оо
О1
оо оо 1 Изобретение относится к производству строительных материалов и арматуры железобетонных изделий. Известно устройство для отмеривания и резки арматурной стали, содержащее ножницы, подающее приспособление и счетчик, производящий измерение длины стержня. Счетчик длины стержня представляет собой фрикционный вариатор и состоит из корпуса, мерительного, ведущего и ведомого дисков, роликов, лимба, блока щестерен, кулачка, кронщтейна и конечного выключателя 1. Недостатками этого устройства являются низкая точность реза из-за проскальзывания дисков, люфтов, разброса времени срабатывания конечного выключателя, а также его сложность, поскольку оно содержит целый набор кинематически связанных между собой элементов. Наиболее близким к изобретению по технической сущности является устройство для изготовления арматурных стержней мерной длины для железобетонных изделий, содержащее рольганг, ножницы с приводом и упор с флажком, установленный на рычаге с возможностью перемещения вдоль рольГанга 2. Недостатком известного устройства является то, что время срабатывания путевого выключателя имеет разброс, который оказывает влияние на определение момента и выдачу команды на ножницы и отвод упора. В результате получаемые арматурные стержни имеют различную длину, часть стержней подлежит отбраковке, так как при отклонениях длины сверх допуска, обычно ±5 мм, их использование в качестве элементов преднапряженной арматуры невозможно, поскольку напряжения в них будут различны, .что недопустимо, Цель изобретения - повыщение точности резки. Эта цель достигается тем, что в устройстве для изготовления арматурных стержней мерной длины для железобетонных изделий, содержащем рольганг, ножницы с приводом и упор с флажком, установленный на рычаге с возможностью перемещения вдоль рольганга, упор снабжен ограничительным электропроводным элементом, смонтированным на флажке посредством изолятора, а рычаг снабжен кронщтейном со смонтированным на нем гибким электропроводящим, элементом для контактирования с арматурным стержнем, при этом ограничительный электропроводный и гибкий электропроводящий элементы подсоединены к приводу ножниц через реле контроля сопротивления, а. ролики рольганга выполнены электроизолированными. На фиг. 1 показано предлагаемое устройство, общий вид; на фиг. 2 - вид А на фиг. 1. На основании 1 закреплены швеллерц 2, на которых установлены опоры 3 роликов 4 рольганга 5 для транспортировки арматурных стержней 6. Вдоль рольганга 5 установлена направляющая 7 для упора 8, выполненного в виде рычага 9 с флажком 10. Рычаг 9 кинематически соединен со щтоком 11 пневмоцили дра 1Z и устанавливается в заданном положении на направляющей 7 посредством стопора 13. На флажке 10 смонтирован ограничительный электропроводный элемент 14, который электроизолирован от упора 8 изолятором 15. На флажке 10 ус тановлен кронщтейн 16, на котором смонтирован гибкий электропроводящий апемент 17. Ограничительный электропроводный элемент 14 и кронщтейн 16 посредством гибких электропроводников 18 соединены с ходами реле 19 контроля сопротивления. которое связано с клапаном 20 пневмоцн-ли ядра 12, и приводом 21 нижниц 22. Опоры 3 роликов 4 посредством прокладок 23 электроизолированы от щвеллеров 2. Устройство работает следующим образом. В исходном положении упор В устанавливается на таком расстоянии от режущего органа ножниц 22 до плоскости ограничительного электропроводного элемента 14, чтобы оно точно соответствовало требуемой длине