Изобретение относится к . lexaHMMecKOH обработке деталей и может быть использовано при прошивке отверстий в деталях.
Цель изобретения - упрощение конструкции, повышение надежности в работе и расширение технологических возможностей.
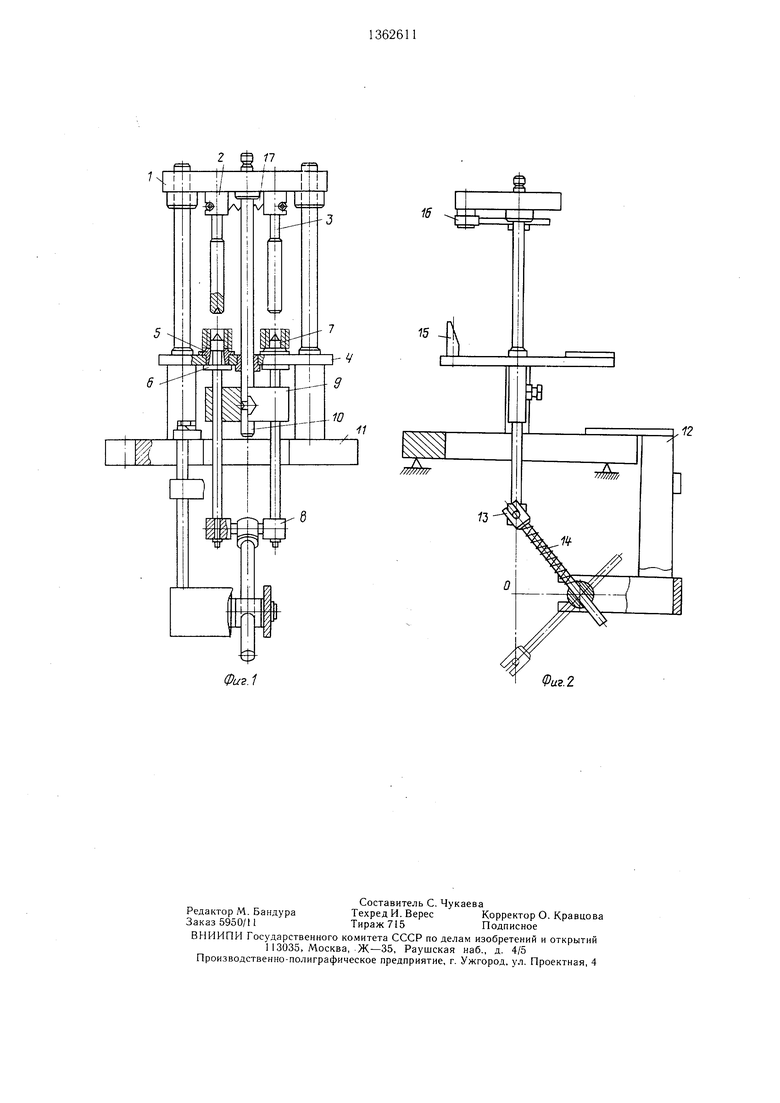
На фиг. 1 показано приспособление для прошивки отверстий, общий вид; на фиг. 2- то же, вид сбоку.
Приспособление для промывки отверстий содержит подвижную плиту 1. В специальных гнездах 2 на плите устанавливаются прощивки 3. Гнезда обеспечивают быструю установку и объем прощивок. На, средней плите 4, закрепленной неподвижно, размещены направляющие втулки 5, которые выполнены быстросъемными. Через отверстия втулки проходят толкатели 6.
Толкатели одновременно являются и фиксатора.ми для установки заготовок под прошивку. Головки 7 толкателей 6 также как и втулки 5 могут быть сменными. Во время работы толкатели, будучи закрепленными на траверсе 8, скользят по отверстиям направляющей 9, которая закреплена на центральном стержне 10. Стержень 10 жестко связан с подвижной плитой 1.
На нижней плите 11 закреплен кронштейн 12, несущий на себе качающийся палец 13, который соединен с траверсой 8 посредством паза и находится с ней в постоянном контакте благодаря пружине 14.
