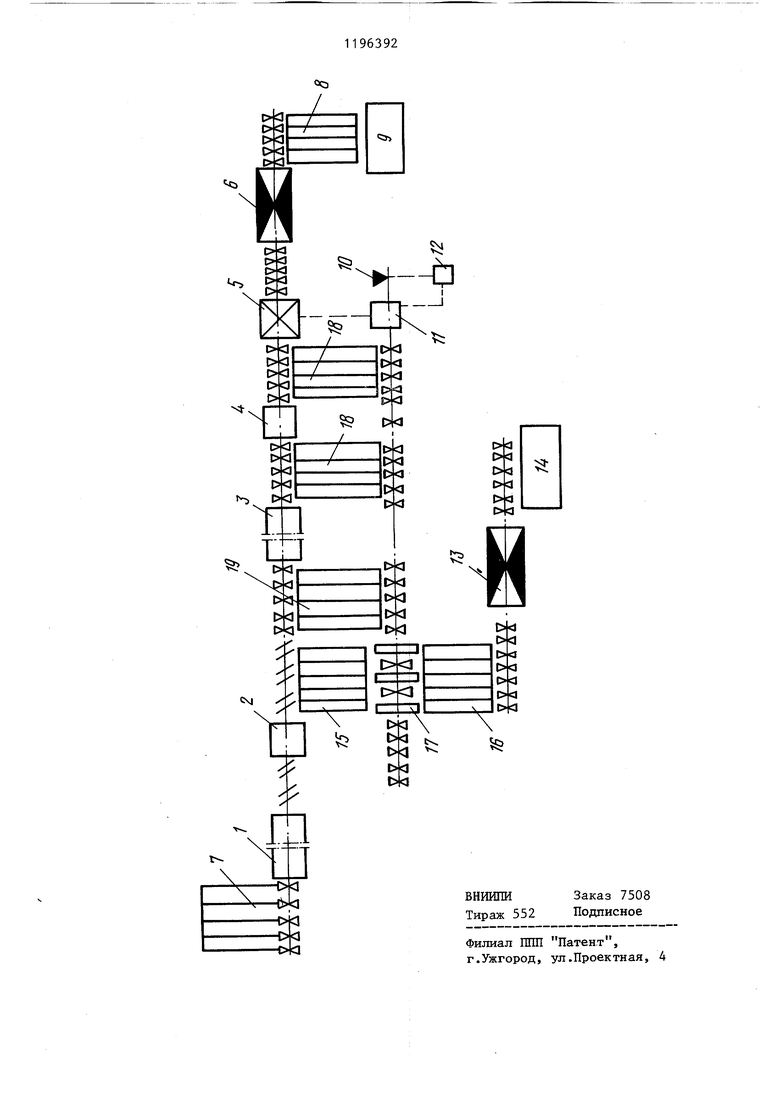
Изобретение относится к трубному производству и может быть использов но при изготовлении высокопрочных труб, например труб нефтяного сорта мента, подвергающихся высокотемпера турному отпуску (600-750 С). Цел ью-изобретения .является повышение .дкачества-обраббтки труб за C4teT исключения из., поводки после пр tч. ( цесса правки. V На чертеже представлена предлага мая поточная ЛИНИЯ для обработки труб. . . . Поточная линия содержит печь 1 для нагрева под закалку, закалочное устройство 2, отпускную печь 3, калибровочный стан 4, водовоздушное охладдающее устройство 5, правильную машину 6. Все агрегаты связаны между собой рольгангами, В начале линии установлена загрузочная решетка 7, а в конце линии - передающая решетка 8 и карман 9. На выходе охлаждающего устройства 5 установле датчик 10 температуры, который связан с исполнительным механизмом 11 через регулятор 12. Для придания предлагаемой линии маневрености параллельно ей установлена правильная машина 13 с карманом 14, которая связана с линией на участке между закалочным устройством 2 и отпускно печью 3 шлепперными холодильниками и 16, между которыми размещен перекрыватель 17. К участкам рольганга между отпускной печью и калибровочным станом и между калибровочным станом и охлаждающим устройством примыкают ншепперные холодильники 18, а к участку рольганга перед отпускной печью - передаточный стол 19. При производстве высокопрочных труб, последние после прокатки пода ются на загрузочную решетку 7 и по рольгангу задаются в проходную зак лочную печь 1, где нагреваются до температуры Ас + (30-50)°, затем лаждаются в закалочном устройстве и с помощью рольгангов задаются в отпускную печь 3. Затем трубы задаются в калибровочный стан 4 и через рольганг в правильную машину 6. При этом перед задачей в правильную машину трубы подвергаются подстуживанию в водовоздушном охлаждающем устройстве 5 На выходе из этого устройства установлен датчик 10 для измерения температуры труб. В зависимости от показаний датчика 10 через регулятор 12 и исполнительный механизм 11 автоматически регулируется интенсивность охлаждения труб (например, путем изменения соотношения водавоздух, или частичным выключением части сопел охлаждающего устройства) , обеспечивая тем самым заданное значение температуры труб на входе в правильную машину 6. Выйдя из правильной машины трубы по рольгангу через передающую решетку 8 поступают в карман 9. При отделке труб, для которых предусмотрена нормализация (а не закалка) с последующей правкой (отсутствие структурных превращений в металле, связанных с образованием мартенсита, не приводят в этом случае к формоизменению диаметра труб, а поэтому их колибрование не требуется) поточная линия позволяет организовать два независимых потока. Первый поток: трубы с приемной решетки 7 по рольгангу задаются в закалочную печь 1, работающую в режиме нагрева под нормализацию. Выйдя из печи трубы (закалочное устройство 2 в этом случае отключено) поступают на шлепперный холодильник 15 откуда с помощью перекрывателя 17 попадают на шлепперный холодильник 16, где происходит их охлаждение на воздухе. Пройдя указанный холодильник трубы поступают в правильную машину 13, где осуществляется их правка, после чего трубы подаются