GO О) СО
а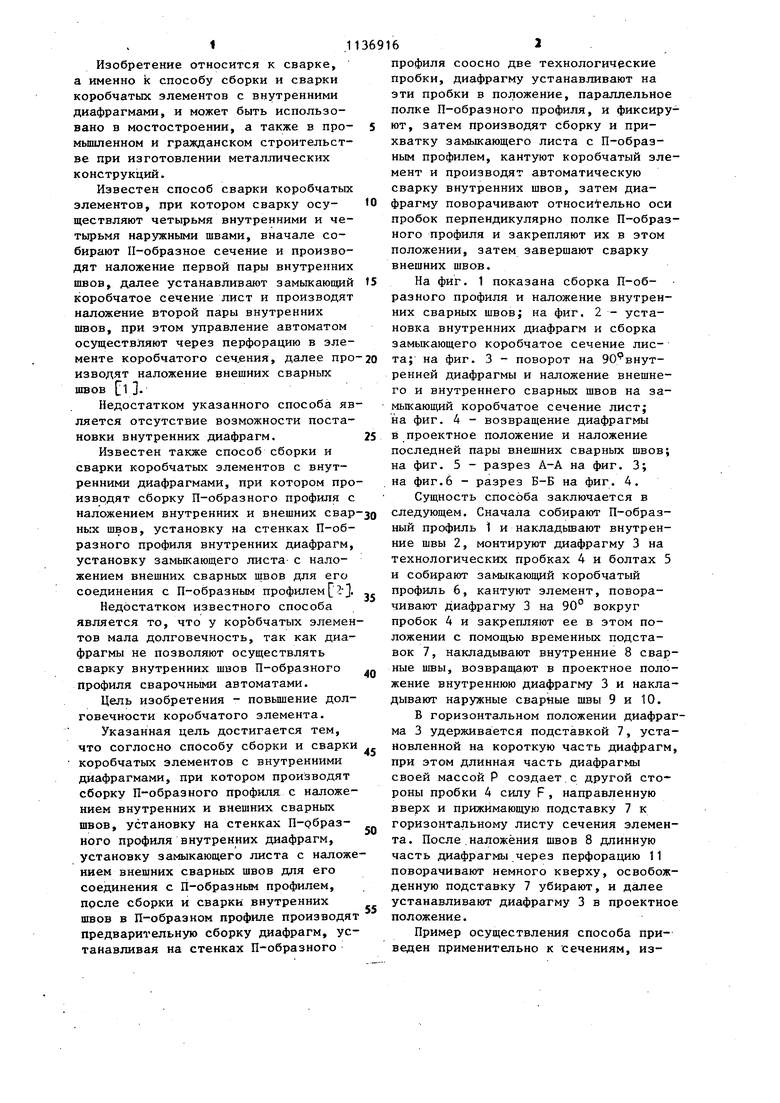
| название | год | авторы | номер документа |
|---|---|---|---|
| РАМА БОКОВАЯ ТЕЛЕЖКИ ГРУЗОВОГО ВАГОНА ШТАМПОСВАРНОЙ КОНСТРУКЦИИ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2566798C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУКОЛЕИ ДВУХКОЛЕЙНОГО ДВУХСЕКЦИОННОГО МЕХАНИЗИРОВАННОГО ПРОЛЕТНОГО СТРОЕНИЯ МОСТОВОГО БЛОКА | 1995 |
|
RU2102553C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ КОРОБЧАТОГО СЕЧЕНИЯ | 1991 |
|
RU2022743C1 |
| КРУПНОТОННАЖНЫЙ КОНТЕЙНЕР | 1992 |
|
RU2040451C1 |
| Рама контейнеровоза и способ ее сборки | 1991 |
|
SU1776241A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАНЕЛИ ШПУНТОВОЙ СВАРНОЙ ВОЛНООБРАЗНОГО ПРОФИЛЯ В ПОПЕРЕЧНОМ СЕЧЕНИИ | 2021 |
|
RU2777628C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАНЕЛИ ШПУНТОВОЙ СВАРНОЙ ВОЛНООБРАЗНОГО ПРОФИЛЯ В ПОПЕРЕЧНОМ СЕЧЕНИИ | 2021 |
|
RU2777629C1 |
| КРЫШКА ЯМНОЙ ПРОПАРОЧНОЙ КАМЕРЫ | 1991 |
|
RU2073606C1 |
| КОТЕЛ ВАГОНА-ЦИСТЕРНЫ ДЛЯ ПЕРЕВОЗКИ ЖИДКИХ ПИЩЕВЫХ ПРОДУКТОВ (ВАРИАНТЫ) | 2013 |
|
RU2568623C2 |
| Цельноперевозимый коробчатый блок стальных пролетных строений и способ его изготовления | 1985 |
|
SU1273428A1 |
СПОСОБ СБОРКИ И СВАРКИ КОРОЁЧАТЫХ ЭЛЕМЕНТОВ С ВНУТРЕННИМИ ДИАФРАГМАМИ, при котором производят сборку П-образного профиля с наложением внутренних и внешних сварных швов, установку.на стенках П-образного профиля внутренних диафрагм, установку замыкаюшего листа с наложением внешних сварных швов для его соединения с П-образным профилем, отлича.ющийся тем, что, с целью повьшения долговечности коробчатого элемента, после сборки и сварки внутренних швов в П-образном профиле производят предварительную сборку диафрагм, устанавливая на стенках П-образного профиля соосно две технологические пробки, диафрагму устанавливают на эти пробки в положение, параллельное