Изобретение относится к механосборочному производству, в частности к оборудованию для сборки деталей с прессовым соединением.
Целью изобретения является повышение производительности при сборке деталей..
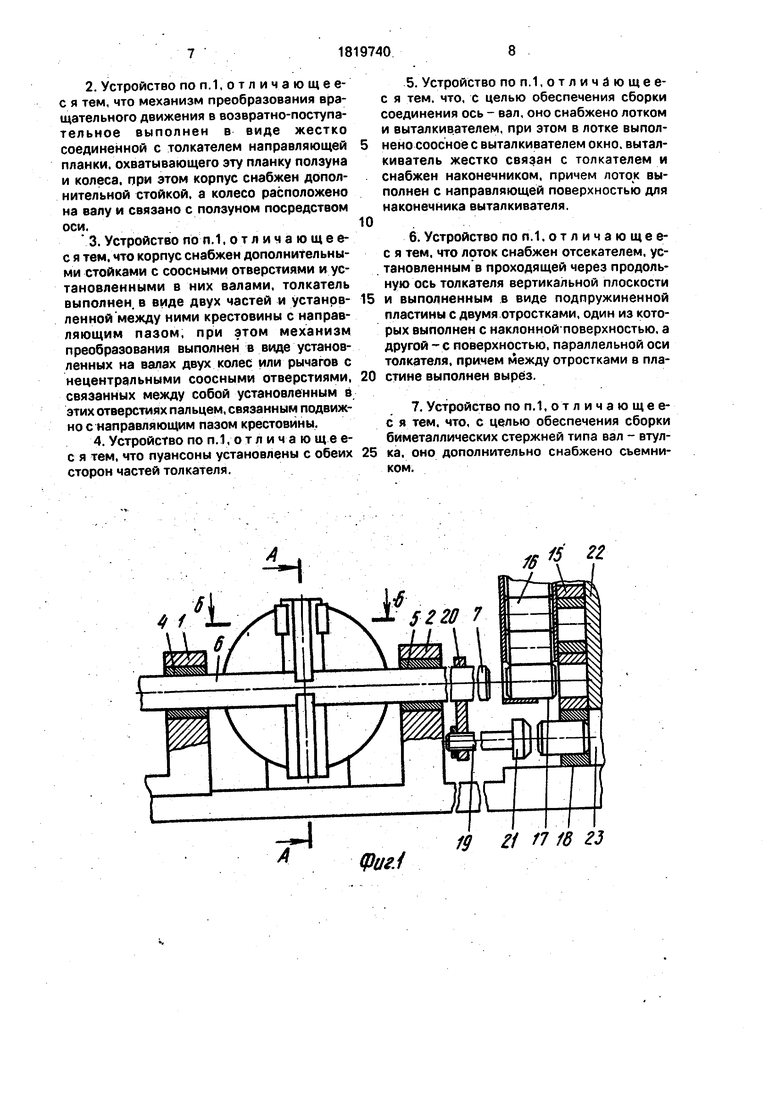
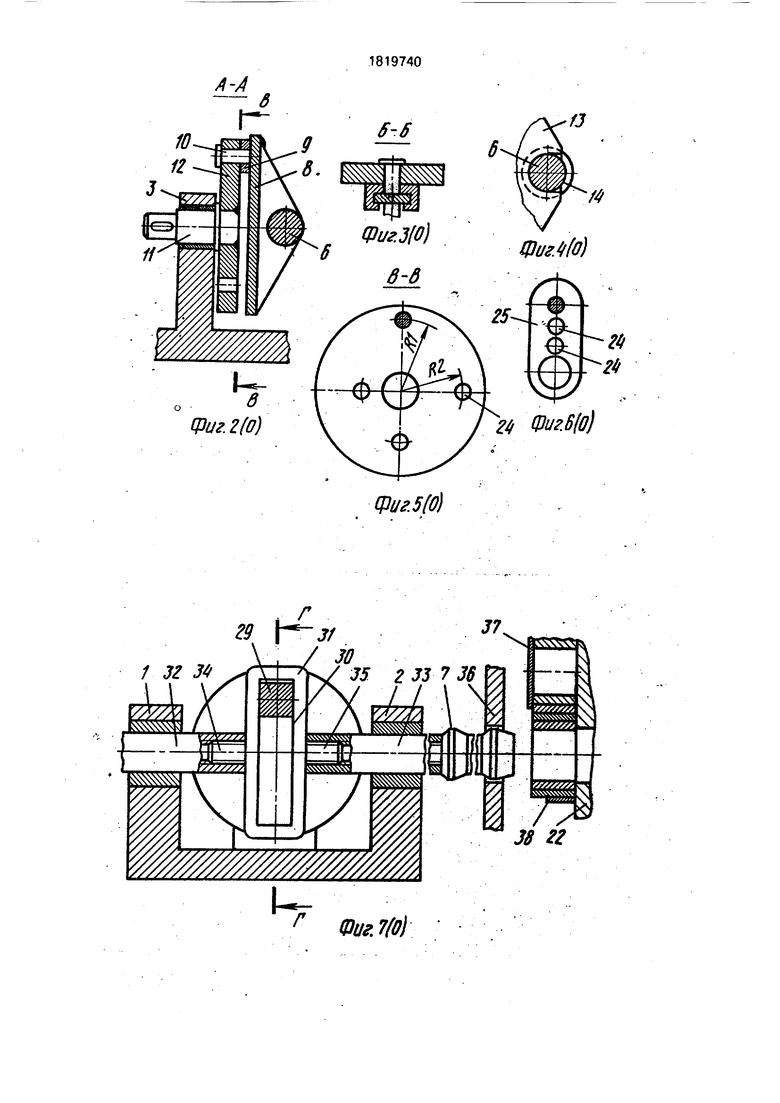
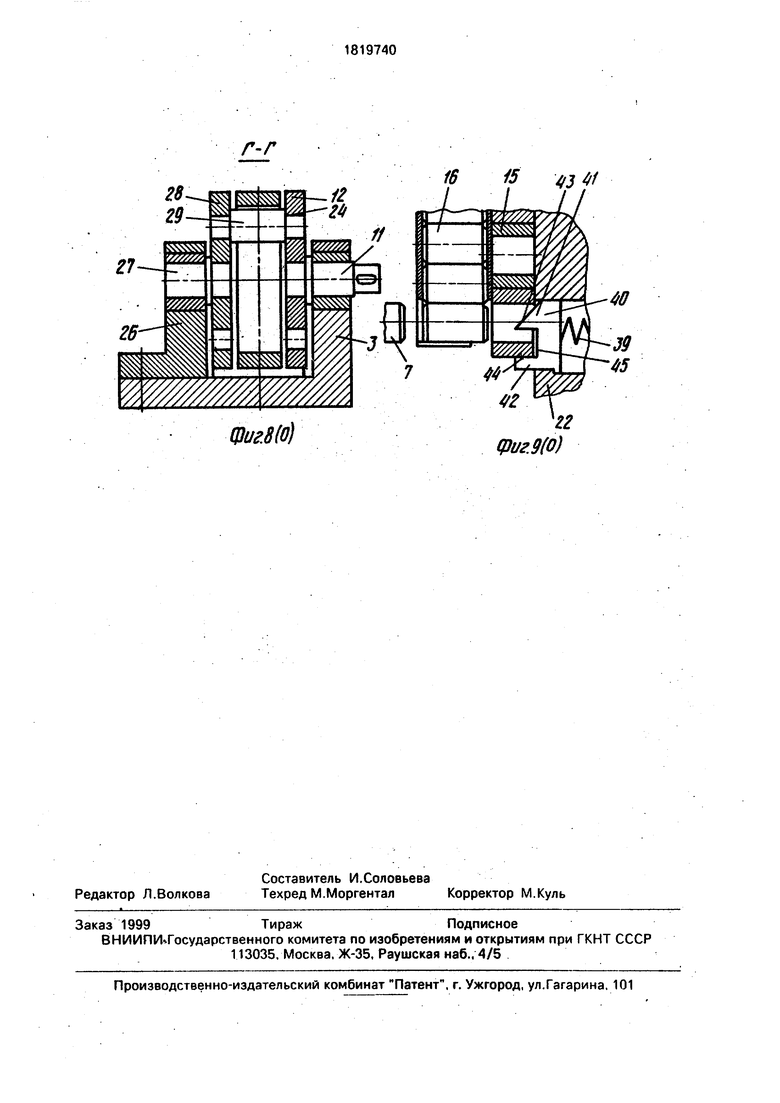
На фиг.1 изображено предлагаемое устройство, продольный разрез; на фиг.2 - разрез А-А на фиг.1: на фиг.З - разрез Б-Б на фиг.1; на фиг.4 - вариант соединения толкателя и направляющей планки; на фиг.5 - разрез В-В на фиг.2; на фиг.6 - вариант выполнения рычага; на фиг.7 - второй вариант устройства; на фиг.8 - разрез Г-Г на фиг.7; на фиг.9 - вариант выполнения лотковой системы.
Устройство (фиг.1) содержит корпус, включающий две параллельные 1 и 2 и одну дополнительную 3 стойки. В стойках 1 и 2 выполнены соосные отверстия 4 и 5, в которые помещен толкатель 6. с обеих сторон
которого, например посредством резьбы, закреплены пуансоны 7. Привод толкателя выполнен с возможностью вращения и преобразования его в возвратно-поступательное перемещение толкателя 6. Он расположен между стойками 