в карман 14. Второй поток: трубы по рольгангу из холодильника 15 подаются на передаточный, стол 19, пересекая первый поток под перекрьшателем 17, затем трубы задаются в отпускную печь 3 (разогретую до температуры нормализации). Для охлаждения трубы после печи 3 подаются на шлепперные холодильники 18, соединенные рольгангом. Охлажденные трубы (в этом случае водовоздушное охлаждающее устройство 5 находится в отключенном состоянии) задаются в правильную машину 6 из которой по передаточной решетке 8 поступают в карман 9. Поскольку операция охлаяздения труб на воздухе является неотъемлемой частью нормализации, то трубы, пройдя шлепперные холодильники 16 (первьй поток) и 18 (второй поток) поступают к соответствующим правильным машинам (6 и 13), что не приводит к их искривлению после сбрасьюания в карманы 9 и 14.
При производстве труб из сталей, требующих осуществления нормализации с послелующим отпуском, последние с решетки 7 попадают в закалочну печь 1 (имеющую температуру нормализации) , затем (закалочное устройство 2 отключено) трубы передаются на холодильник 15 (перекрыватель 17 находится в отключенном положении) и затем через передаточный стол 19 задаются в отпускную печь 3. Выйдя из отпускной печи, трубы подвергаются охлаждению либо на шлепперных холодильниках 18, либо в водовоздушном охлаждающем устройстве 5 (калибровочный стан 4 и в этом случае отключен) и правятся в правильной машине 6, после чего по решетке 8 поступают а карман 9.
Таким образом, поточная линия позволяет осущестлвять отделку труб либо нормализацией, либо нормализацией с отпуском, либо закалку с отпуском и калиброванием в широком диапазоне режимов термообработки.
Предложенная поточная линия имеет широкие технологические возможности и может успешно применяться как при производстве труб, так и труб общего назначения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия термообработки труб | 1979 |
|
SU889724A1 |
| ОБОРУДОВАНИЕ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ТРУБ | 2013 |
|
RU2540053C1 |
| Поточная линия для упрочняющей обработки труб | 1981 |
|
SU992601A1 |
| Поточная линия для обработки труб с утолщенными концевыми участками | 1988 |
|
SU1588784A1 |
| Способ производства высокопрочных электросварных труб | 1980 |
|
SU969758A1 |
| Поточная линия для изготовления стальных шаров | 1978 |
|
SU747597A1 |
| ТРУБОПРОКАТНАЯ УСТАНОВКА ДЛЯ ПРОКАТКИ БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ | 2008 |
|
RU2387496C2 |
| Поточная линия для производства сварных термоупрочненных труб | 1977 |
|
SU659222A1 |
| Линия для производства сварных труб | 1976 |
|
SU662188A1 |
| Трубопрокатный агрегат | 1983 |
|
SU1183213A1 |
ПОТОЧНАЯ ЛИНИЯ ДЛЯ ОБРАБОТКИ ВЫСОКОПРОЧНЫХ ТРУБ, содержащая установленные в технологической последовательности и связанные транспортными средствами печь для нагрева до температуры аустенизации, охлаждающее устройство,печь для отпуска, калибровочный стан и правильную машину, отличающаяся тем, что, с целью повышения качества обработки труб, линия снабжена установленным между калибровочным станом и правильной машиной доиолчительным охлаждающим устройством.
| Сталь, 1968, N 7, с | |||
| СПОСОБ ЭЛЕКТРИЧЕСКОЙ ПЕРЕДАЧИ ИЗОБРАЖЕНИЙ ПРИ ПОМОЩИ СИСТЕМЫ ПАРАЛЛЕЛЬНЫХ ПРОВОДОВ | 1921 |
|
SU636A1 |
