Изобретение относится к сварке и предназначено для изготовления сварных арматурных каркасов с поперечными хомутами.
Известны сварочные автоматические машины типа УЗ/10 фирмы Шлатер, используемые для изготовления каркасов из предварительно заготовленных поперечных стержней и продольных прутков.
Для повышения производительности машина укомплектовывается тремя столами-кондукторами, которые перемещаются по периметру стола (Н.Е Носенко. Механизация арматурных работ. М. Стройиздат, 1989, с. 127).
Недостатками машины являются сложность конструкции, наличие спираленави- вочного станка, много ручных операций . (укладка стержней и спирали, снятие готового каркаса, возврат кондуктора), низкая производительность.
Известно устройство для изготовления пространственных арматурных каркасов (авт. св. № 712182), в котором узел гибки выполнен в виде установленной на корпусе с возможностью поворота оси с жестко закрепленным на ней гибочным пальцем и направляющим каналом для продольной арматуры каркаса. Связь привода перемещения электродов с узлом гибки выполнена в виде пары конических шестерен, из которых ведомая смонтирована на оси узла гибки, а ведущая связана с рычагом.
Недостатками устройства являются сложность конструкции и низкая производительность, так как при замкнутом контуре хомута осуществляется последовательность
VI VI
CJ
о
СО Ю
гибки, Кроме того, гибочные пальцы должны иметь перемещение вдоль продольных стержней, чтобы пропустить изгибаемый стержень, а затем вернуться в положение гибки.
Известны устройства для изготовления пространственных арматурных каркасов методом навивки поперечной арматуры как при вращении каркаса, так и при вращении шпули.
Недостатками устройств являются скручивание каркаса и перерасход поперечной навиваемой арматуры.
Наиболее близкой по технической сущности к заявляемой является установка для изготовления пространственных арматурных каркасов с поперечными хомутами (авт. св. Ns 321330), снабженная сварочными устройствами, выполненными в виде смонтированных на сменной оправке внутренних электродов и наружных подвижных шунтирующим перемычек и установленных с возможностью перемещения вдоль горизонтальной и вертикальной осей каркаса электродов, обеспечивающих гибку поперечного стержня и приварку полученного хомута к соответствующим продольным стержням.
Недостатками установки являются то, что при сварке хомут и продольные стержни прижимаются к электродам, а при перемещении каркаса продольные стержни скользят по внутренним электродам, трение достигает значительных величин из-за больших усилий, вследствие чего происходит усиленный износ электродов, особенно если продольная арматура периодического профиля. В этом случае при сварке рифы продольной арматуры внедрятся в электроды и перемещение каркаса невозможно. Это приводит к понижению надежности в работе и снижению технологичности установки вследствие быстрого износа внутренних электродов. Кроме того, известная установка сложна, т.к. наличие внутренних и внешних электродов влечет усложнение механизма сжатия.
Целью изобретения является упрощение конструкции и повышение надежности и технологичности установки.
Указанная цель достигается тем, что установка для изготовления пространственных арматурных каркасов, содержащая размещенные на станине механизм подачи заготовок поперечной арматуры, механизм шаговой продольной подачи каркаса, два сварочных устройства и сменную оправку, дополнительно снабжена кареткой. Каретка установлена на направляющих, укрепленных на оправке, и может перемещаться перпендикулярно продольной оси установки. Каретка подпружинена и снабжена упорами и рычагами, несущими ролики гибки и связанными с приводом. Механизм подачи поперечной арматуры дополнительно снабжен ножницами отрезки поперечной арматуры Первое сварочное устройство выполнено в виде двух пар наружных эле+стро- дов, Каждая пара электродов установлена
0 на двуплечем рычаге, связанном с приводом, и имеет возможность перемещения в плоскости, перпендикулярной продольной оси установки. Второе сварочное устройство выполнено в виде двух кареток, каждая
5 из которых снабжена парой наружных электродов и связана с приводом, Каретки установлены с возможностью перемещения в плоскости, перпендикулярной продольной оси установки.
0 Сопоставительный анализ с прототипом показывает, что заявляемая установка отличается конструктивным выполнением ряда элементов, их новым взаимным расположением и наличием новых конструктив5 ных элементов, отсутствующих в прототипе. Так, в установку введены подпружиненная каретка с рычагами роликов гибки, укрепленная с помощью направляющих на оправке. Первое сварочное устройство
0 выполнено в виде двух пар наружных электродов, каждая из которых установлена на двуплечем рычаге, связанном с приводом. Второе сварочное устройство выполнено в виде двух кареток, каждая из которых снаб5 жена парой наружных электродов и связана с приводом. Механизм подачи поперечной арматуры дополнительно снабжен ножницами отрезки. Таким образом заявляемая установка соответствует критерию изобре0 тения новизна.
Сравнение заявляемого решения с другими известными машинами для сварки арматурных каркасов показывает, что конструктивное выполнение сварочных уст5 ройств, как указано выше, и наличие каретки для подобных устройств не известно. Это позволяет сделать вывод о соответствии заявляемого технического решения критерию существенные отличия.
