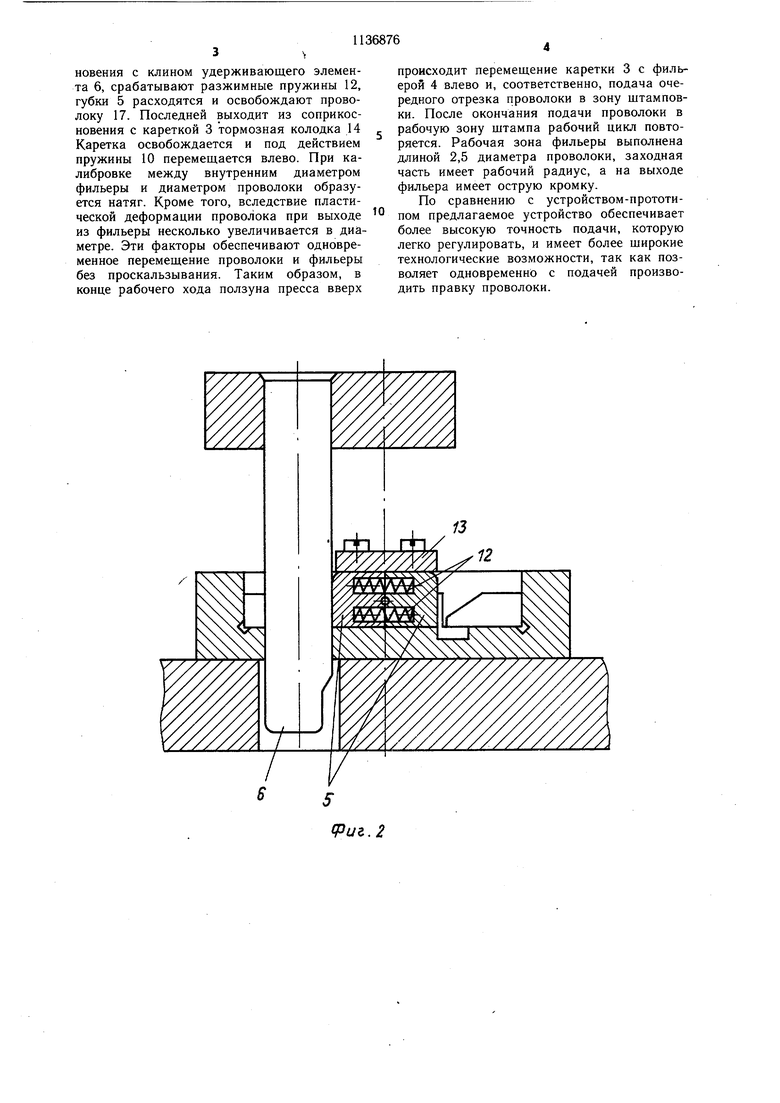
Изобретение относится к обработке деталей из проволоки и может быть использовано для точной подачи проволоки, имеющей малую осевую жесткость, и предназначено для производства из проволоки изделий типа штырьковых лепестков, лепестков для печатных плат и арматуры пластмассовых деталей. Известено устройство для подачи проволоки, которое содержит каретку с захватом или самозаклинивающимся зажимным патроном и расклинивающий механизм патрона, направляющие для перемещения каретки, регулируемые упоры для фиксации каретки в крайних положениях и механизм перемещения каретки 1. Недостатком этого устройства является то, что заклинивающее устройство оставляет отпечатки на проволоке, что отражается на качестве изделий и не обеспечивает высокой точности подачи. Наиболее близким к предлагаемому является устройство для подачи проволоки, содержащее кинематически связанные ус.тановленную в направляющих корпуса приводную каретку с зажимным средством и размешенный на корпусе удерживающий элемент 2. Недостатками известного устройства являются невысокая точность подачи и невозможность правки искривленной проволоки, Цель изобретения - повышение точности подачи и расщирение технологических возможностей путе.м одновременной правки и калибровки проволоки. Поставленная цель достигается тем, что в устройстве для подачи npOBOjjoKH, содержащем кинематически связанные установленную в направляющих корпуса приводную каретку с зажимным средством и размещенный на корпусе удерживающий элемент, последний состоит из двух подпружиненных губок с канавками для проволоки и зажимного клина, кинематически связанного с приводом и установленного с возможностью взаимодействия с одной из губок, а зажимное средство каретки выполнено в виде фильеры. На фиг. 1 показано предлагаемое устройство, общий вид; на фиг. 2 - удерживающий элемент, поперечное сечение; на фиг. 3 - узел торможения каретки, поперечное сечение. На фигурах приняты следующие обозначения; нижняя плита 1; верхняя плита 2; приводная каретка 3; зажимное устройство (фильера) 4; подиружиненньш губки 5 удерживающего элемента; зажимной клин 6 удерживающего элемента; щток 7 тормозного устройства; клин 8 перемещения каретки; винт 9 регулировки шага; пружина 10 каретки; стопорный винт 11; разжимные пружины 12; крьш1ка 13; тормозная колодка 14; пружины 15; винты 16; подаваемая проволока 17. Устройство работает следующим образом. Устройство устанавливается на штамп со стороны ввода проволоки в зону щтамповки. Нижняя часть устройства закрепляется на нижней плите щтампа, верхняя - на верхней плите. При движении ползуна пресса вниз начинается рабочий цикл щтампа. В.