справа налево масло из гидроцилиндра 3 поступает на 40 слив. На этом заканчивается полуцикл, в течение которого выполняется обработка одной втулки 7, Однако втулка 7 продолжает удерживаться концом толкателя 12 прошивки 13, В дальнейшем 45 осуществля ется второй полуцикл. Масло под давлением поступает в гидроцилиндр 3 и перемещает поршень 9 вправо, Пружина 35 разжимается и перемещает отсекатель 33 в магазин 32, 50 в результате чего обрабатываемая . . втулка 7 из леной части магазина 32 подается в радиальную прорезь корпуса 2 и останавливается упором 21 дополнительного толкателя 16 протяжки 55 14, Из левой части магазина 32 следующая обрабатываемая втулка 7 перемещается вплоть до упора в отсекатель
76
33, Через планки 29 и 30, штанги 31, а также шток и поршень 10 движ€ ния отвода передается толкателю 12 про- П1ИВКИ 13, который уходит за пределы левого торца опорной обоймы 6, т,е, утапливается в ней, Обработанная втулка 7, направляясь прорезью 20 дополнительного толкателя 10 протяжки 14 и нижней частью радиальной прот- рези корпуса 2, под действием силы тяжести выходит, за пределы корпуса. Пружина 26 разжимается и переходит в свободное состояние, Призма 44 средством пружин 45 отводит дополнительный толкатель 16 протяжки 14 не- С1солько вправо, а обрабатьгоаемая втулка 7 из его уступа 21 попадает на призму 44 в пространство между, опорными обоймами 5 и 6, Толкатель 11 перемещает прошивку 13, которая вначале центрирует обрабатьшаемую втулку 7, затем обраРатьшает рабочим участком длиной f и калибрующим участком длиной 2е, в это время дополнительньй толкатель 15 перемещает протяжку 14 слева направо, которая обрабатьшает наружную поверхность своим рабочим участком длиной t.2 И калибрующим участком длиной 0, Прошивка 13 и протяжка 14 перемещаются в крайнее правое положение, при этом протяжка 14 фиксируется фиксатором 23. В конце хода кронштейн 38 воздействует на гайки 39, вследствие чего отсекатель 34 выходит из правой части магазина 32, снимая пружину 36, Следующая обраба- тьшаемая втулка 7 перемещается в правой части ьвгазина 32 до упора в корпус 2, На этом заканчивается цикл обработки, В дальнейшем он повторяется. Следовательно, за один цикл обработки осуществляется обработка двух втулок по внутренней и , наружной поверхности.
До второму варианту фиг., 1 1) втулка с буртом должна перемещаться при ходе справа налево на величину не меньшую разности высоты пружины 49 в свободном и сжатом состоянии плюс перемещение дополнительного -. . тЬлкателя 15 протяжки 14, вызванное перемещением призмы 44,
Предложенное устройство работает при следующих режимах обработки, Скорость перемещения протяжки и про шивки 2-10 м/мин. Подача на деформирующий зуб прошивки шш деформирую7 1247197-8
щее колько протяжки выбирается иззико-мёханических свойств материала
диапазона 0,02-0,15 мм с учетом фи обрабатываемой втулки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ образования резьбы на полой детали и устройство для его осуществления (его варианты) | 1983 |
|
SU1292889A1 |
| Устройство для обработки деталей типа втулки | 1983 |
|
SU1135569A1 |
| Устройство для сборки деталей | 1991 |
|
SU1819740A1 |
| Устройство для обработки протягиванием деталей типа втулки на горизонтально-протяжном станке | 1983 |
|
SU1135568A1 |
| Прошивка | 1991 |
|
SU1794636A1 |
| Устройство для калибровки полых деталей | 1983 |
|
SU1207550A1 |
| Устройство для обработки трубных заготовок | 1982 |
|
SU1034855A1 |
| Устройство для протягивания отверстий (его варианты) | 1984 |
|
SU1235706A1 |
| Устройство для обработки деталей протягиванием | 1987 |
|
SU1488184A1 |
| Устройство для протягивания наружных поверхностей | 1986 |
|
SU1404208A1 |
9
38
32
jy
- 72
фиа. 1
Х-
в-в
фиг.
ВидД
Вид Г
79
78
15 Т 77
фи.З
Е-Е
4Z
Фиг. 6
42 Ц6 5 ffO Ж-тло8ерН1/то} ц
фие. S
фиг, 3
Фиг.П
Редактор Л. Пчелинская
Составитель Г, Никогосова
Техред О.Сопко Корректор А. Обручар
Заказ А057/15Тираж 1001 .Подписное
ВИНИЛИ Государственного комитета СССР
по делам изобретений и открытий И ЮЗЗ, Москва, Ж-35 , Раушская наб, , д.4/5
Производствйнно-полиграфическое,,предприятие, г, Ужгород, ул. Проектная, 4
| Устройство для обработки отверстий в деталях типа колец | 1977 |
|
SU618216A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