На неподвижной плите 4 установлена стойка 15 для задержки гнезд 2. Прошивки 3 крепятся на нодвижной плите 1 механиз- .мом 16 самозакрепления, соединенным пружиной 17.
Приспособление работает следующим образом.
В гнезда 2 устанавливаются прошивки 3, а на головки толкателей соответственно устанавливаются заготовки.
Перед началом работы толкатели имеют фиксированное положение. Как показано па фиг. 1.
Во время начала рабочего хода толкатели 6, являясь подпружиненными, стоят в своем верхнем положении. По стержням толкателей пока скользит только направляющая 9: В момент входа в отверстия заготовок прошивки встречаются с толкателями и посылают их вниз.
Контакт прошивок с толкателем обеспечивается пружиной 14 до прохождения критической точки О на фиг. 2. При переходе за точку О пружина резко посылает качающийся палец 13 вниз. Толкатели выходят
5
из контакта с прошивками со скоростью большей, чем скорость рабочего хода, устремляются в свое нижнее положение, рабочий ход при этом продолжается. Теперь
между прошивками и толкателями обозначилось определенное расстояние, несколько большее, например, длина прошиваемого отверстия в заготовке. Незадолго до окончания рабочего хода гнезда 2, наползая на
0 стойку 15, освобождают прощивки и они проскальзывают вниз, попадая на головки 7, и базируются на них центровыми отверстиями. Хвостовики прощивок при этом не выходят за пределы направляющих втулок 5. Рабочий ход окончен. Прошитые заготовки
снимают. На холостом ходу прошивки самоустанавливаются и самозакрепляются в гнездах за счет резкого выталкивания их при переходе траверсы 8 через точку 0. Скорость выталкивания прощивок при этом боль0 шб скорости холостого хода. Они дополняют верхнюю плиту и заталкиваются в гнезда, где срабатывает механизм 16 са.мозакрепле- ния, которым управляет пружина 17 растяжения.
Предлагаемая конструкция приспособления проста в изготовлении. Механическая система возврата инструмента обеспечивает надежную работу приспособления. Оно может быть изготовлено и эксплуатироваться в условиях любого, например, ре0 монтного предприятия. Отпадает необходимость в сложной и дорогостоящей гидравлической системе. Значительно расщирен диапазон выбора оборудования, на котором возможна установка и работа приспособления. Это могут быть гидравлические, ме5 ханические и пневматические прессы.
Формула изобретения
Приспособление для прощивки отверс- д тий, содержащее подвижную плиту с гнездами для крепления инструментов, механизм их возврата, направляющие колонки и нижнюю плиту, отличающееся тем, что, с целью расширения технологических возможностей, упрощения конструкции и повы- 5 щения надежности в работе, механ изм возврата инструментов выполнен в виде размещенного в подвижной плите центрального стержня, установленных с возможностью перемещения в направляющей двух толкателей, соединенных траверсой, и кронщтей- на с подпружиненным пальцем, причем направляющая размещена на центральном стержне, кронштейн закреплен на нижней плите, а палец соединен с траверсой с возможностью поворота.