месте с верхней плитой щтампа опускается верхняя плита устройства. Первым вступает в соприкосновение с приводной кареткой 3 шток 7 тормозного устройства. Тормозная колодка 14 отжимается боковой плоскостью приводной каретки 3 и удерживает ее в постоянном положении. После срабатывания тормозного устройства начинается работа удерживающего элемента. Зажимной клин 6 своим скосом отжимает одну из подпружиненных губок 5, Последние сближаются и зажимают проволоку 17, удерживая ее в неизменном положении до тех пор, пока зажимной клин не выходит из соприкосновения с подпружиненной губкой. После зажатия проволоки 17 начинается работа каретки. Клин 8 своим скосом нажимает на скос приводной каретки, и она перемещается вправо. На приводной каретке 3 закреплена фильера 4, которая, перемещаясь вместе с кареткой вправо, наезжает на проволоку, калибрует ее, так как проволока левее каретки зажата удерживающим элементом. Крайнее правое положение каретки всегда остается постоянным и соответствует моменту прохождения клином 8 каретки 3. Крайнее левое положение каретки определяется зазором между головкой винта 9 и опорной плоскостью, в которую упирается головка винта при перемещении каретки влево под действием пружины 10. Таким образом, регулировка щага подачи производится изменением длины винта 9. Фильеры 4 с разными внутренними диаметрами выполнены с одинаковыми размерами наружных поверхностей, имеют опорный буртик и закрепляются на каретке стопорным винтом 11. Таким образом, наладка устройства на нужный диаметр проволоки заключается в смене фильеры 4. При движении ползуна пресса вверх выход из соприкосновения клиньев и щтока происходит в порядке, обратном тому, которое было при движении вниз. Первым выходит из соприкосновения клин 8 каретки но каретка остается в крайнем правом положении, так как сила трения тормозной колодки 14 больше силы пружины 10, возвращающей каретку в левое положение, После клина каретки выходит из соприкосновения с клином удерживающего элемента 6, срабатывают разжимные пружины 12, губки 5 расходятся и освобождают проволоку 17. Последней выходит из соприкосновения с кареткой 3 тормозная колодка 14 Каретка освобождается и под действием пружины 10 перемещается влево. При калибровке между внутренним диаметром фильеры и диаметром проволоки образуется натяг. Кроме того, вследствие пластической деформации проволока при выходе из фильеры несколько увеличивается в диаметре. Эти факторы обеспечивают одновременное перемещение проволоки и фильеры без проскальзывания. Таким образом, в конце рабочего хода ползуна пресса вверх
происходит перемещение каретки 3 с фильерой 4 влево и, соответственно, подача очередного отрезка проволоки в зону штамповки. После окончания подачи проволоки в рабочую зону щтампа рабочий цикл повторяется. Рабочая зона фильеры выполнена длиной 2,5 диаметра проволоки, заходная часть имеет рабочий радиус, а на выходе фильера имеет острую кромку.
