(5) УСТРОЙСТВО К ПРЕСС-НОЖНИЦАМ ДЛЯ РЕЗКИ ПРУТКОВ

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для мерной подачи заготовки | 1981 |
|
SU1050865A1 |
| Устройство для резки прутков на мерные заготовки | 1985 |
|
SU1269924A1 |
| УСТАНОВКА ДЛЯ РЕЗКИ ПРУТКОВ | 1966 |
|
SU223568A1 |
| Пресс-ножницы | 1981 |
|
SU984729A1 |
| Устройство для резки прутков на мерные заготовки с отбраковкой немерных отходов | 1974 |
|
SU516483A1 |
| Автомат для рубки прутков | 1974 |
|
SU519255A1 |
| Линия резки труб | 1979 |
|
SU804248A1 |
| Автоматическая линия для резки пруткового материала | 1987 |
|
SU1530309A1 |
| Устройство для мерной резки проката | 1984 |
|
SU1212715A1 |
| Устройство для отбраковки немерных отходов | 1982 |
|
SU1060287A1 |

1
Изобретение относится к мexaнизa ции кузнечно-прессового производства и может быть использовано в заготовительных и кузнечных цехах машиностроительных заводов, в цехах металлоконструкций крупносерийного и массового производства.
Известно устройство к пресс-ножницам, содержащее станину, механизм подачи прутков, смонтированный на станине, систему управления, содержащую смонтированный на станине рымаг со следящим роликом, установленным с возможностью контакта с поверхностью прутка и взаимодействия с конечным выключателем через сектор-флажок 11.
Однако известное устройство дает большую длину концевых отходов.
В известном устройстве не может быть осуществлена безупорная резка последней мерной заготовки от концевого остатка, при которой остаток уменьшается на величину мерной заго товки, так как эта безупорная резка
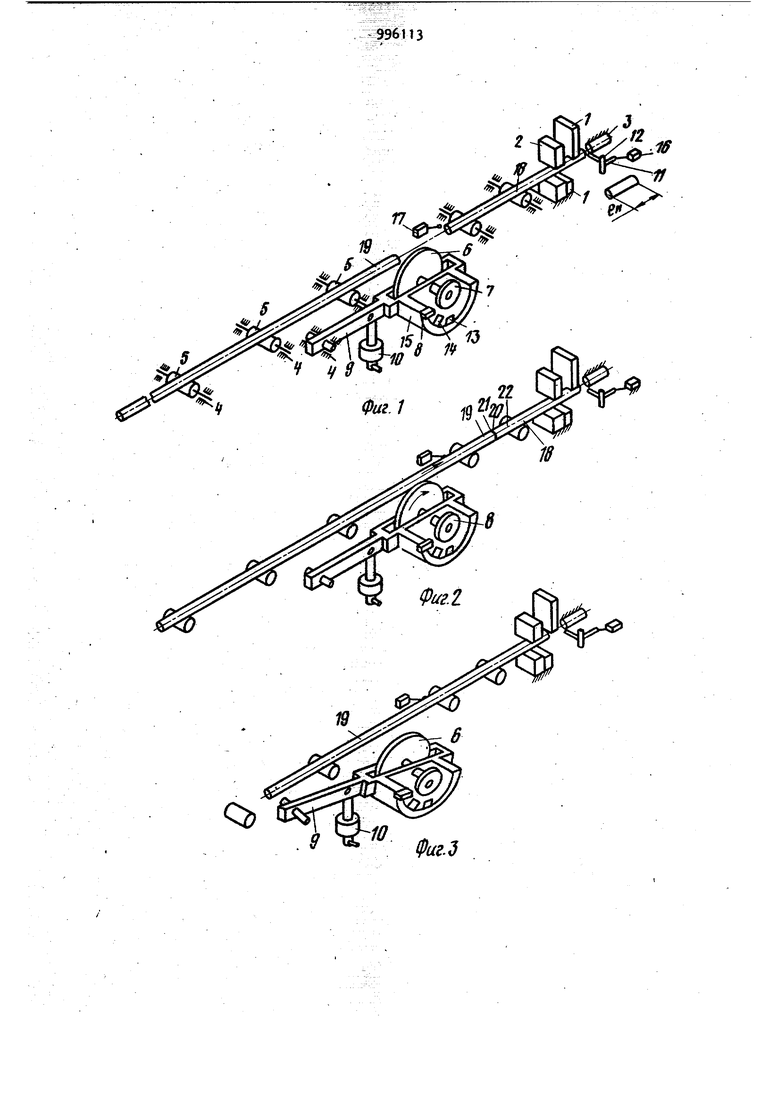
в известном устройстве не предусмотf рена чисто конструктивно, так и по причине недостаточной точности срабатывания следящего ролика. Кроме это го, для обеспечения безопасных резов недостаточная точность Срабатывания следящего ролика в известном устройстве вынужденно увеличивает длину отходов отрезаемого дефектного передне,д го конца прутка и концевого немерного остатка прутка. Недостаточная точность срабатывания следящего ролика в известном устройстве является причиной следующих конструктивных эле,5 ментов. Начало отсчета перемещения стыка прутков и начало отсчета угла поворота секторов и кулачка, контролирующих или фиксирующих положение стыка, связаны между собой временем 20 срабатывания двух конечных выключателей, соленоида и фрикционной муфты, каждые из которых имеют значительную нестабильность или разброс их срабатывания во времени. Кроме этого, в 3 известной установке следующий ролик находится в контакте с поверхностью разрубаемого прутка постоянно и поэтому воспринимает ударные сотрясения прутка при резе, и при этом пово рачивается на какой-то угол без соответствующего перемещения прутка. Через постоянно контактирующий с поверх ностью прутка следящий ролик проходит стык неровных поверхностей торцов прутков, что дает временный останов поворота следующего ролика без останова при этом прутка. Как нестабильность или разброс сра батывания во времени указанных элемен тов конструкции, так и временные оста новы следящего ролика на стыках прутков приводят к несоответствию между перемещением стыка прутков и углом поворота секторов и кулачка, что рождает значительную неточность фиксации положения стыка прутков. Эта неточность фиксации положения стыка прутков в известном устройстве не обеспечивает требуемую точность безупорной резки мерной заготовки и диктует увеличение длины отрезаемого дефектного отхода от переднего торца прутка, и увеличение длины концевого отхода из условия обеспечения безопасных их резов. Недостатком