полке П-образного профиля, и фиксируют, затем производят сборку и прихватку замыкающего листа с П-образным профилем, кантуют коробчатый элемент и производят автоматическую сварку внутренних швов затем диафрагму поворачивают относительно оси пробок перпендикулярно полке П-образного профиля и закрепляют их в этом положении, затем завершают сварку внешних швов.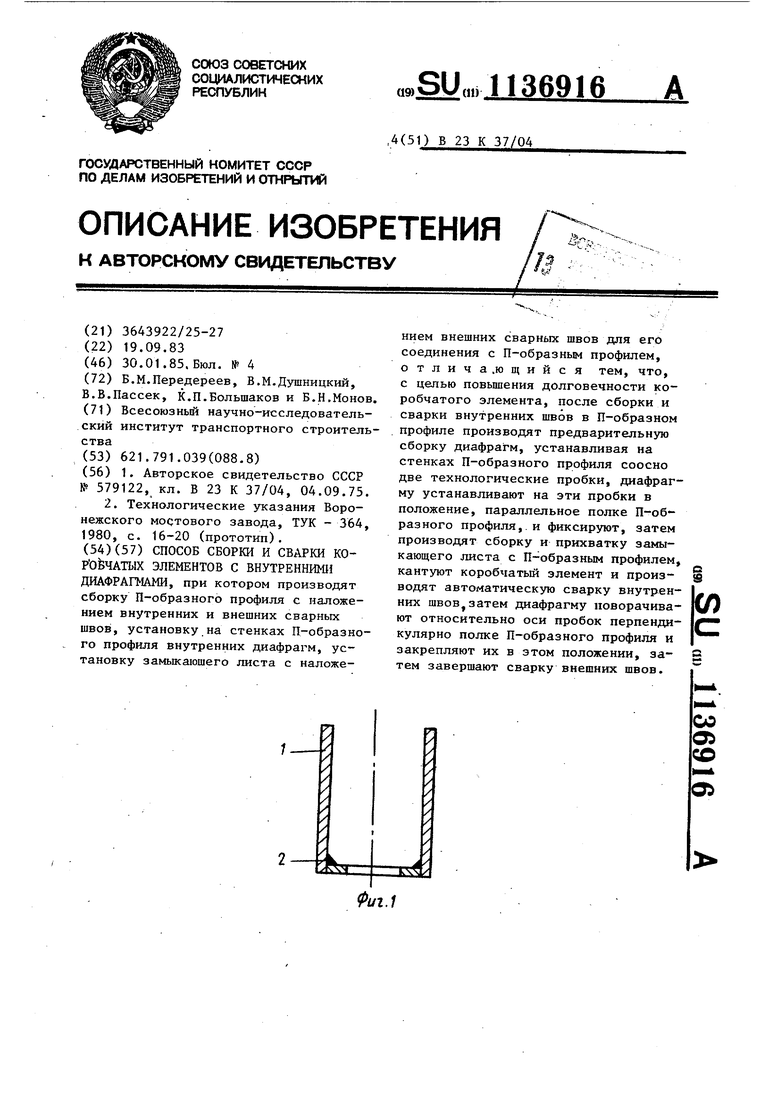
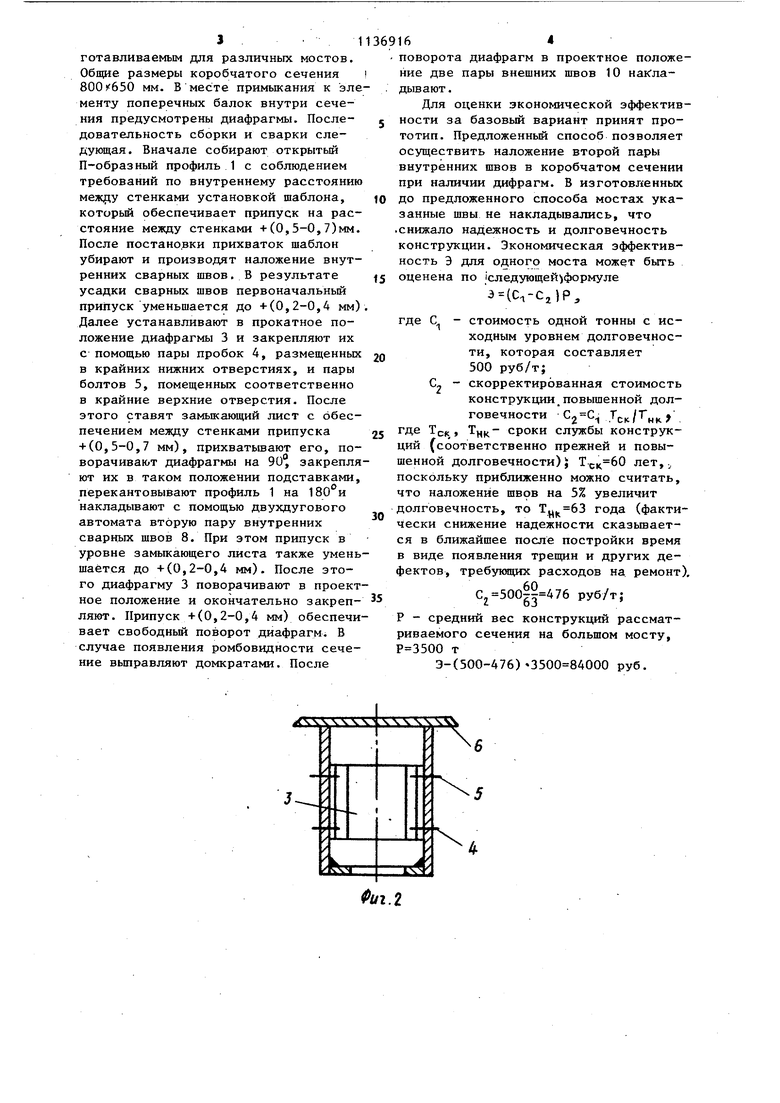
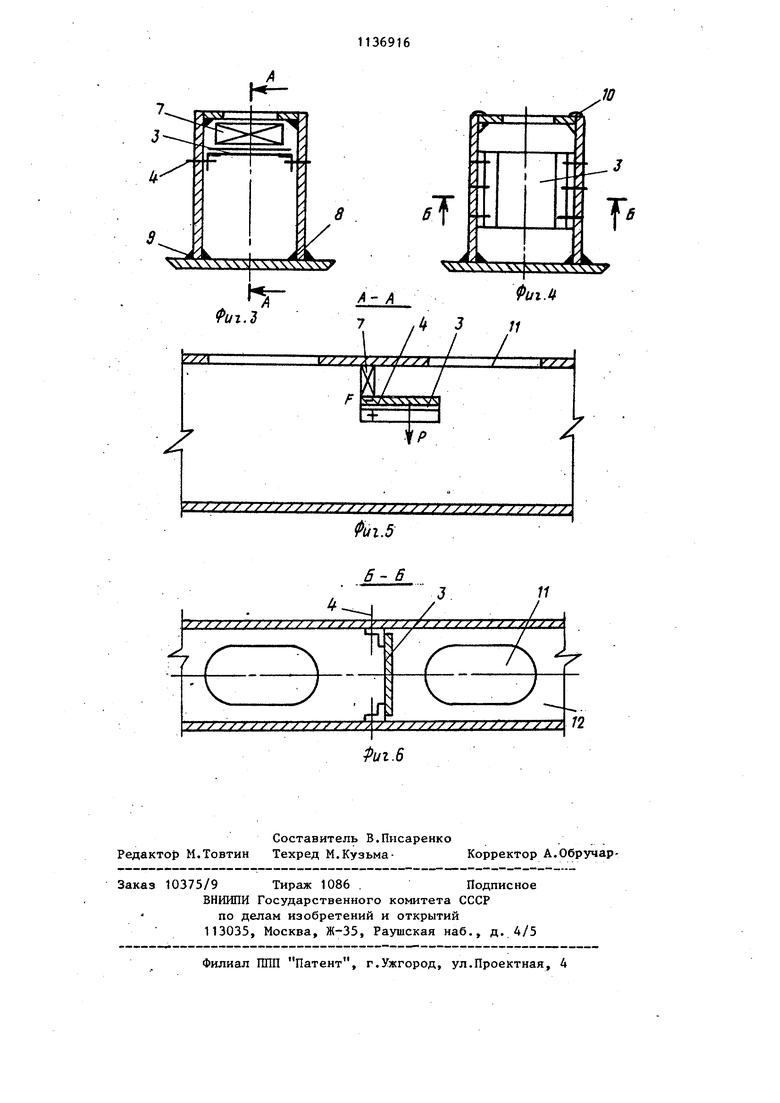
l4 Изобретение относится к сварке, а именно к способу сборки и сварки коробчатых элементов с внутренними диафрагмами, и может быть использовано в мостостроении, а также в промьшшенном и гражданском строительстве при изготовлении металлических конструкций. Известен способ сварки коробчатых элементов, при котором сварку осуществляют четырьмя внутренними и четырьмя наружными швами, вначале собирают П-образное сечение и производят наложение первой пары внутренних швов, далее устанавливают замыкаюпщй коробчатое сечение лист и производят наложение второй пары внутренних швов, при этом управление автоматом осуществляют через перфорацию в элементе коробчатого сеч.ения, далее про изводят наложение внешних сварных швов СОНедостатком указанного способа яв ляется отсутствие возможности постановки внутренних диафрагм. Известен также способ сборки и сварки коробчатых элементов с внутренними диафрагмами, при котором про изводят сборку П-образного профиля с наложением внутренних и внешних свар ных швов, установку на стенках П-образного профиля внутренних диафрагм, установку замыкающего листа- с наложением внешних сварных швов для его соединения с П-образным профилем . Недостатком известного способа является то, что у коробчатых элемен тов мала долговечность, так как диафрагмы не позволяют осуществлять сварку внутренних швов П-образного профиля сварочными