Фи2.1
16
15
Фи.2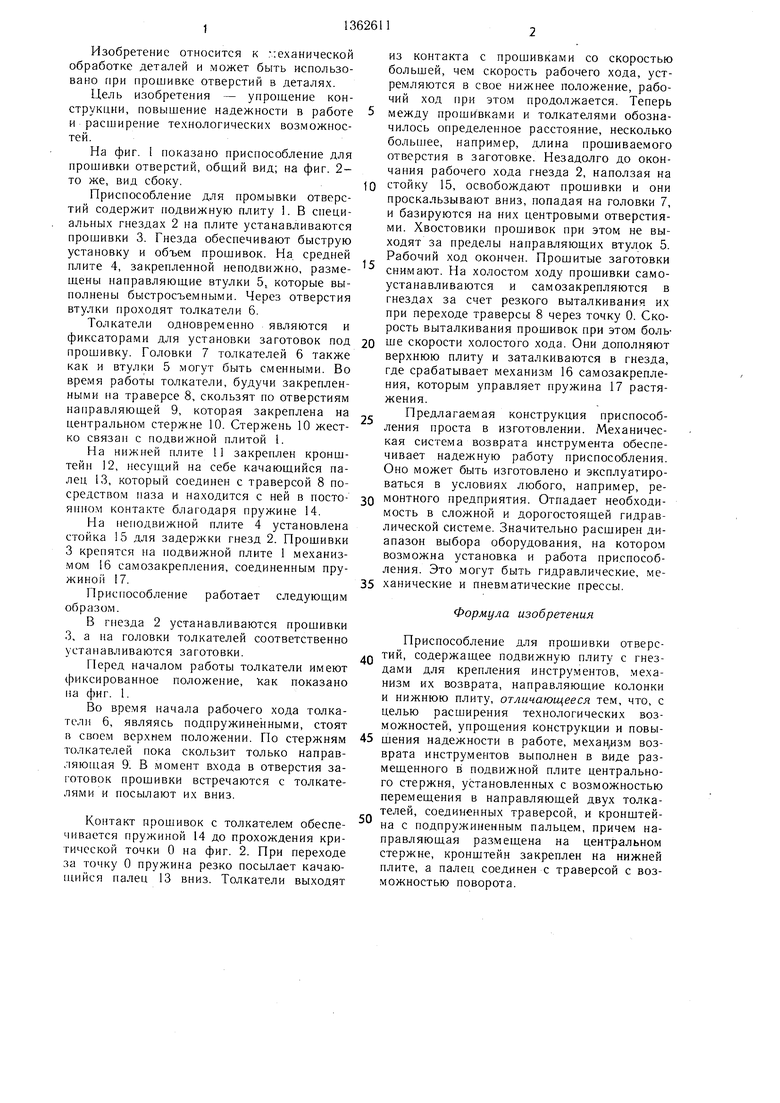
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки деталей типа втулки | 1983 |
|
SU1135569A1 |
| Поточно-механизированная линия сшивки поддонов | 1976 |
|
SU655531A1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1990 |
|
RU2010667C1 |
| Штамп-автомат для выдавливания полых деталей типа втулок | 1986 |
|
SU1409400A1 |
| Способ образования резьбы на полой детали и устройство для его осуществления (его варианты) | 1983 |
|
SU1292889A1 |
| Устройство для сборки деталей | 1991 |
|
SU1819740A1 |
| Поворотно-делительное устройство | 1985 |
|
SU1284787A1 |
| Штамп к многопозиционным прессам | 1975 |
|
SU721230A1 |
| Устройство для вырубки изделийиз РЕзиНы | 1977 |
|
SU806456A2 |
| Штамп для пробивки радиальных отверстий в полых деталях | 1988 |
|
SU1593742A1 |
Изобретение относится к .механической обработке деталей, а именно к прошивке отверстий в деталях. Цель изобретения - уп рошение конструкции, повышение надежности и расширение диапазона оборудования. Для этого приспособление содержит подвиж ную плиту с гнездами для крепления инструментов, направляюшие колонки и нижнюю плиту, на которой установлен механизм возврата инструментов, выполненный в виде двух толкателей, соединенных с траверсой и перемещаюшихся по направляюшей. Направляющая закреплена на центральном стержне подвижной плиты, на нижней плите закреплен кронштейн с подпружиненным качаюшимся пальцем, соединенным с траверсой посредством паза. В начале рабочего хода инструмент автоматически устанавливается и закрепляется в гнездах за счет динамического воздействия подпружиненной траверсы при переходе последней через мертвую точку. Все это позволяет расширить диапазон выбора оборудования, на котором возможна установка приспособления. 2 ил. « сл со Ci ГЧЭ 05
| Приспособление для калибрования малой головки шатуна | |||
| Прибор для проверки центров паровозных осей | 1925 |
|
SU9865A1 |
| ОГК-ЗИЛ. | |||