известного устройства является большая длина отходов прокатного металла, неэкономичность его расходования. Цель изобретения - экономия металла. Поставленная цель /достигается тем что в устройстве к пресс-ножницам, содержащем станину, механизм подачи прутков, смонтированный на станине, систему управления, содержащую смонтированный на станине рычаг со следящим роликом, установленный с возможностью контакта с поверхностью прутка и взаимодействия с конечным выключателем через сектор-флажок, система управления снабжена дополнительным конечным выключателем, установленным с возможностью взаимодействия с сектором-флажком следящего ролика, и силовым цилиндром, установленным на станине, при этом шток силового цилиндра связан с рычагом следящего ролика. На фиг. 1 схематически изображены элементы устройства в их положении, когда отрезается мерная заготовка от 134 предыдущего прутка а последующий пруток только что поступает на рольганг; на фиг. 2 - то же, когда последующий пруток, вращая следящий ролик, своим передним торцом толкает предыдущий пруток в зону реза к переднему упору; на фиг. 3 - то же, когда от предыдущего прутка отрезается отход от переднего его конца, а следящий ролик отведен от поверхности этого прутка; на фиг. k - длина а, как минимальновозможная длина прутка, которая, исходя из физических условий |эеза, может быть отрезана ножами; на фиг. 5 длина Ь, как минимально допустимая из условий прижима, длина прутка, расположенная в зоне от плоскости реза до прижима; на фиг. 6 рез мерной заготовки при ,стыке двух прутков, располагаемых в зоне между плоскостями, при этом сектор-флажок следящего ролика входит в щель соответствующего бесконтактного выключателя; на фиг. 7 следствие предыдущего положения на фиг. 6, положение стыка двух прутков в плоскости, и при этом сектор-флажок входит в щель соответствующего бесконтактного выключателя; на фиг. 8 - положение последующего прутка, когда его передний торец находится за плоскостью реза, а сектор-флажок следящего ролика входит в щель соответствующего бесконтактного выключателя и следящий ролик отведен от поверхности прутка; на фиг. 9 рез мерной заготовки при стыке двух прутков, располагаемых в зоне перед плоскостью реза, а секторфлажок следящего ролика не воздействует на какой-либо бесконтактный выключатель; на фиг. 10 - следствие предыдущего положения-стыка на фиг. 9. положение последующего прутка, когда его передний торец находится за плоскостью реза, а сектор-флажок следящего ролика входит в щель соответствующего бесконтактного выключателя и следящий ролик отведен от поверхности прутка. Устройство состоит из пресс-ножниц, механизма подачи прутков и системы управления. Пресс-ножницы включают в себя ножи 1, верхний из которых закреплен на ползуне ножниц, а нижнийна станине ножниц, прижим 2 ножниц и упор 3 прутков. Механизм подачи прутков включает в себя станину i и расположенные на ней приводные ролики 5 рольганга. В систему управления устройства входит следящий ролик 6, на валу которого жестко закреплены диск 7 с си дящим на нем сектором-флажком 8. Все это расположено на рычаге 9 который закреплен шарнирно на станине k меха низма подачи, на которой также шарни но закреплен пневмоцилиндр 10, шток кртЬрого шарнирно соединен с рычагом 9 следящего ролика 6. В зоне переднего yhopa 3 установлен рычаг-ударник 11 на его оси 12. На рычаге 9 следящего ролика 6 в зоне сектора-флажка 8 расположены конечные выключатели следящего ролика 6. В зоне упора 3 расположе н конечный выключатель 16. На станине механизма подачи прутков .