автоматами. Цель изобретения - повышение долговечности коробчатого элемента. Указанная цель достигается тем, что соглосно способу сборки и сварки коробчатых элементов с внутренними диафрагмами, при котором производят сборку П-образного профиля с наложением внутренних и внешних сварных швов, установку на стенках П-образного профиля внутренних диафрагм, установку замыкающего листа с наложе нием внешних сварных швов для его соединения с П-образньм профилем, после сборки и сварки внутренних швов в П-образном профиле производя предварительную сборку диафрагм, ус танавливая на стенках П-образного профиля соосно две технологические пробки, диафрагму устанавливают на эти пробки в положение, параллельное полке П-образного профиля, и фиксируют, затем производят сборку и прихватку замыкающего листа с П-образньм профилем, кантуют коробчатый злемент и производят автоматическую сварку внутренних швов, затем диафрагму поворачивают относительно оси пробок перпендикулярно полке П-образного профиля и закрепляют их в этом положении, затем завершают сварку внешних швов. На фиг. 1 показана сборка П-образного профиля и наложение внутренних сварных швов; на фиг. 2 - установка внутренних диафрагм и сборка замыкающего коробчатое сечение листа; на фиг. 3 - поворот на 90 внутренней диафрагмы и наложение внешнего и внутреннего сварных швов на замыкающий коробчатое сечение лист; на фиг. 4 - возвращение диафрагмы в проектное положение и наложение последней пары внешних сварных швов; на фиг. 5 - разрез А-А на фиг. 3; на фиг.6 - разрез Б-Б на фиг. 4. Сущность способа заключается в следующем. Сначала собирают П-образный профиль 1 и накладывают внутренние швы 2, монтируют диафрагму 3 на технологических пробках 4 и болтах 5 и собирают замыкающий коробчатый профиль 6, кантуют элемент, поворачивают диафрагму 3 на 90° вокруг пробок 4 и закрепляют ее