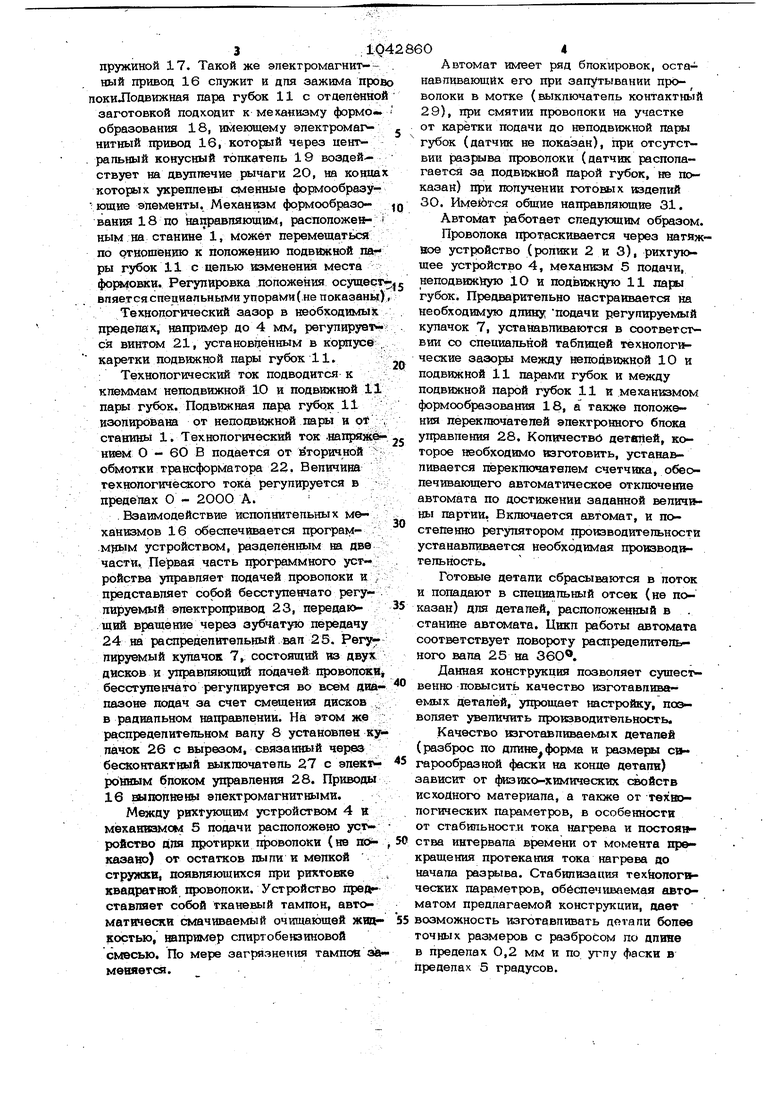
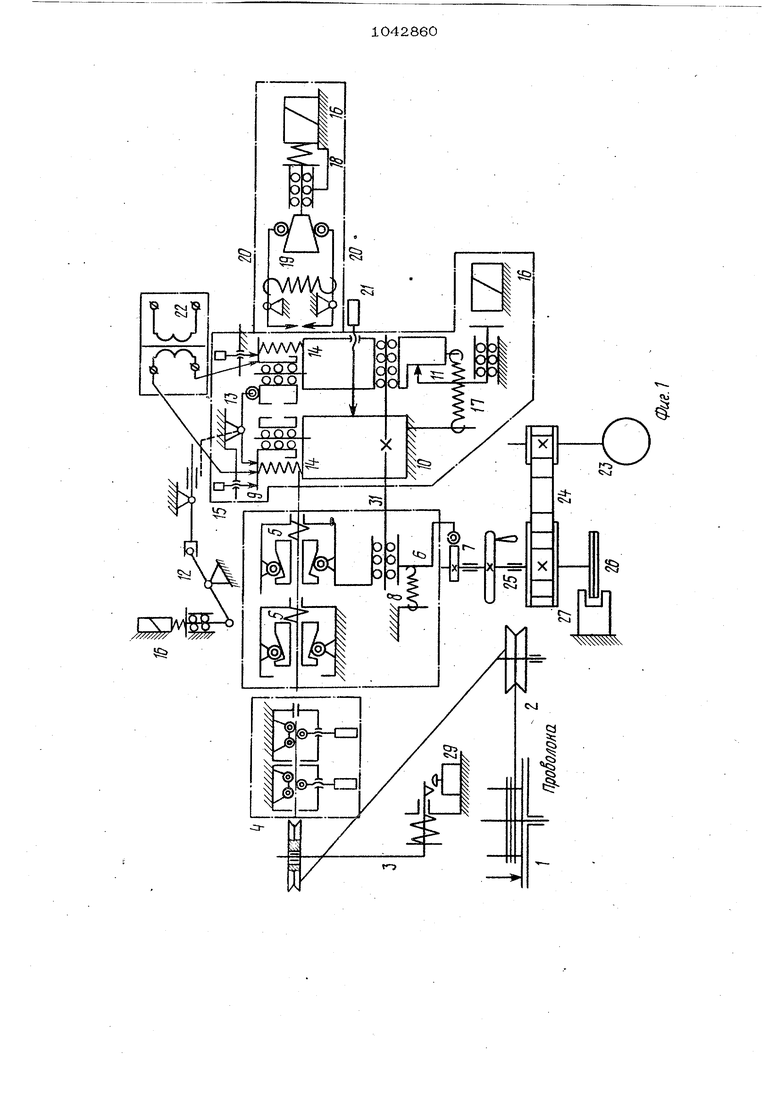
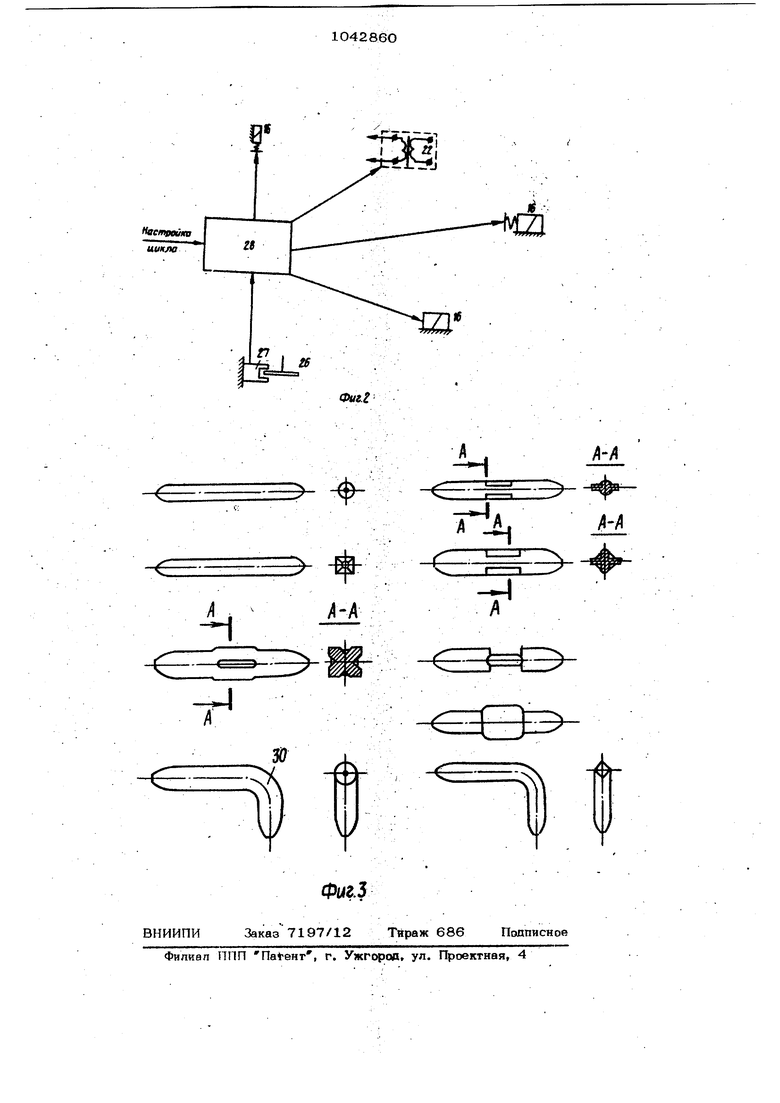
Изобретение относится к обработке материалов давпением, в часткости к обо рудованию апя изготовления из провопо,ки деталей типа штырей. Известен автомат для эпектроразрыва проволоки дтта получения сигарообразного конца, состоящий из подвижной и неподвижной пары губок, фиксатора под- ввжной пары губок и источника тока, при этом губки изолированы и подпружинены одна. отноЬительно другой 1 , Недостатком устройства является невысокое качество получаемых издетщй. Наиболее близким к изобретению по технической сущности .является автомат для изготовления -из проволоки деталей типа штырей, содержащий смонтированные на станине бухтодержатепь, механизм правки.взаимосвязанные посредством прогрвммного устройства, имеющего распре- делительный вал с кулачками, приводные механизмы подачи и зажима проволоки, из которых механизм зажима проволоки, состоит из двух изолированных между собой губок с контактньхми прижимами, подктпоченными к источнику тока, приводные механизмы отделения заготовок с р& гулируемым усилием разрыва и механизм формообразования изделия Г2Х Недостатком известного технического решения является невысокое качество получаемых изделий.. Целью изобретения является повышение качества изделий и упрощение настройки, . Указанная цепь достигается тем, что в автомате для изготовления из проволоки деталей типа штырей, содержащем смонтированные на станине бухтодержатепь, механизм правки, взаимосвязанные посредством программного устройства, имеющего распределительный вап с кулач ками, приводные механизмЬ подачи и зажима проволоки, ю которых механизм зажима проволоки состоит из двух изолированных между собой губок с контактными прижимами, подключенными к источнику тока, приводные механизм oiделетш заготовки с регулируемым ус№пием разрыва и механизм формообразования изделия, программное устройство имеет бесконтактный переключатель и электронный блок ущравпеття, электрически связанный с приводами механизмов зажима проволоки, отделения заготовки и формообразования изделий, при этом распределительный вал имеет два кулачка один из которых выполнен регулируемым и кинематически связан с