1 и 2 и включает жестко соединенную с толкателем 6 направляющую планку 8, охватывающий ее ползун 9 и связанное с ползуном 9 посредством оси 10 посаженное на вал 11 колесо 12, при этом вал 11 установлен в отверстие дополнительной стойки 3 корпуса. Соединение толкател я 6 с направляющей планкой 8 может быть выполнено в двух вариантах. Первый вариант (фиг.1) предусматривает жесткое крепление планки 8 посредством ребра 13 жесткости, которое может быть прикреплено к толкателю 6 посредством сварки. Второй вариант соединения (фиг.4) - нежесткое соединение, для чего на толкателе 6 выполняют кольцевую канавку 14 (или кольцевой буртик), в которую устанавлива00
ю
VI
&
ют ребра 13 жесткости. При первом варианте получают более надежную систему, но стойку 1 необходимо выполнять съемной. Для сборки соединения ось - втулка устройство дополнено лотковой системой, содержащей параллельные лотки 15 и 16, при этом лоток 15 предназначен для транспортировки деталей типа втулка, а лоток 16 - осей. В лотковой системе выполнена прорезь 17, длина которой.обеспечивает проход собранного соединения в позицию его выталкивания за пределы устройства. В нижней части лотковой системы, предназначенной для удержания полученного соединения, выполнен упругий элемент 18 для исключения отрицательного влияния погрешностей смещения t втулки в процессе сборки на операцию выталкивания соединения. Устройство содержит выталкиватель 19, жестко связанный с толкателем 6, например посредством планки 20. Для предотвра- щения изменения положения собираемого соединения выталкиватель 19 снабжен наконечником 21 с диаметром, равным диаметру детали втулки, при этом выталкиватель 19 может быть дополнительно направлен, в частности, поверхностями лотковой системы, взаимодействующими с наконечником 21. Для восприятия усилия сборки устройство снабжено расположенной вертикально плитой 22, а для удаления соединения за пределы устройства - окном 23. С целью обеспечения регулирования хода толкателя 6 в колесе 12 выполнены отверстия 24 под оси 10, расположенные на радиусах Ri, Ra и т.д. (фиг.5). Для изменения хода ось 10 следует переустановить в то отверстие 24, которое обеспечит эту величину. Вместо колеса 12 может быть использован рычаг 25 (фиг.6).