арматурного стержня 6. Эта установка производится путем перемещения упора 8 по направляющей 7 вдоль рольганга 5. С помощью стопора 13 упор 8 жестко закрепляется в заданной позиции. При поступлении арматурного стержня 6 по рольгангу 5 он касается ограничительного электропроводного элемента 14. В этот момент создается цепь для тока от реле 19 через ограничительный электропроводный элемент 14 арматурный стержень 6, гибкий электропроводящий элемент 17, кронщтейн 16, в результате чего реле 19 срабатывает. От реле 19 поступают управляющие сигналы на привод 21 и на клапан 20 пневмоцилиндра 12. В результате, ножницы 22 производят резку арматурного стержня 6, а щток 11 пневмоцилиндра 12 поворачивает рычаг 9 по часовой стрелке, флажок 10 приподнимается и пропускает арматурный стержень 6, который транспортируется к приемникунакопителю. Вследствие того, что в устройстве нет элементов, пружин,, конечных выключателей и т. п., которые допускают неоднозначные перемещения арматурного стержня после его контакта с этим элементом, обеспечивается высокая точность реза, гарантирующая заданную одинаковую длину стерж ней, что является необходимым условием, например, при использовании этих стержней в качестве предварительно напряженной арматуры.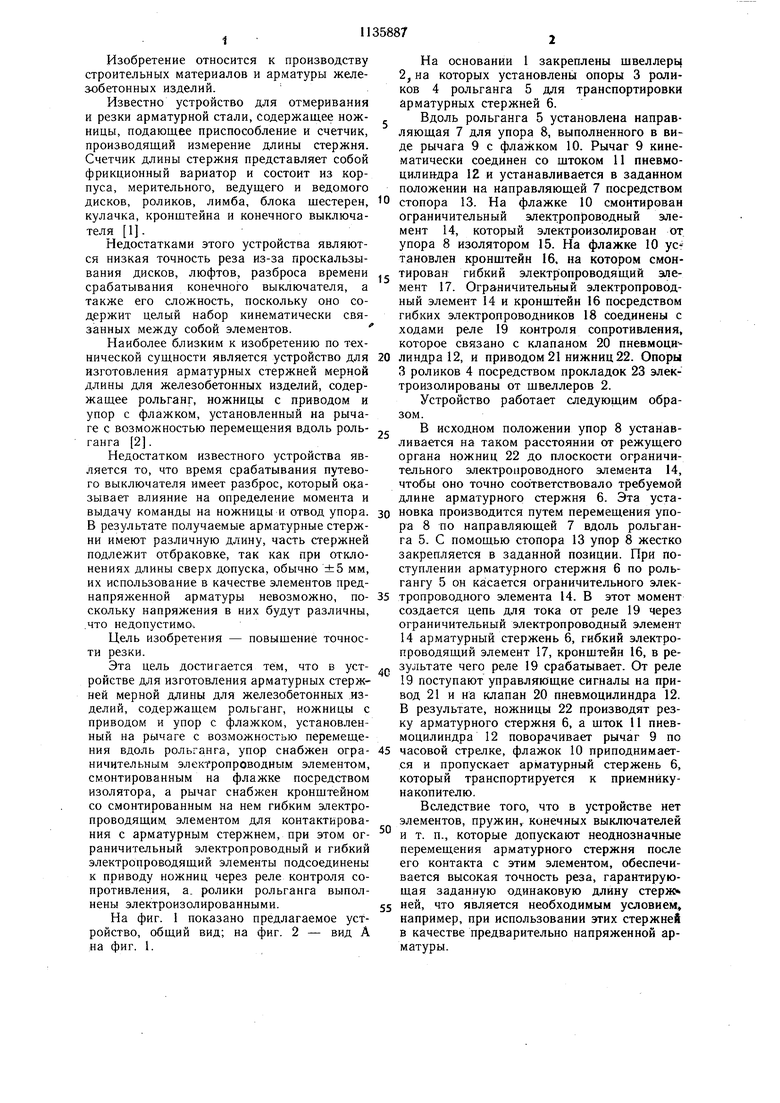
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия поперечной резки арматурной стали | 1980 |
|
SU903047A1 |
| ПОЛУАВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ БЕЗОТХОДНОЙ ЗАГОТОВКИ АРМАТУРНЫХ СТЕРЖНЕЙ | 1973 |
|
SU408730A1 |
| Устройство для натяжения арматурных стержней | 1980 |
|
SU953152A1 |
| ЛИНИЯ ДЛЯ ЗАГОТОВКИ И УПРОЧНЕНИЯ АРМАТУРНЫХ СТЕРЖНЕЙ | 1992 |
|
RU2014927C1 |
| Установка для изготовления пространственных арматурных каркасов | 1990 |
|
SU1773639A1 |
| Устройство к пресс-ножницам для резки прутков | 1981 |
|
SU996113A1 |
| ЛИНИЯ ДЛЯ ЗАГОТОВКИ И УПРОЧНЕНИЯ АРМАТУРНЫХ СТЕРЖНЕЙ | 1992 |
|
RU2074084C1 |
| Станок для мерной резки арматурной проволоки | 1974 |
|
SU515557A1 |
| Установка для изготовленияСТРОиТЕльНыХ издЕлий | 1979 |
|
SU841974A1 |
| Установка для заготовки и натяжения арматурных стержней | 1980 |
|
SU968271A1 |
УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ СТЕРЖНЕЙ МЕРНОЙ ДЛИНЫ ДЛЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ, содержащее рольганг, ножницы с приводом и упор с флажком, установленный на рычаге с возможностью перемещения вдоль рольганга, отличающееся тем, что, с целью повышения точности резки, упор снабжен ограничительным электропроводным элементом, смонтированным на флажке посредством изолятора, а рычаг снабжен кронштейном со смонтированным на нем гибким электропроводящим элементом для контактирования с арматурным стержнем, при этом ограничительный электропроводный и гибкий электропроводящий элементы подсоединены к приводу ножниц через реле контроля сопротивления, а ролики рольганга выполнены электроизолированными..
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Лапир Ф | |||
| А | |||
| Оборудование.и средства автоматизации для производства бетона и железобетона | |||
| М., «Машиностроение, 1973, с | |||
| Домовый номерной фонарь, служащий одновременно для указания названия улицы и номера дома и для освещения прилежащего участка улицы | 1917 |
|
SU93A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Гершберг О | |||
| А | |||
| Технология бетонных и железобетонных изделий | |||
| М., Стройиздат с | |||
| Устройство для видения на расстоянии | 1915 |
|
SU1982A1 |
