со ч
Од
ел
г
Изобретение относится к обработке металлов давлением и может быть использовано при импульсной штамповке полых деталей.
Наиболее близким по технической сущности, и достигаемому эффекту является известное устройство для импульсной штамповки полых деталей типа приемных гильз протезов конечностей, icoTopoe содержит соосно размещенные матрицу с крышкой, имеющей осевое отверстие, и детонационную трубу со средствами подачи и поджигя газовой смеси, а также узел герметизации детонационной трубы, размещенный у открытого ее торца.
Недостатком известного устройства является неравномерная проштамповка изготавливаемой детали, так как произвольная установка матрицы на столе приводит к неточной ее центровкепо отношению к оси детонационной камеры. Кроме того, недостатком устройства является также невысокая надежность его в работе.
Целью изобретения является повышение надежности работы устройства и качества штампуемых деталей.
Для достижения поставленной задачи описываемое устройство ;щя импульсной штамповки полых 7 eтaлeй типа: приемных птьз протезов конечностей, которое содержит соосно размещенные матрицу с крышкой, имеющей осевое отверстие, и детонационную трубу со средствами подачи и поджига газовой смеси, а также узел ге метизации детонационной трубы, размещенный у ее открытого торца, оно снабжено ког«ухом, выполненным в виде корпуса с проемОлМ в вертикальной стенке и перекрывающей его поворотной плитой, шарнирно закрепленной на корпусе, жестко закрепленным на плите столом для установки матрицы, и установленной на основании опорой для матрихда, а также элементом фиксации и центровки матрицы, выполненными в виде -жестко прикрепленных к столу вертикальных стенок, .охватывающих по наружной поверхности матрцу, и стягивающий их съемной планки При этом крышка матрицы жестко закреплена на плите.