Второй вариант устройства (фиг.7) содержит корпус, включающий две пары обра- щенных друг к другу стоек 1 и 2 и дополнительных стоек 3 и 26. Привод толкателя содержит установленные на валах 11 и 27 в соосных отверстиях дополнительных стоек 3 и 26 два колеса 12 и 28 или два рычага 25, соединенных между собой размещенным в их нецентральных соосных отверстиях 24 пальцем 29. Он подвижно связан с направляющим пазом 30 крестовины 31, установленной в разрыве между двумя частями 32 и 33 толкателя 6, с которыми соединены пуансоны 7. При этом крестовина 31 соединена с частями толкателя 32 и 33 резьбовыми отростками 34 и 35. Вся система (часть толкателя 32, крестовинаЗ и часть толкателя 33) рассматриваются как один толкатель 6. Устройство (фиг.7) может быть дополнено съемником 36 и лотком 37
для транспортировки деталей биметаллического соединения и опорной плитой. В лотке 36 выполнена боковая прорезь 38 для удаления биметаллического соединения после
образования его пуансоном 7, выполненным в виде дефомирующей прошивки. Описанная лотковая система размещена с каждой стороны толкателя.
Устройство для образования соединения ось - втулка может включать лотковую систему (фиг.9), содержащую лоток 15 для транспортировки осей. Лоток снабжен установленным в прорезь опорной плиты 22 и подпружиненным пружиной 39 отсекателем
40, выполненным в виде пластины с двумя отростками 41 .и 42. Отросток 41 снабжен наклонной поверхностью 43, а отросток 42 является прямым и снабжен поверхностью
44. параллельной оси толкателя 6, при этом между отростками 41 и 42 выполнен вырез
45. Отсекатель 40 расположен в вертикальной плоскости проходящей через продольную ось толкателя 6. Отросток 41 в большей степени выдвинут в сторону толкателя 6.
Устройство (фиг.1 и 7) снабжено электродвигателем, редуктором и кли- ноременной или зубчатой передачей, непосредственно связанной с валом 11 (на фиг. не показано).
Устройство работает следующим образом.
Из бункера по лоткам детали соединения поступают на рабочую позицию. Первоначально (фиг.1) на позиции выталкивания
может быть установлено эталонное роеди- нение или подобный по форме элемент, или просто втулка. Включают привод устройства. Приврд толкателя преобразует вращение колеса 12 в возвратно-поступательное
перемещение толкателя 6 и пуансона 7. Последний перемещает ось и запрессовывает ее во втулку, при этом усилие воспринимается опорной плитой 22. Параллельно выталкиватель 1.9 посредством своего
наконечника 21 выталкивает эталонное соединение через окно 23 за пределы устройства. При обратном ходе соединение ось - втулка перемещается на позицию выталкивания, а последующие ось и втулка переходят на рабочую позицию. В дальнейшем те же действия (со сдвигом на половину периода), совершают пуансон 7 и лотковая система, расположенные слева. За один оборот колеса 12 образуются два соединения. За- тем цикл образования соединения повторяют.