в этом положении с помощью временных подставок 7, накладывают внутренние 8 сварные швы, возвращают в проектное положение внутреннюю диафрагму 3 и накладывают наружные сварные швы 9 и 10. В горизонтальном положении диафрагма 3 удерживается подставкой 7, установленной на короткую часть диафрагм, при этом длинная часть диафрагмы своей массой Р создает.с другой стороны пробки 4 силу F, направленную вверх и прижимающую подставку 7 к горизонтальному листу сечения элемента. После . наложения швов 8 длинную часть диафрагмы через перфорацию 11 поворачивают немного кверху, освобожденную подставку 7 убирают, и далее устанавливают диафрагму 3 в проектное положение. Пример осуществления способа приведен применительно к сечениям, из3 . 1 готавливаемым для различных мостов. Общие размеры коробчатого сечения вООкбЗО мм. Вмесите примыкания к эле менту поперечных балок внутри сечения предусмотрены диафрагмы. Последовательность сборки и сварки следующая. Вначале собирают открытый П-образный профиль 1 с соблюдением требований по внутреннему расстоянию мелфу стенками установкой щаблона, который обеспечивает припуск на расстояние между стенками +(0,5-0,7)мм. После постановки прихваток шаблон убирают и производят наложение внутренних сварных швов. В результате усадки сварных швов первоначальный припуск уменьшается до +(0,2-0,4 мм) Далее устанавливают в прокатное положение диафрагмы 3 и закрепляют их с помощью пары пробок 4, размещенных в крайних нижних отверстиях, и пары болтов 5, помещенных соответственно в крайние верхние отверстия. После этого ставят заг а 1кающий лист с обеспечением между стенками припуска +(0,5-0,7 мм), прихватывают его, поворачивают диафрагмы на 90° закрепляют их в таком положении подставками, перекантовывают профиль 1 на 180°и накладывают с помощью двухдугового автомата вторую пару внутренних сварных швов 8. При