В известных конструкциях формовочных пескодувных машин, соотоящих из пескодувной головки, вдувной камеры, опорного стоЛЗ, дозирующего цилиндра и поворотного кро.нштейна, отсутствует вертикальное перемещение пескодувной головки, что не дает возможности изготовлять формы непосредственно на вертикально-замкнутом ко неейере с неопрокидывающимигя тележками.
В предлагаемой машине, с целью применения ее для изготовления форм .на вертикально-замкнутом конвейере с неоп)оюидывающгимися теле}К1ками, поворотный кронштейн,и пескодувная головка снабжены боковыми проуш:инами, перемещающимися по вертикальным направляющим.
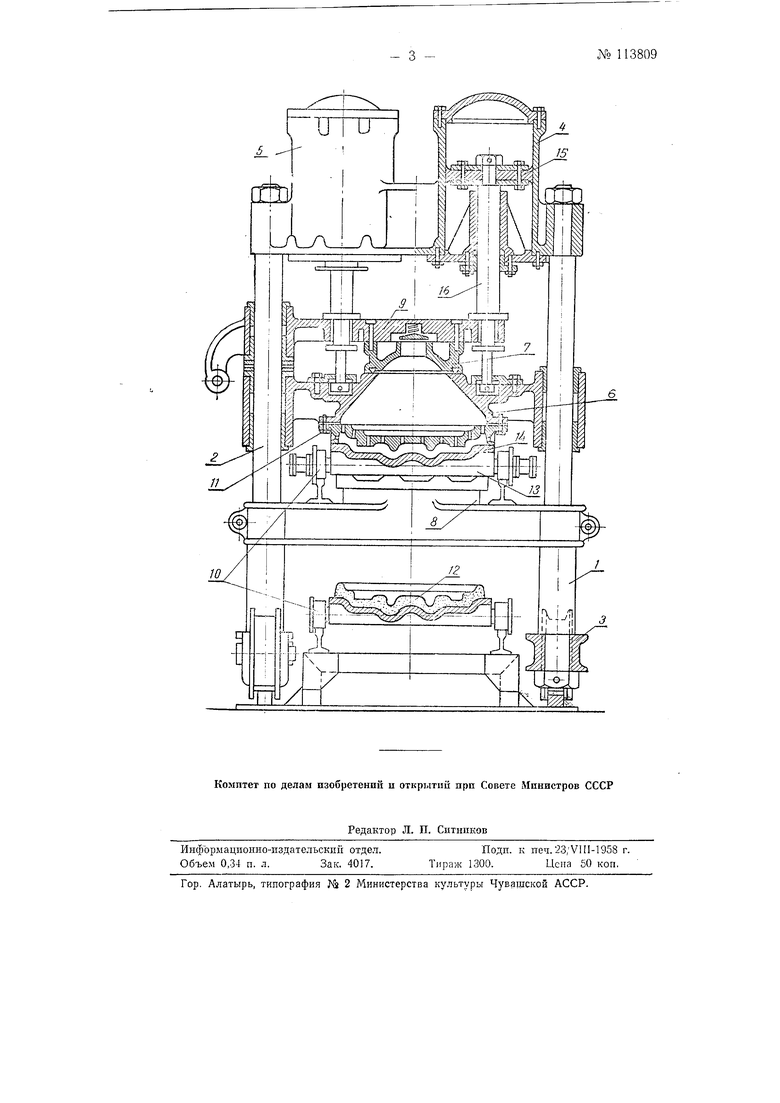
На чертеже показана предлагаемая формо;вочная мащин а, вид спереди с мастичным разрезом.
Стойки / и 2, закрепленные в брусьях 3, несут на себе два пневмоциллндра 4 ц 5, снабженную проушинами нескодувиую головку 6, вдувную камеру 7, опорный стол 8 и дозируюнгий цилиндр, укрепленный на поворотном с Проущинами кроннггсйне 9. Нижний конец бу.чкера (на че ггежс не показан) со смесью
проходит в пневмоцилиндров 4 и 5 н опирается на них. Тележки конвейера, выполняющие роль контрплйт, на рол.иках 10 перемещаются по рельсам, которые опираются на траверсу стола S и на опорную конструкцию конвейера, К нижней пескодувной головки крепится модельная плита 11, наружная поверхность которой образует внутреннюю поверхность корки 12, создающую форму отливки.
Одновременный новорот вдувной камеры 7 относительно левой стойки и гтоворот пескодувной головки 6 относительно правой стойки осуществляется дополнительным пневмоцилиндром.
Работает машгина следующим образом.
Когда тележка 13 z контрплитой 14 останавливается под модельной пл.итой //, автом атическн подается сжатый воздух в верхнюю полость цилиндрО в 4 и 5, и посредством поршней 15 с помощью штоков 16 нраисходит прижимание вдувной Камеры 7 к пескодувной головке 6 и псрел ещен1ие ее вниз до прижатия к контрплИте 14. После прижатия моде,;; ;)ii плиты // к контрнлите 14 автоМатически включается вдув смеси, по оког1чан1И и которого переключеиием воздуха в нижнюю полость цилиндров 4 к 5 ,подни1мается вверх пескодувная головка 6 с вдувной камерой 7, и ПрО И31вод1Ится вытяжка модельной ПЛИТЫ //. По достижения верхнего исходного положения, вдувная камера 7 отводится в сторожу, ос1во|бождая место для дозИрующего цилиндра, который повернувшись вслед за камерой, засылает очередную дозу смеси в цескодувную головку 6.
После этого дозирующий цилиндр от ходит назад, уступая место вдувной камере 7 для следующего вдзва.
Предмет изобретения
Формовочная пеокодуина.я мащина, состоящая ,из пескодувной головки, вдувной камеры, опорного стола, доЗ;И рующего цилиндра и поворотного кр01нщтейна, отличающаяс я тем, что, с целью применения маЩины для изготавлен1ия форм на вертикально-замкнутом конвейере с iHsanpiOK ид ькв а ющи мися тел ежка м и, поворотный кронщтейн и пескодувная головка снабжены боковыми проушинами, церемещающимися по вертикальньгм направляющим общеизвестными средств1а 1и.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическое нагружающее устройство для прижатия верхних полуформ к нижним при корковом литье на пульсирующем конвейере | 1958 |
|
SU115749A1 |
| Пескодувная машина | 1974 |
|
SU728979A1 |
| Формовочная машина | 1986 |
|
SU1407658A1 |
| Машина для изготовления безопочных литейных форм | 1982 |
|
SU1060297A1 |
| Формовочный блок безопочной формовки | 1981 |
|
SU1028417A1 |
| Установка для изготовления парных безопочных форм | 1980 |
|
SU876266A1 |
| Установка для изготовления безопочных литейных форм | 1984 |
|
SU1212689A1 |
| Установка для изготовления литейных стержней по нагреваемой оснастке | 1976 |
|
SU662241A1 |
| Формовочный автомат для изготовления литейных полуформ | 1982 |
|
SU1066727A1 |
| Установка для горизонтально-стопочной формовки | 1983 |
|
SU1202693A1 |