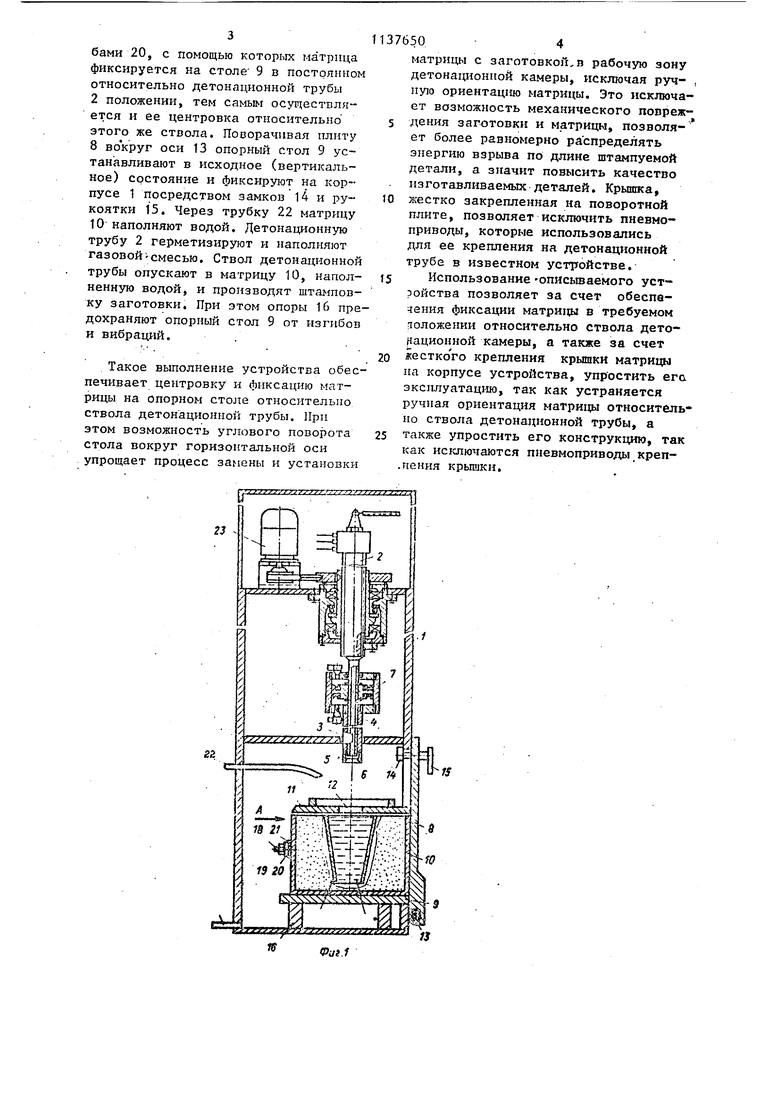
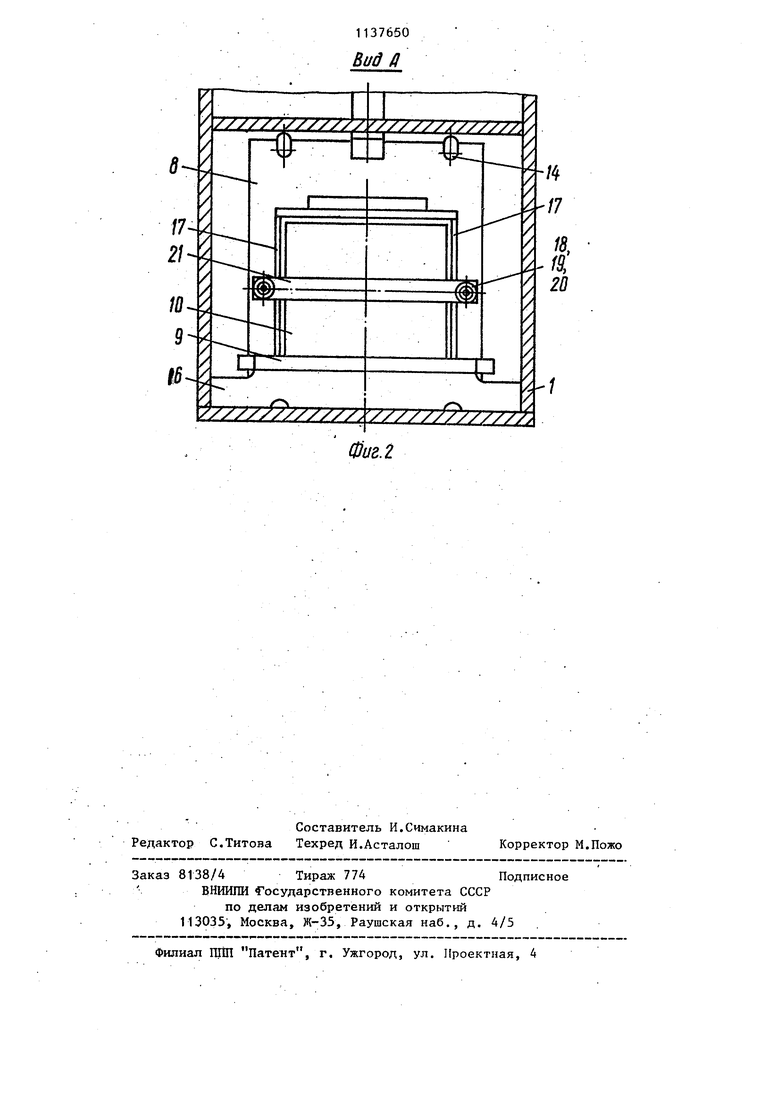
На фиг.1. изображено описываемое устройство, продольный разрез} на фиг.2 - вид А на фиг.1.
376502
Описываемое устройство для импульсной штамповки полых деталей типа приемных г}шьз протезов конечностей содержит кожух п виде корпу5 са 1, в котором установлена детонационная труба 2 с узлом 3 герметизации ее ствола, выполненньм, например, в виде цилиндрического насадка 4 с втулкой 5, в которую помещена
О эластичная мембрана 6, и закрепленным на торце ствола детонационной трубы посредством пневмопривода 7. Корпус 1 вьшолнен с проемом, перекрьюаемым поворотной гоштой 8, в
5 нижней ее части перпендикулярно к ней жестко прикреплен опорньй стол 9 для размещения на нем матрицы 10, а в верхней части на плите 8 жестко установлена крышка 11 с отверстием 12
0 Плита 8 в нижней части имеет проушины, закрегшена на корпусе посредством подвижной горизонтальной оси 13 с возможностью поворота вокруг нее па 90° и фиксируется на корпусе в .
5 вертикальном положении с помощью замков 14 с рукояткой 15. Под опориьш столом на основании корпуса установлена опора 16, предохраняющая его от изгиба и вибрации, а ось 13 0 от воздействия чрезмерной нагрузки при штамповке взрывом. Между опорным столом и крьшкой установлены две боковые стенки 17, жестко соединенные с плитой, опорным столом и.
с крышкой таким образом, чтобы обеспечить зазор для установки матрицы. На корпусе посредством винтового стержня 18, гаек 19 с шайбами 20 закреплена горизонтальная прижимная
Q планка 21, с помощью которой осуществляется центровка и фиксация матрицы. На корпусе 1 закреплена трубка 22 для подачи в нее среды воды. Вертикальное перемещение детонационной трубы осуществляется посредством электропривода 23.