в зоне за следящим роликом 6 расположен конечный выключатель I7. В устройстве про ходят разрезаемые на мерное заготовки пруток предыдущий . 18 и пруток последующий 19, а их стык 20 имеет передний торец 21 последующего прутка 19 и задний торец 22 предыдущего пру ка 18. В зоне плоскости реза в устройстве фиксируются плоскости 23-26 парал лельные плоскости реза и отстоящие о нее на следующих соответствующих рас стояниях: (); (); 1,; а, где длина мерной заготовки, на которую разрубается пруток; а - минимально возможная длина прутка, которая, исходя из физических условий реза, мо жет быть отрезана ножами ножниц (фиг. k); b - минимально допустимая по ус ловиям безопасного прижима длина прутка, расположенная на длине от плоскости реза до прижима (фиг. 5). Длина остатка прутка при безупорной резке последней мерной заготовки обозначена на фиг. 7 буквой В , приче эта длина не может быть менее длины О и более длины Ъ. Устройство работает следующим образом. Последующий пруток 19 (фиг. 1) подается на вращающиеся ролики 5 (фиг. 1) рольганга и передний торец 21 (фиг. 1) прутка 19 наезжает на следящий ролик 6 (фиг. 1) и своим последующим движением производит поворот следящего ролика 6 совместно с диском 7 (фиг. 2) и сектором-флажком 8 (фиг. 2), сидящим на диске 7 С этого момента каждому последующему положению плоскости стыка 20 (фиг. 2 отвечает определенное угловое положение сектора-флажка 8 (фиг. 2). Пруток 19 (фиг. 2), перемещаемый роликами 5 рольганга, догоняет предыдущий пруток 18 (фиг. ) и своим передним торцом 21 продвигает пруток 18 до упора 3 (фиг. 2) для последующего отрезания мерной заготовки длиной tL (фиг. 1). При этом фиксация передне- го торца прутка 18 на упоре 3 осуществляется воздействием переднего торца прутка 18 Иа рычаг-ударник 11, который поворачиваясь на своей оси 12, воздействует на конечный выключатель 16. Следящий ролик 6 (фиг. 6) через сектор-флажок 8 (фиг. 6) и бесконтактные выключатели 13-15 (фиг. 6) фиксирует положение стыка 20 (фиг. 6) в зоне плоскостей 23-26 (фиг. 6). При отрезании последней мерной заготовки от каждого прутка с -использованием упора 3 (фиг. 6) стык 20 (фиг. 6) прутков может располагаться в зависимости от длины остатка или в зоне между плоскостями 23 и 2 (фиг. 6) или же в зоне за плоскостью 2 (фиг. 9), что соответственно фиксируется угловым положением секторафлажка 8, или же в щели конечного вы ключателя 13 (фиг. 6) или же вне этой щели (фиг. 9). Первый случай, когда сектор-флажок 8 зафиксирует положение стыка 20 в зоне между плоскостями 23 и 2t (фиг. 6) и тем самым определяет длину остатка как большую (..з) и меньшую () и этим также определяет, что длина этого остатка позволяет произвести безупорный рез от него мерной заготовки. В этом случае последущее вхождение сектора-флажка 8 в ель конечного выключателя I (фиг. 7) ает команды на следующие действия: срабатывание прижима 2 ножниц, котоый прижав пруток 18, останавливает го в стык 20 в плоскости 2 (фиг. 7); ыставление шторки выходного лотка ожниц в ее положение для прохожде- ; ия немерного отхода в его тару (штора и ее механизм не показаны); ход ерхнего ножа 1 для безупорной резки оследней мерной заготовки t и обра- 799 зование остатка, длина которого Vбольше а и меньше Ъ, т.е. () (фиг. 7). Далее передний торец 21 последующего прутка 19 (фиг. 7) проталкивая последнюю мерную заготовку прутка 18, доходит до плоскости 26, а секторфлажок доходит соответственно при |Этом до щели конечного выключателя 15 (фиг. 8), котоый дает команды на выполнение следующих действий: срабатывание прижима 2 ножниц, который прижав пруток 19, останавливает его, , когда передний торец 21 его доходит до плоскости 26; выставление шторки выходного лотка ножниц в положение для прохождения немерного отхода в его тару; отвод следящего ролика 6 от поверхности прутка 19 штоком пневмоцилиндра через рычаг 9 (фиг. 3 .