При использовании второго варианта устройства (фиг.7) при вращении колес 12 и 28 палец 29 через крестовину 31 сообщает
толкателю и пуансону 17 воавратно-поступательное перемещение. Для образования биметаллического соединения пуансон 7 в виде деформирующей прошивки раздает внутреннюю втулку, в результате чего формируется прессовое соединение. При об- ратном ходе прошивки соединение, удерживаемое на ней упругими , снимается съемником 36 и падает вниз. Те же действия выполняются прошивкой и лотковой системой, находящейся слева от тол- кателя. При работе устройства с лотковой системой, представленной на фиг.9, втулки и оси поступают соответственно по лоткам 15 и 16. Пуансон 7 запрессовывает ось во втулку. При этом ось воздействует на отро- сток 41, в результате чего весь отсекатель 40 смещается вправо, сжимая пружину 39. При обратном ходе пуансона 7 соединение ось- втулка падет вниз, а отсекатель 40 стремится под действием пружины 39 возвратиться в исходное положение. Последующая втулка воздействует на наклонную поверхность 43 и отсекатель 40 вновь сдвигается вправо. Как только .втулка своей нижней частью стенки минует острие отростка 41, он мгно- венно заскакивает в ее внутреннюю полость, а втулка устанавливается на поверхность 44 отростка 42. Ось в это время также поступает в рабочую позицию. Затем цикл повторяется.
Скорость перемещения пуансона выбирается из диапазона скорости 1,5...10 м/мин.
Предложенное устройство имеет ряд технических и технико-экономических преимуществ по сравнению с базовым объектом, в качестве которого выбрано устройство по авт.св. № 489597. Базовый объект имеет ряд недостатков. Он требует использования громоздкого и сложного оборудования (вертикально-протяжных станков). Инструмент, используемый для запрессовки, достаточно сложный и не всегда надежный. Имеют место значительные по- тери вспомогательного времени, связанные с установкой и снятием деталей, с обеспечением точного их взаиморасположения, с холостыми пробегами протяжки. Предложенное устройство исключает в большей степени указанные недостатки. Оно является компактным и может быть расположено на подставке, по площади не превышающей площадь стола. По сумме затрат, связанного с оборудованием, оно более экономично. Но наиболее существенным преимуществом является то; что у него вспомогательное время сведено к минимуму, что способствует существенному повышению производительности труда.
Конкретно преимущества предложенного устройства могут быть продемонстрированы на примере получения биметаллического соединения а конкретно втулка во втулке. Оно является деталью производства завода РДЗ, используется в качестве подшипника скольжения и характеризуется следующим: внутренняя втулка из алюминиевой бронзы, диаметр внутренней поверхности -22Н7 мм, толщина стенки - 3 мм; охватывающая втулка из стали 45, диаметр наружной поверхности - 38 мм, длина втулок - 25 мм. В качестве пуансонов вэятьп для базового объекта - деформирующая протяжка, для предложенного - прошивка. Рабочие элементы - деформирующие кольца из твердого сплава ВК15 (по четыре кольца). В обоих случаях принята скорость пуансон, равная 2,5 м/мин. Согласно хронометражу затраты вспомога- тельного времени из расчета на одно соединение в базовом объекте составили 0,33...0,4 мин. Время, затраченное непосредственно на формирование соединения, составляет 0,08...0,1 мин. Оно может быть принято равным для обоих устройств. Но при учете вспомогательного времени следует иметь в виду, что за время одного оборота колеса получают два соединения. Принимаем худший вариант, т.е. когда предложенное устройство имеет один пуансон. В этом случае повышение производительности составляет
°n3fM H 0.1 мцн .
Необходимо иметь в виду, что при получении соединения предложенным устройством имеется обратный ход пуансона, при котором практически выполняется дополнительная чистовая обработка внутренней поверхности и стабилизируется размер. Так, шероховатость при использовании базового объекта была равной ,35 MKM, а при использовании изобретения ,25 MKM.
Формула изобретения 1. Устройство для сборки деталей, содержащее корпус, толкатель с приводом и по меньшей мере одним жестко связанным с ним пуансоном, отличающееся тем, что. с целью повышения производительности, оно снабжено по меньшей мере одной опорной плитой, а корпус выполнен с двумя параллельными стойками, при этом в стойках выполнены соосные отверстия под толкатель, а привод толкателя установлен между стойками и выполнен в виде механизма преобразования вращательного движения в возвратно-поступательное перемещение толкателя.