этом припуск в уровне замьжающего листа также уменьшается до +(0,2-0,4 мм). После этого диафрагму 3 поворачивают в проектное положение и окончательно закрепляют. Припуск +(0,2-0,4 мм) обеспечивает свободный поворот диафрагм В случае появления ромбовидности сечение вьшравляют домкратами. После
369164
поворота диафрагм в проектное положение две пары внешних швов 10 накла. дывают.
Для оценки экономической эффективности за базовый вариант принят прототип. Предложенный способ позволяет осуществить наложение второй пары внутренних швов в коробчатом сечении при наличии дифрагм. В изготовленных 10 до предложенного способа мостах указанные швы не накладывались, что .снижало надежность и долговечность конструкции. Экономическая эффективность Э для одного моста может быть 5 оценена по 1следующей)формуле Э(С,-Сг)Р,
где С - стоимость одной тонны с исходным уровнем долговечности, которая составляет 500 руб/т;
С, скорректированная стоимость конструкции,повышенной долговечности TCK/THK
где Тс(г, Т|,ц- сроки службы конструкций (соответственно прежней и повышенной долговечности)} лет,., поскольку приближенно можно считать, что наложение швов на 5% увеличит долговечность, то года (фактически снижение надежности сказьшается в ближайшее после постройки время в виде появления трещин и других дефектов, требующих расходов на ремонт).
руб/т;
Р - средний вес конструкций рассматриваемого сечения на большом мосту, т
Э-(500-476)«3500 84000 руб.
Фиг.2
,10
Т
ФигМ
/-Л
У V J /I III ИИ/Ш I II
4
- 6
11
/
/
Tri
n
Риг.6
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Кондуктор для сборки под сварку металлоконструкций из листового матеоиала | 1975 |
|
SU579122A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Технологические указания Воронежского мостового завода, ТУК - 364, 1980, с | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