механизмом подачи, а второй через бесконтактный переключатель связан с электронным блоком. Кроме того, привод механизма зажима проволоки состоит из двуплечего рычага, на одном плече которого закреплен прижимной ролик, контактирующий с контактным прижимом второй зажимной губки, электромагнита и системы рьтчагов, посредством которых двуплечий рычаг связан с электромагнитом. При- этом механизмы подачи и отделения заготовки смонтированы на общих направляющих. На фиг. 1 изображена кинематическая схема автомата;на фиг. 2 - схема подключения электронного блока к приводам механизмов; на фиг. 3 - примеры готовых изделий.... Автомат содержит станину (не показана) с бухтодержателем 1 для установки мотка проволоки, который имеет регулируемое тормозное устройство (не показано). Через натяжное устройство, состоящее из отклоняющего 2 и подпружиненного натяжного 3 роликов, проволока поступает в рихтующее устройство 4. Рихтующее устройство 4 состоит из двух групп РОЛИКОВ, правящих проволоку во взаимно пер11ендикулярных плоскостях при протягивании проволоки механизмом подачи, состоящим из двух захватов 5, один нз которых расположен на подвиж-гной каретке-6, приводимой в движение вперед регулируемым кулачком подачи 7 и возвращаемой назад пружиной 8. Каждый захват при возвратно-поступательном движении кареткой 6 попеременно то самозакттанивается и занимает проволоку, то отпускает ее. Благодаря форме губок захватив 5 механизма подачи поверхность проволоки Ие повреждается даже при наличии на ней мягкого покрытия. Рядом с механизмом 5 подачи располагается механизм проволоки и отделения заготовки 9, состоящий из пары изолированных неподвижных губок 10 и пары изолированных подвижных губок 11, синхронно закрывающихся под действием двуплечего рычага, механизма зажима 12 через качающийся прижимной ролик 13 и открывающихся под действием пружин 14. Степень раскрытия губок 11 настраивается индивидуально винтами 15. Подвижная пара губок 11 представляет собой каретку, приводимую в движение и на отрыв электромагнитным приводом 16 в возвращаемую в исходное положение пружиной 17. Такой же электромагнит- ный привод 16 служит и дпя зажима про покиЛодвижная пара губок 11с отдепённо заготовкой подходит к механизму формо-. образования 