Описываемое устройство работает следующим образом. Поворотом рукоя.тки 15 открываются замки 14 и плита
8 поворачивается вокруг оси 13 в Горизонтальное положение. На опорньй стол 9 устанавливается матрица 10 с заготовкой, в которую помещают полиэтиленовый мешок. Матрицу 10
55 устанавливают между боковыми стенками 17 посредством съемной прижимной планки 21, затягивая ее на стержнях 18 с помощью гаек 19 с шай
бами 20, с помощью которых матрица фиксируется на столе 9 в постоянном относительно детонационной трубы 2 положении, тем самым осуществляется и ее центровка относительно этого же ствола. Поворачивая плиту 8 вокруг оси 13 опорный стол 9 устанавливают в исходное (вертикальное) состояние и фиксируют на корпусе 1 посредством замков 14 и рукоятки 15. Через трубку 22 матрицу 10 наполняют водой. Детонационную трубу 2 герметизируют и наполняют газовойСмесью, Ствол детонационной трубы опускают в матрицу 10, наполненную водой, и производят штамповку заготовки. При этом опоры 16 пре дохраняют опорный стол 9 от изгибов и вибраций.
Такое выполнение устройства обеспечивает центровку и фиксацию матрицы на опорном столе относительно ствола детонационной трубы. При этом возможность углового поворота стола вокруг горизонтальной оси упрощает процесс замены и устаиовки
23 (Pui.l
1376504
матрицы с заготовкой,п рабочую зону детонационной камеры, исключая руч- , ную ориентацию матрицы. Это исключает возможность механического повреждения заготовки и матрицы, позволя- ет более равномерно распределять энергию взрыва по длине штампуемой детали, а значит повысить качество изготавливаемых деталей. Крышка,
10 жестко закрепленная на поворотной плите, позволяет исключить пневмоприводы, которые использовались для ее крепления на детонационной трубе в известном устройстве,
15 Использование описьтаемого устройства позволяет за счет обеспечения фиксации матрицы в требуемом гюложении относительно ствола детонационной камеры, а также за счет
20 кесткого крепления крышки матрицы на корпусе устройства, упростить егс эксплуатацию, так как устраняется ручная ориентация матрицы относительно ствола детонационной трубы, а
25 также упростить его конструкцию, так как исключаются пневмоприводы креп.пения крышки.
13
//.
-
8- 172/-
/
1137650
Вид а
///7777
4
Фиг.г
| название | год | авторы | номер документа |
|---|---|---|---|
| Универсальный штамп для вырезки прямоугольных пазов | 1978 |
|
SU774702A1 |
| УСТРОЙСТВО ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ ШТАМПОВКИ | 2018 |
|
RU2691014C1 |
| УСТРОЙСТВО ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ ДЕТАЛЕЙ | 2000 |
|
RU2188731C2 |
| Устройство для сферодвижной штамповки деталей | 1986 |
|
SU1344467A1 |
| СПОСОБ ШТАМПОВКИ ДЕТАЛЕЙ ИЗ МЕТАЛЛОВ И СПЛАВОВ И ПРЕСС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2605011C1 |
| Способ листовой штамповки и устройство для его осуществления | 1989 |
|
SU1712031A1 |
| УСТРОЙСТВО ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ ШТАМПОВКИ | 2018 |
|
RU2691012C1 |
| УСТРОЙСТВО ДЛЯ ИМПУЛЬСНОЙ ШТАМПОВКИ | 2005 |
|
RU2309019C2 |
| Способ гидромеханической вытяжки листовых заготовок | 1990 |
|
SU1750801A1 |
| Устройство для магнитно-импульсной штамповки трубчатых заготовок | 1990 |
|
SU1754284A1 |
УСТРОЙСТВО ДЛЯ ИМПУЛЬСНОЙ ШТАМПОВКИ ПОЛЫХ ДЕТАЛЕЙ ТИПА ПРИЕМНЬ1Х ГИЛЬЗ ПРОТЕЗОВ КОНЕЧНОСТЕЙ, содержащее соосно размещенные матрицу с крышкой, имеющей осевое отверстие и детонационную трубу со средствами подачи и поджига газовой сме си, а также узел герметизации детонационной трубы, размещенный у открытого ее торца, отличающееся тем, что, с целью повышения надежности работы и качества штампуемых деталей, оно снабжено кожухом, выполненным в виде корпуса с проемом в верт1псальной стенке h.перекрывающей его поворотной плитой, шарнирно закрепленной на корпусе, жестко закрепленным на плите столом для установки матршцл и установленной на основании опорой плиты, а также элементами фиксации и центровки матрицы, выполненными в виде жестко прикрепленных к столу верти(Л кальных стенок, охватывающих по наружной .поверхности матрицу, и стягивающей их планки, при этом крышка § матрицы жестко закреплена на плите.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для изготовления приемных гильз протезов конечностей | 1979 |
|
SU878280A1 |
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
