Предлагаемый протяжной станок предназначен для протягивания внутренних и наружных контуров губдев слесарно-монтажного инструмента, а также тех изделий, у которых требуется обработать протяжкой одну и другую сторону.
Известные протяжные станки для обработки подобных изделий не приспособлены за одну настройку протягивать одну и другую стороны изделия. Кроме того, на них может протягиваться только одно изделие, вследствие чего производительность их невелика.
В описываемом станке этот недостаток ликвидируется тем, что для увеличения производительности он оснащен двумя симметрично расположенными периодически поворачивающимися на заданный гол роторами, несущими на себе четное количество тисков, из которых нечетные предназначены для протяжки одной стороны, а четные-другой стороны изделия, и расположенными у торцов роторов поворотными зажимными устройствами, принимающими обработанные с одной стороны изделия из нечетных тисков и передающими их для обработки обратной стороны в четные тиски.
Обе прямолинейные ветви транспортера сделаны рабочими, причем одна ветвь несет протяжки для внутренней, а другая - для наружной поверхности изделия. Кроме того, станок, выполненный по предлагаемой схеме, может быть использован также для обработки изделий, у которых требуется обработка только одной стороны, или для обработки двух разных изделий с одной стороны. Для этого рабочие ветви транспортера снабжены соответствующими комплектами протяжек.
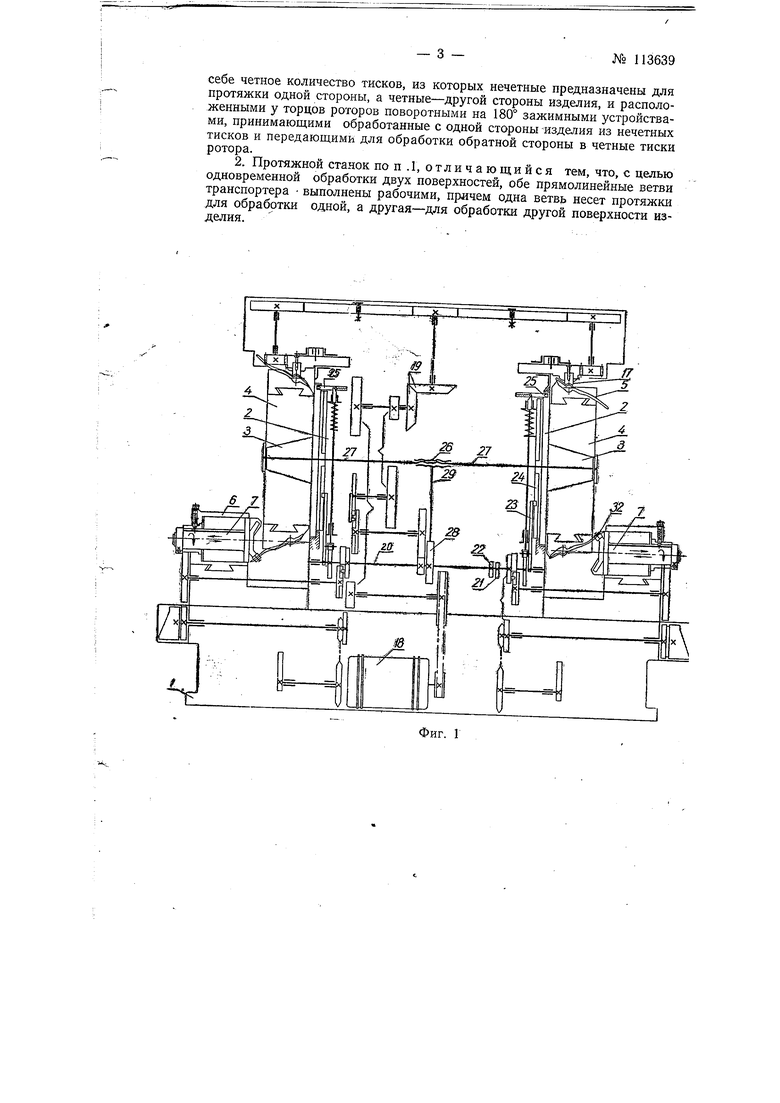
На фиг. 1 и 2 изображена кинематическая схема станка в двух проекциях; на фиг. 3-транспортер, вид в плане.
На станине / установлена стойка 2, к которой прикреплены цапфы 3. На цапфы 3 насажены роторы 4, несущие четное количество (например четыре) тисков 5. Роторы 4 через определенные интервалы совершают поворот на заданный угол, зависящий от количества тисков. При четырех
себе четное количество тисков, из которых нечетные предназначены для протяжки одной стороны, а четные-другой стороны изделия, и расположенными у торцов роторов поворотными на 180° зажимными устройствами, принимающими обработанные с одной стороны изделия из нечетных тисков и передающими для обработки обратной стороны в четные тиски ротора.
2. Протяжной станок поп Л, отличающийся тем, что, с целью одновременной обработки двух поверхностей, обе прямолинейные ветви транспортера выполнены рабочими, причем одна ветвь несет протяжш для обработки одной, а другая-для обработки другой поверхности изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Непрерывно-протяжной станок | 1982 |
|
SU1115869A1 |
| Непрерывно-протяжной станок с перемещающимся инструментом | 1959 |
|
SU124780A1 |
| Непрерывный протяжной автомат | 1949 |
|
SU87539A1 |
| Автоматический станок для обработки шлицев в головках винтов | 1947 |
|
SU71088A1 |
| Автоматический станок для прорезания шлицев в головках винтов | 1952 |
|
SU100117A2 |
| Ротационный шлицепротяжной автомат | 1957 |
|
SU121645A1 |
| ПРОТЯЖНОЙ АВТОМАТ | 1969 |
|
SU249153A1 |
| Транспортер к непрерывно-протяжному станку с перемещающимся инструментом | 1961 |
|
SU147134A1 |
| Гидравлический вертикальный протяжный станок непрерывного действия | 1931 |
|
SU44103A1 |
| НЕПРЕРЫВНО-ПРОТЯЖНОЙ СТАНОК | 1973 |
|
SU380404A1 |