2. Устройство по п.1, о т л и ч а ю щ е е- с я тем, что механизм преобразования вращательного движения в возвратно-поступательное выполнен в виде жестко соединенной с толкателем направляющей планки, охватывающего эту планку ползуна и колеса, при этом корпус снабжен дополнительной стойкой, а колесо расположено на валу и связано с ползуном посредством оси.
3. Устройство по п.1. от личающее- с я тем. что корпус снабжен дополнительными стойками с соосными отверстиями и установленными в них валами, толкатель выполнен, в виде двух частей и устанрв- ленной между ними крестовины с направляющим пазом, при этом механизм преобразования выполнен в виде установленных на валах двух колес или рычагов с нецентральными соосными отверстиями, связанных между собой установленным в этих отверстиях пальцем, связанным подвижно с направляющим пазом крестовины.
4. Устройство по п. 1, о т л и ч а ю щ е е- с я тем, что пуансоны установлены с обеих сторон частей толкателя.
5. Устройство по п.1, о т л и ч а ю щ е е- с я тем. что, с целью обеспечения сборки соединения ось - вал, оно снабжено лотком и выталкивателем, при этом в лотке выполнено соосноё с выталкивателем окно, выталкиватель жестко связан с толкателем и снабжен наконечником, причем лоток выполнен с направляющей поверхностью для наконечника выталкивателя.
6. Устройство по п.1. о т л и ч а ю щ е е- с я тем. что лоток снабжен отсекателем. установленным в проходящей через продольную ось толкателя вертикальной плоскости и выполненным в виде подпружиненной пластины с двумя отростками, один из которых выполнен с наклонной поверхностью, а другой -с поверхностью, параллельной оси толкателя, причем между отростками в пластине выполнен вырез.
. 7. Устройство по п.1, от л ичающее- с я тем, что, с целью обеспечения сборки биметаллических стержней типа вал - втулка, оно дополнительно снабжено съемником.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для запрессовки деталей | 1991 |
|
SU1819741A1 |
| Устройство для сборки запрессовкой | 1991 |
|
SU1827338A1 |
| Устройство для прошивки деталей | 1991 |
|
SU1827341A1 |
| Устройство для прошивания отверстий | 1991 |
|
SU1815019A1 |
| Устройство для прошивания отверстий | 1991 |
|
SU1815020A1 |
| Устройство для деформирующей обработки деталей типа стержня | 1987 |
|
SU1433529A1 |
| Автоматическая роторная линия для сборки радиочастотных соединителей | 1978 |
|
SU785924A1 |
| Способ образования резьбы на полой детали и устройство для его осуществления (его варианты) | 1983 |
|
SU1292889A1 |
| Устройство для запрессовки деталей типа кольцо-чашка | 1990 |
|
SU1759594A1 |
| Штамп-автомат | 1984 |
|
SU1214304A1 |
Использование: в механосборочном, производстве, в частности для сборки деталей с прессовым соединением. Сущность изобретения: устройство содержит корпус с двумя параллельными стойками и одной дополнительной. В параллельных стойках выполнены соосные отверстия, в которые помещен толкатель, с обеих сторон которого закреплены пуансоны. Привод расположен между параллельными стойками, -содержит жестко соединенную с толкателем направляющую планку с охватывающим ее ползуном, связанное с ползуном колесо, установленное на валу, который размещен в отверстии дополнительной стойки. Устройство по второму варианту содержит корпус, включающий две пары обращенных друг к другу стоек. Привод толкателя содержит установленные на валах в соосных отверстиях дополнительных стоек два колеса, соединенные между собой пальцем. 6 з.п.ф- лы, 9 ил.
-;Ня & 17 я н
Фи.1
15 гг
т Уд ..:T7
oo
o -J л
о
Фиг8(о)
16 i5 43 41