0 Таким образом, заявляемое техническое решение обладает отличительными признаками, которые являются существенными, т.к. только при их наличии возможно достижение поставленной цели. Это дости5 гается тем, что конструкция сварочных устройств и каретки позволяет устранить износ электродов, повысить надежность и технологичность установки,
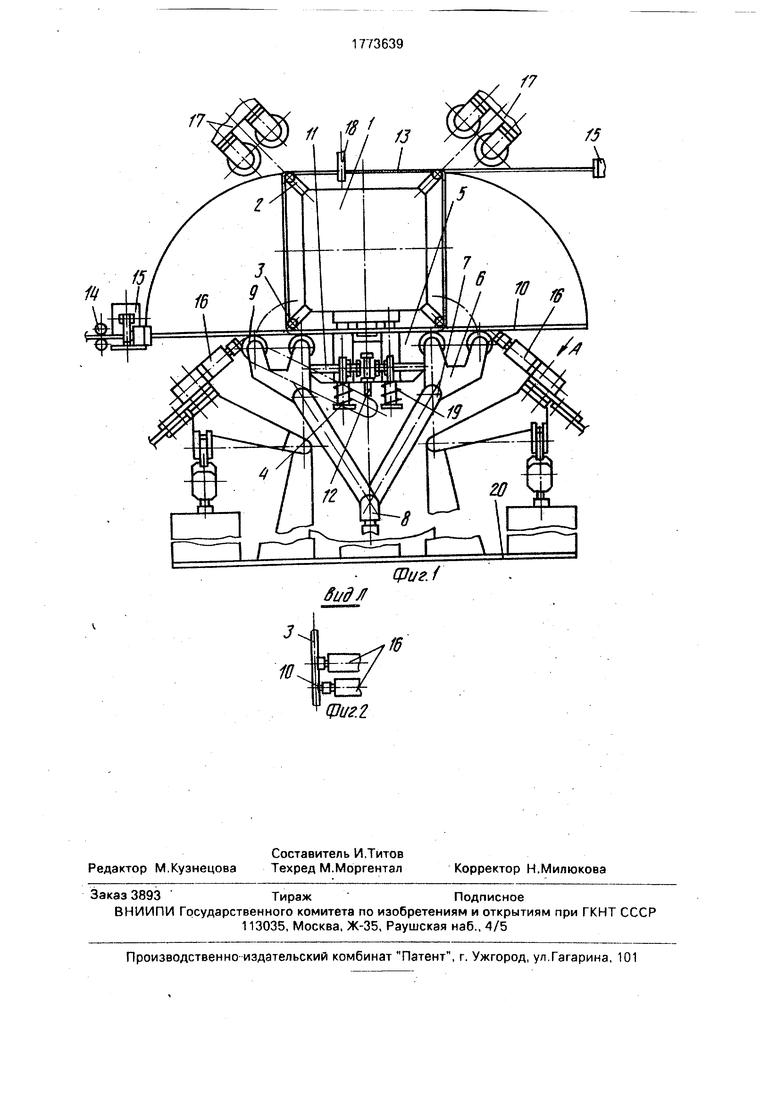
На фиг. 1 изображена предлагаемая установка; на фиг. 2 - эид А на фиг. 1.
Установка содержит оправку 1,на которой установлены износостойкие направляющие 2 продольных стержней 3 и направляющие 4 каретки 5. Каретка 5 посредством рычагов б и тяг 7 связана с приводом 8. На рычагах 6 установлены ролики 9 гибки поперечного стержня 10 На каретке 5 установлены,ограничительные упоры 11 поворота рычагов 6 и упор 12 ограничения хода приводов 8,
На фиг, 1 изображены также механизмы 14 подачи поперечного стержня 10 и 13, ножницы 15 отрезки поперечного стержня, первое сварочное устройство 16, второе сварочное устройство 17, механизм 18 шаговой продольной подачи каркаса (показана часть механизма) и пружины 19, Все 3 указанные конструктивные элементы установлены на станине 20,
Установка работает следующим образом.
В оправке 1 на направляющие 2 устанавливают продольные стержни 3. Механизмом 14 поперечной подачи поперечная арматура и подается соответственно требуемой длины и отрезается ножницами 15. Пружины 19 воздействуют на каретку 5, которая, перемещаясь по направляющим 4, прижимает поперечную арматуру 10 к нижней паре продольных стержней 3. Перед сваркой поперечную арматуру 10 необходи- мо загнуть вокруг нижней пары продольных стержней 3 так, чтобы ее концы соприкоснулись с верхней парой продольных стержней 3. При движении привода 8 и воздействии пружин 19 каретка 5 перемещается по на- правляющим 4 до контакта роликов 9 с поперечной арматурой 10, после чего рычаги 6 тягами 7 поворачиваются, производя гибку концов арматуры 10 до тех пор, пока привод 8 не упрется в упор 12, а концы арматуры 10 при этом не соприкоснутся с верхней парой продольных стержней 3. Одновременно с этими действиями производится подача поперечной арматуры 13 в зону сварки так, что концы поперечной арматуры 10 и 13, сопри- касаясь с верхней парой продольных стержней 3, одновременно попадают в зону соприкосновения с электродами второго сварочного устройства 17.