18, имеющему эпекгромаг нитный привод 16, который через пент. рапьный конусный топкатепь 19 воздействует на двуппечие рычаги 2О, на конца которых укреплены сменные формообразующие элементы. Механизм формообразования 18 по направляющим, расположевн ным на станине 1, может перемещаться по отношению к положению подвижной пары губок 11 с цепью изменения места фо{%|овки. Регулировка положения осутдест впяется специапьными упорами (не показаны Технологический зазор в необходимы х предела:х, например до 4 мм, регулирует с:я винтом 21, установленным в корпусе каретки подвижной пары губок 11. : Технологический ток подводится к клеммам неподвижной 10 и подвижной 11 пары губок. Подвижная пара губрк 11 изолирована от неподвижной пары и ot станины 1. Технологический ток .нащи1ж& нием О - 60 В подается от вторичной обмотки трансформатора 22. Величина технопогичёскохх) тока регулируется в пределах О - 2ООО А. . Взаимодействие исполнительных механизмов 16 обеспечивается програмMpbJM устройством, разделенным на две части. Первая часть программного устройства управляет подачей проволоки и ,, представляет собой бесступенчато регулируемый электропривод 23, передак щий вращение через зубчатую передачу 24 на распределительный вал 25. JPeryлируемый кулачок 7, состоящий из двух дисков и управляющий подачей проволоки бесступенчато регулируется во всем диапазоне подач за счет смещения дисков в радиальном направлении. На этом же распределительном валу 8 установлен ку лачок 26 с вырезом, связанный через бесконтактный выключатель 27 с эпекг ровным блоком управления 28. Приводы 16 выполнены электромагнитными. Между рихгующим устройством 4 и мехашсамом 5 подачи расположено устройство для протирки проволоки (не показайо) от остатков пыли и мелкой стружхв, появляющихся при рихтовке кваарат{юй проволоки. Устройство пред ставляет собой тканевый тампон, автоматически смачиваемый очищающей жвяг костью, шпример спиртобевзиновой смвсыо. По мере загрязнения тампон аа меняется. Автомат имеет ряд блокировок, останавпивающйх его при запутывании проволоки в мотке (выключатель контактный 29), при смятии проволоки на участке от каретки подачи до неподвижной пары губок (датчик не показан), при отсутствии разрыва проволоки (датчик располагается за подвижной парой губок, не показан) при получении готовых изделий 30. Имеются общие направляющие 31. Автомат работает следующим образом. Проволока протаскивается через натяжное устройство (ролики 2 и 3), рихтующее устройство 4, механизм 5 подачи, неподвижную 10 и подвижную 11 пары губок. Предварительно настраивается на необходимую длину подачи регулируемый кулачок 7, устанавливаются в соответствии со специальной таблицей технологические зазоры между неподаижной 10 и подвижной 11 парами губок и между подвижной парой губок 11 и механизмом формообразования 18f и также положения переключателей электронного блока управления 28. Количество детвйей, которое необходимо гоготовить, устанавливается переключателем счетчика, обеопечивающего автоматическое отключение автомата по достижении заданной величины партии. Включается автомат, и постепенно регулятором производительности устанавливается необходимая производительность. Готовые детали сбрасываются в лоток и попадают в специальный отсек (не показан) для деталей, расположенный в . станине . Цикл работы автомата соответствует повороту распределительного вала 25 на 36О®. Данная конструкция позволяет сутвственно повысить качество изготавливаемых Д1еталей, упрощает настройку, позволяет увеличить протвводительность. Качество взгчэтавливаемых деталей (разброс по длине форма и размерл свн гарообразной фаски на конце детали) зависит от физико-химических свойств исходного материала, а также от технологических параметров, в особенности от стабильности тока нагрева и постоянства интервала времени от момента прекращения протекания тока нагрева до начала раз{м 1ва. Стабилизация техЬолог ческих параметров, обеспечиваемая авт« матом предлагаемой конструкции, дает возможность изготавливать детали более точных размеров с разбросом по длине в пределах 0,2 мм и по угпу фаски в пределах 5 градусов. Т т ЛЛМ/L 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления из проволоки изделий различной конфигурации | 1972 |
|
SU478659A1 |
| Автомат для изготовления изделий из проволоки типа шплинтов | 1982 |
|
SU1093380A1 |
| АВТОМАТ ДЛЯ ДВУСТОРОННЕЙ ВЫСАДКИ ДЕТАЛЕЙ СТЕРЖНЕВОГО ТИПА | 1971 |
|
SU307841A1 |
| Гвоздильный автомат | 1980 |
|
SU971552A1 |