и 8) ; ход верхнего ножа t для отрезания отхода металлургического дефекта дли.ной, равной величине а. Далее пруток 19 рубится на мерные заготовки и, когда его задний торец проходит конечный выключатель 17, последний дает команду на подвод следящего ролика 6 к поверхности последующего прутка (фиг. 1). Так заканчивает с цикл резки прутка, последняя мерная заготовка которого получается без упорной резкой. Случай раскроя исходной длины прутка, когда сектор-флажок 8 своим невхождением в щель конечного выключателя зафиксирует положение стыка 20 прутков в зоне за плоскостью 2k (фиг. sO и тем самым определяет длину остатка Kak меньшую (+а) и этим та1сже определяет, что длина , этого остатка не позволяет производить безупорный рез его на мерную заготовку. В этом случае согласно элект росхеме последующее вхождение сектора флажка 8 в щель конечного выключателя Tt (фиг. 9) дает команду только на выставление шторки выходного лотка ножниц в ее положение для прохождения немерного отхода в его тару Пруток 19, продолжая движение, сбрасывает немерный остаток прутка 18, своим передним торцом 21 доходит до плоскости 26, а сектор-флажок 8 при этом входит соответственно в щель конечного выключателя 15 (фиг. 10), который дает электрокоманду на следующие прутков в зоне между плоскостями 23 и 2 ствия: срабатывание прижима 2 ножниц, который, прижав пруток 19, останавл и3В, вает его и торец 21 прутка располагается в плоскости 26 (фиг. 10); отвод следящего ролика 6 от поверхности прутка 19 штоком пневмоцилиндра 10 через рычаг 9 (фиг. 3 и 10); ход верхнего ножа 1 для отрезания отхода металлургического дефекта длиной равной величине а. Далее пруток 19 рубится на мерные заготовки и, когда его задний торец проходит конечный выключатель 17, последний дает электрокоманду на подвод следящего ролика 6 к поверхности последующего прутка (фиг. 1). Так заканчивается цикл резки прутка по второму случаю раскроя исходной длины прутка. Таким образом, в устройстве за счет того, что система управления устройства снабжена конечным выключателем 14 безупорной резки мерной заготовки, который взаимодействует с сектором-флажком 8 следящего ролика 6, а также за счет того, что устройство снабжено установленным на станине Ц механизма подачи пневмоцилинд-. ром 10, шток которого связан с рычагом 9 следящего ролика 6, имеется возможность производить безупорную резку последней мерной заготовки и значительно повысить точность выставления прутка под его резку, а все это даёт возможность значительно уменьшить общую длину отходов пруткового металла по сравнению с прототипом. Формула изобретения Устройство к пресс-ножницам для резки прутков, содержащее станину, механизм подачи прутков, смонтированный на станине, систему управления, содержащую смонтированный на станине рычаг со следящим роликом, установленным с возможностью контакта с поверхностью прутка и взаимодействия с конечным выключателем через секторфлажок .отличающееся тем, что, с целью экономии металла, система управления снабжена дополнительным конечным выключателем, установленным с возможностью взаимодействия с сектором-флажком следящего ролика, и силовым цилиндром, установленным на станине,при этом шток силбвого цилиндра связан-с рычагом следящего ролика. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № i 09701, кл. В 23 D 32/12, 1972 (прототип). 1 fej ,Л