По сравнению с устройством-прототипом предлагаемое устройство обеспечивает более высокую точность подачи, которую легко регулировать, и имеет более щирокие технологические возможности, так как позволяет одновременно с подачей производить правку проволоки.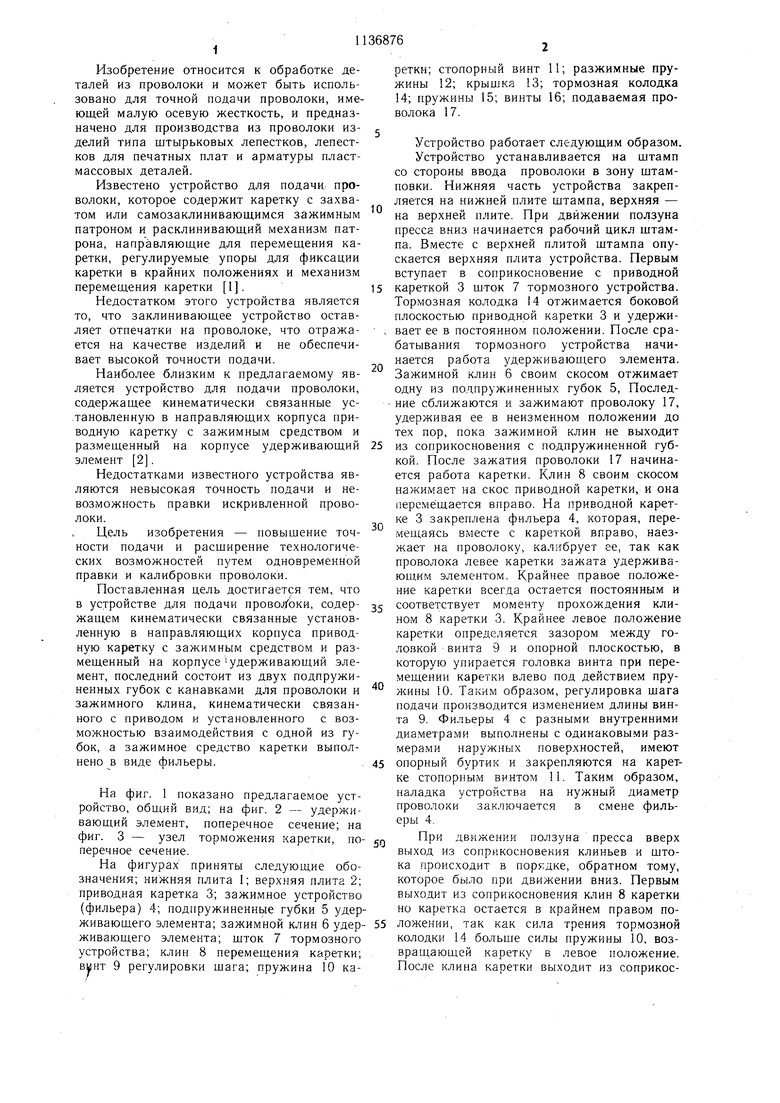
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для рубки и чеканки штыря линейного разъема из проволоки | 1979 |
|
SU895586A1 |
| Грейферное устройство для подачи заготовок | 1980 |
|
SU984584A1 |
| Устройство для подачи полосового и ленточного материала в рабочую зону штампа | 1980 |
|
SU912354A1 |
| Автомат для изготовления из проволоки деталей типа штырей | 1981 |
|
SU1042860A1 |
| Устройство для мерной резки провода | 1981 |
|
SU1134266A1 |
| Устройство для правки и резки проволоки на мерные заготовки | 1990 |
|
SU1796328A1 |
| Штамп для правки изделий | 1982 |
|
SU1082516A1 |
| Автомат для изготовления проволочных пистонов | 1981 |
|
SU1049149A1 |
| Автомат для изготовления выводов из проволоки | 1977 |