Окончание загиба поперечной армату- ры совпадает с началом цикла сварки.
Далее производится одновременно сварка сварочными устройствами 16.и 17. После сварки сварочные устройства 16 и 17 отводят. Привод 8 начинает обратное дви- жение. При этом вначале поворачиваются рычаги 6 до контакта с упорами 11, затем перемещается каретка 5, сжимая пружины 19. Механизмом 18 шаговой продольной подачи каркаса последний перемещается
на шаг и цикл работы установки повторяется до полного изготовления каркаса.
Предлагаемая установка для изготовления пространственных арматурных каркасов по сравнению с известными машинами и устройствами обладает следующими преимуществами.
В предлагаемой конструкции все сварочные электроды выполнены наружными, вследствие чего практически устраняется их износ. Упрощенная конструкция самих электродов и механизма гибки поперечной арматуры повышает надежность в работе установки и его технологичность. Кроме того, в установке возможно при необходимости быстро произвести замену необходимых деталей, например направляющих продольных стержней, которые практически единственные во всей конструкции испытывают нагрузку трением, а использование износоустойчивых направляющих дополнительно повышает надежность в работе,
Все вышесказанное обеспечивает снижение затрат при эксплуатации и позволит применить установку на большинстве заводов железобетонных изделий.
Формула изобретения 1. Установка для изготовления пространственных арматурных каркасов, содержащая размещенные на станине механизмы подачи заготовок продольной и поперечной арматуры, механизм шаговой продольной подачи каркаса, два сварочных устройства и сменную оправку, отличающаяся тем, что с целью повышения надежности и технологичности установки, а также упрощения конструкции, она снабжена установленной на оправке с возможностью перемещения перпендикулярно оси установки подпружиненной кареткой, связанными с ней рычагами с роликами для гибки заготовок поперечной арматуры, приводом перемещения рычагов.упорами для ограничения перемещения рычагов, закрепленными па каретке, и направляющими, установленными по углам оправки, одно сварочное устройство выполнено в виде установленных на приводных рычагах двух пар наружных электродов для сварки пересечений заготовок арматуры со стороны каретки, другое сварочное устройство выполнено в виде приводных кареток с парами наружных электродов для сварки двух других пересечений арматуры.
2. Установка поп. 1,отличающая- с я тем, что механизм подачи заготовок поперечной арматуры снабжен ножницами для отрезки поперечной арматуры.
17
т
видЛ
fS
cput.f

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОСТРАНСТВЕННЫХ АРМАТУРНЫХ КАРКАСОВ | 1971 |
|
SU321330A1 |
| Линия для изготовления пространст-ВЕННыХ АРМАТуРНыХ KAPKACOB | 1977 |
|
SU804134A1 |
| Способ изготовления пространственных арматурных каркасов | 1981 |
|
SU1097466A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХКАРКАСОВ | 1972 |
|
SU435888A1 |
| Установка для изготовления пространственных арматурных каркасов | 1987 |
|
SU1488159A1 |
| Машина для сварки объемныхАРМАТуРНыХ KAPKACOB пРяМОугОльНОгОСЕчЕНия | 1978 |
|
SU799881A1 |
| Установка для сварки пространственных арматурных каркасов | 1977 |
|
SU657895A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ КАРКАСОВ | 1970 |
|
SU275268A1 |
| Линия для изготовления пространственных арматурных каркасов | 1983 |
|
SU1142244A1 |
| Линия для изготовления пространственных арматурных каркасов | 1987 |
|
SU1440646A1 |
Использование: при изготовлении пространственных арматурных каркасов. Сущность изобретения: установка содержит размещенные на станине механизм подачи заготовок поперечной арматуры, механизм шаговой продольной подачи каркаса, два сварочных устройства, сменную оправку, подпружиненную каретку с упорами и несущими роликами гибки с рычагами, связанными с приводом. Механизм подачи поперечной арматуры имеет ножницы отрезки арматуры. Одно сварочное устройство выполнено в виде двух пар наружных электродов, каждая пара которых установлена на двуплечем рычаге, связанном с приводом. Другое сварочное устройство выполнено в виде двух кареток,каждая из которых снабжена парой наружных электродов и связана с приводом. 1 з.п. ф-лы, 2 ил. Ё
Фиг.2
| Носенко Н.Е | |||
| Механизация арматурных работ | |||
| М.: Стройиздат, 1989, с | |||
| Способ получения морфия из опия | 1922 |
|
SU127A1 |
| Устройство для изготовления пространственных арматурных каркасов | 1975 |
|
SU712182A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОСТРАНСТВЕННЫХ АРМАТУРНЫХ КАРКАСОВ | 0 |
|
SU321330A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
