Известные методы изготовления пресс-форм из стали или алюминия путем механической обработки с последующей ручной доводкой связаны с большими затратами времени и средств на подготовку производства, а при большой серийности отливок являются мало эффективными.
Цель изобретения - повысить производительность и снизить себестоимость изготовления пресс-форм. Это достигается тем, что применена жидкая штамповка алюминиевого сплава АЛ-9 с нагретыми до 500-600° разъемными эталонами деталей.
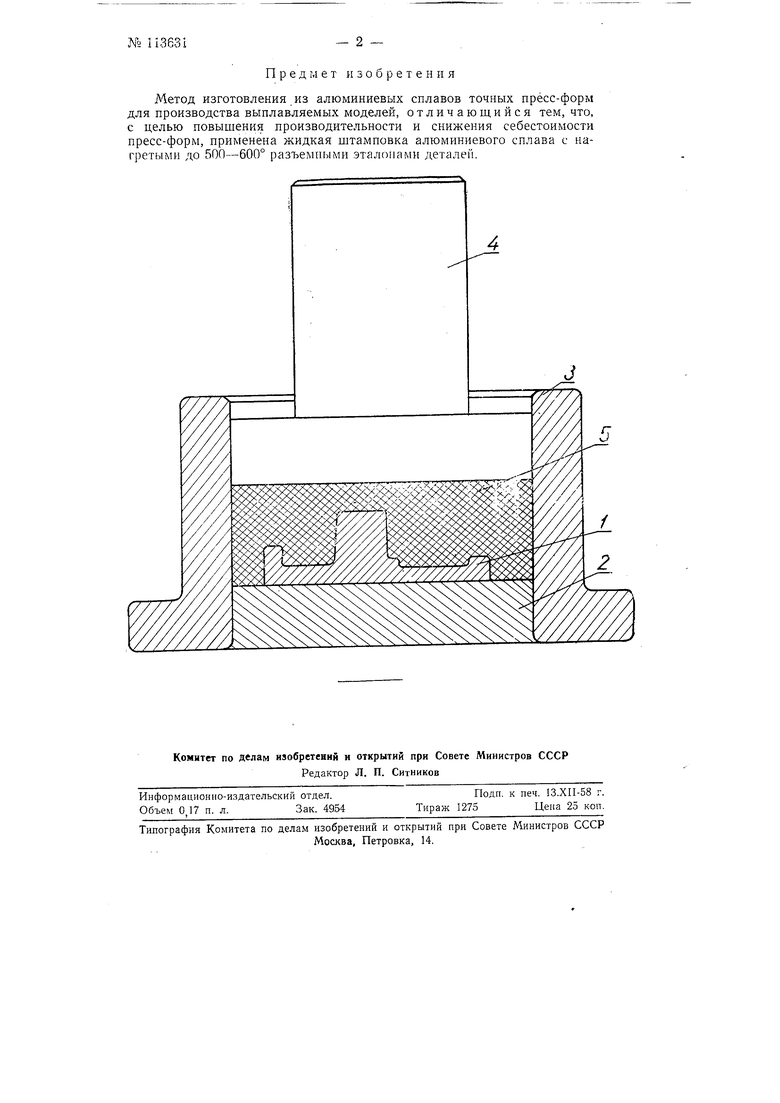
Сущность изобретения поясняется чертежом.
Эталон / деталей изготовляется разъемным из стали. Половины эталона спариваются и окончательно обрабатываются по всему контуру. Изготовление половин пресс-форм по эталону ведется путем штамповки жидкого металла на прессе (гидравлическом, фрикционном или другом) с давлением в плоскости штампуемой половины пресс-формы не менее 200-250 кг/см.
Перед штамповкой половины пресс-формы подставка 2, матрица 3 и пуансон 4 совместно с половиной эталона / подогреваются до 500-600° и устанавливаются на стол пресса. Во избежание прилипания алюминиевого сплава к эталону его перед заливкой сплава смазывают. Затем в штамп заливается необходимое количество алюминиевого сплава 5 марки АЛ-9, шта.мп закрывается, пуансоном 4 осуществляется давление на металле до момента по„1ного затвердевания сплава.
Остывшая заготовка половины пресс-формы выпрессовывается из штампа и обрабатывается по плоскости разъема со второй ее половиной. Спаривание полупресс-форм осуш,ествляется с помощью контрольных штифтов. После незначительной доводки рабочей полости путем обработки по контуру пресс-форма может быть применена для изготовления легкоплавких моделей.
Предмет изобретения
Метод изготовления из алюминиевых сплавов точных пресс-форм для производства выплавляемых моделей, отличающийся тем, что, с целью повышения производительности и снижения себестоимости пресс-форм, применена жидкая штамповка алюминиевого сплава с нагретыми до 500-600° разъемными эталонами деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ штамповки деталей с глубокими полостями | 1985 |
|
SU1311827A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ДЕТАЛЕЙ С ОТВОДАМИ ПОСРЕДСТВОМ ГИДРАВЛИЧЕСКОЙ ШТАМПОВКИ | 2013 |
|
RU2538888C1 |
| Способ изготовления поршня с нирезистовой вставкой методом изотермической штамповки и литьем под давлением | 2023 |
|
RU2806416C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2357830C2 |
| Способ производства поршней двигателей внутреннего сгорания из алюминиевых сплавов | 2018 |
|
RU2674543C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ РЕБРИСТЫХ ПАНЕЛЕЙ | 2012 |
|
RU2523158C2 |
| Способ формообразования тонкополотной поковки | 2018 |
|
RU2724235C2 |
| СПОСОБ ЧИСТОВОЙ ВЫРУБКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2294809C1 |
| СПОСОБ КОМБИНИРОВАННОГО ИЗГОТОВЛЕНИЯ КОЛЕС ИЗ ЛЕГКИХ СПЛАВОВ | 1995 |
|
RU2095184C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСНАСТКИ ДЛЯ ГОРЯЧЕЙ ШТАМПОВКИ ЛИСТОВЫХ ЗАГОТОВОК | 1993 |
|
RU2101124C1 |