| Устройство для резки длинномерных изделий | 1983 |
|
SU1140908A1 |
| Гвоздильный автомат | 1980 |
|
SU967633A1 |
| Автомат для изготовления изделий из проволоки | 1977 |
|
SU737080A1 |
| Автомат для изготовления рыболовных крючков | 1978 |
|
SU764804A2 |
| Автомат для изготовления двух ветвевых пружин с отогнутыми концами | 1989 |
|
SU1657263A1 |
| Автомат для изготовления рыболовных крючков | 1977 |
|
SU695748A2 |
1. АВТОМАТ ДЛЯ ИЗГОТОВ.ЛЕНИЯ ИЗ ПРОВОЛОКИ ДЕТАЛЕЙ ТИПА ШТЫРЕЙ, содержащий смонтированные на станине бухтодерлкатель, механизм правки, взаимосвязанные посредством программного устройства, имеющего распределительный вап с кутшчками приводные механизмы подачи и зажима проволоки, вз которых механизм зажима провопоки состоит вз двух изолированных между собой губок с контактными прижимамИ| подключенными к источнику тока, приводные механизм отделения заготовки с регулируемым усилием разрыва и механизм формообразования юделия, отличающийся тем, что, с целью повышения качества изделий и упрощения настройки, программное устройство имеет бесконтактный переключатель и электро ный блок управления, электрически связанный с приводами механизмов зажима проволоки, отдеиения заготовки и формообразования изделия, при этом распределительный вал имеет два купачка, один из которых выполнен регулируемым и кинематически связан с мехаивзмом подачи, а другой через бесконтактный переключатель связан с электронным блоком. Q $ 2.Автомат по п. 1, отлича(Л ющий с я .тем, что привод механвзма зажима проволоки состоит вз двуплечего {нлчага, на одном плече которого закреплен прижимной ролик, контактирующий с контактным прижимом второй зажимной губки, электромагнита и системы рычагов посредством которых двуплею чий рычаг связан с электромагнитом. 1 го 3.Автомат по п. 1, о т л и ч а.,ю щ и и с я тем, что механизмы 1годачи 00 и отделения заготовки смонтированы ка а общих направляющих.
,
/1
Д-А
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для электроразрыва проволоки | 1977 |
|
SU603471A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Эксплуатационная документация к эпектрострикиионному станку модели UPnnic Рглпсе (Франция) для изготовяения деталей из проволоки | |||
| Истра, отделение ВНИИЭМ. | |||