|
SU698704A1 |
| Устройство для формования изделий "мюзле | 1977 |
|
SU751485A1 |
УСТРОЙСТВО ДЛЯ ПОДАЧИ ПРОВОЛОКИ, содержащее кинематически связанные установленную в направляющих корпуса приводную каретку с зажимным средством и размещенный на корпусе удерживающий элемент, отличающееся тем, что, с целью повыщения точности подачи и расщирения технологических возможностей путем обеспечения одновременной правки и калибровки проволоки, удерживающий элемент состоит из двух подпружиненных губок с канавками для проволоки и зажимного клина, кинематически связанного с приводом и установленного с возможностью взаимодействия с одной из губок, а зажимное средство каретки выполнено в виде фильеры. S оо О5 оо 1 а Фие. 1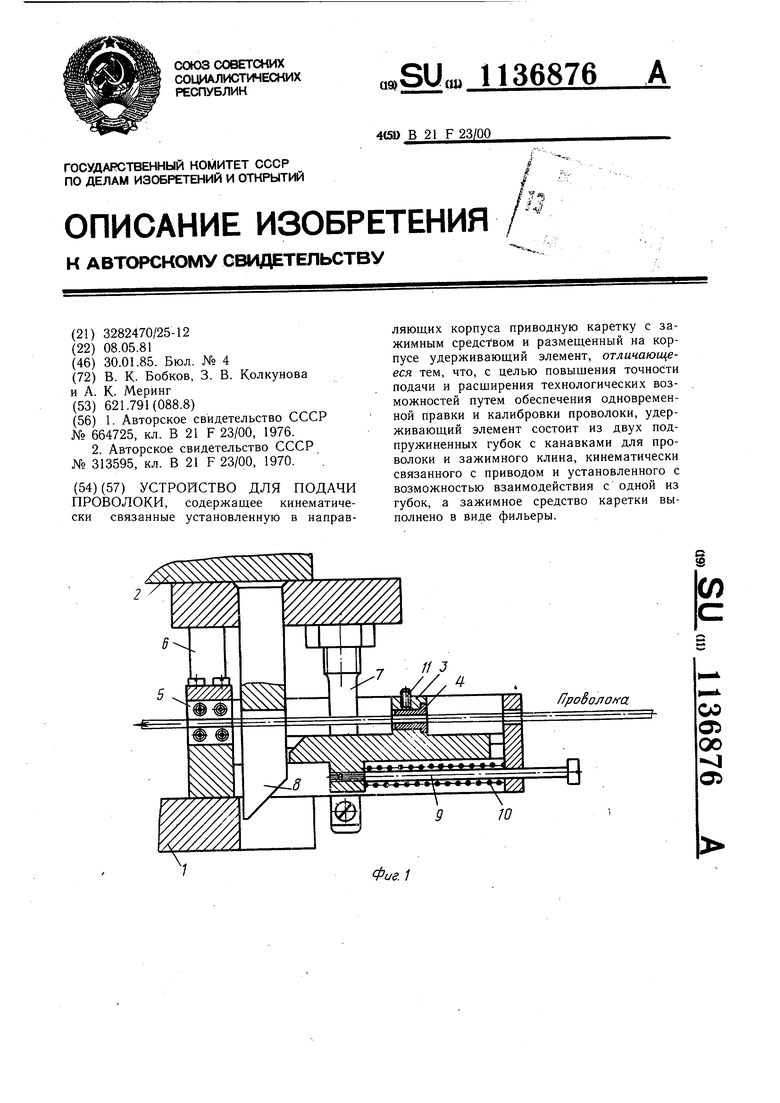
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Подающее зажимное устройство | 1976 |
|
SU664725A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| УСТРОЙСТВО для ПОДАЧИ ПРОВОЛОКИ | 0 |
|
SU313595A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
