(54) УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ ПО НАГРЕВАЕМОЙ ОСНАСТКЕ
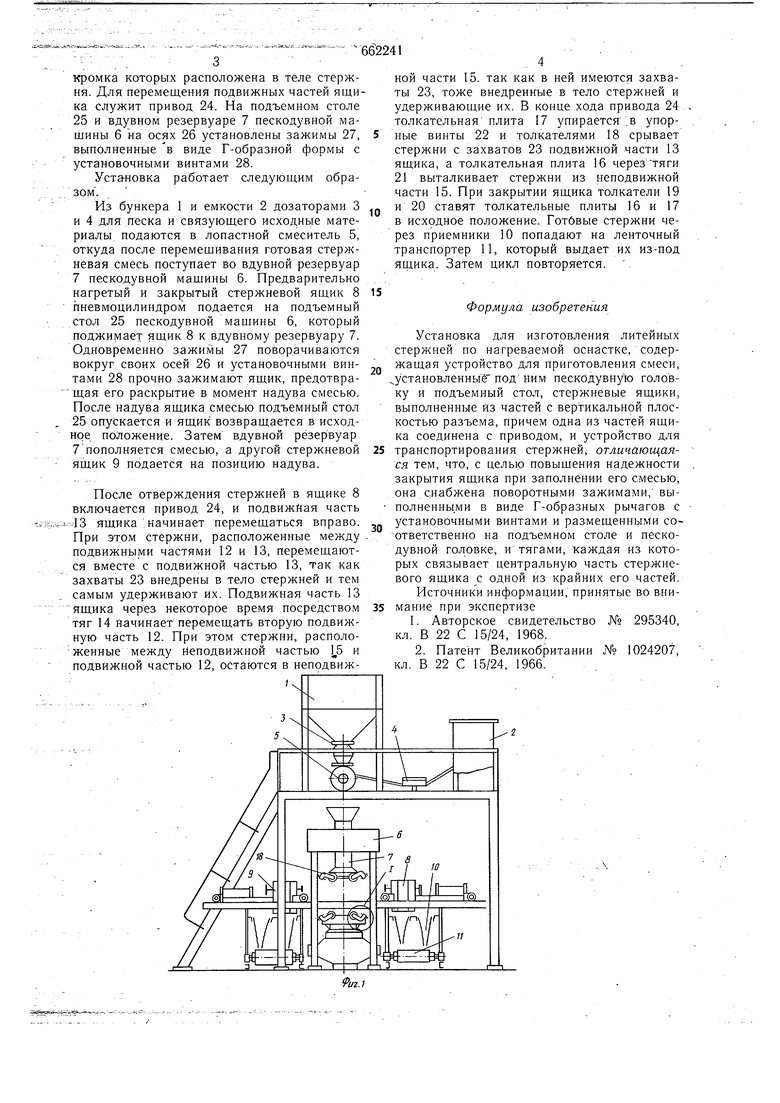
кромка которых расположена в теле стержня. Для перемещения подвижных частей ящика служит привод 24. На подъемном столе 25 и вдувном резервуаре 7 пескодув.ной мащины 6 на осях 26 установлены зажимы 27, выполненные в виде Г-образной формы с установочными винтами 28.
Уста-новка работает следующим образом.
Из бункера 1 и емкости 2 дозаторами 3 и 4 для яеска и связующего исходные материалы подаются в лопастной смеситель 5, откуда после перемещивания готовая стержневая смесь поступает во вдувной резервуар 7 пескодувной мащины 6. Предварительно нагретый и закрытый стержневой ящик 8 пневмоцилиндром подается на подъемный стол 25 пескодувной мащины 6, который поджимает ящик 8 к вдувному резервуару 7. Одновременно зажимы 27 поворачиваются вокруг своих осей 26 и установочными винами 28 прочно зажимают ящик, предотвращая его раскрытие в момент надува смесью. После надува ящика смесью подъемный стол 25 опускается и ящик возвращается в исходое положение. Затем вдувной резервуар 7 пополняется смесью, а другой стержневой ящик 9 подается на позицию надува.
После отверждения стержней в ящике 8 включается привод 24, и подвижная часть
З ящика начинает перемещаться вправо. При этом стержни, расположенные между подвижными частями 12 и 13, перемещаются вместе с подвижной частью 13, так как ахваты 23 внедрены в тело стержней и тем самым удерживают их. Подвижная часть 13
Ящика через некоторое время посредством яг 14 начинает перемещать вторую подвижную часть 12. При этом стержни, расположенные между неподвижной частью и подвижной частью 12, остаются в неподвижНОЙ части 15. так как в ней имеются захваты 23, тоже внедренные в тело стержней и удерживающие их. В конце хода привода 24 толкательная плита 17 упирается .в упорные винты 22 и толкателями 18 срывает стержни с захватов 23 подвижной части 13 ящика, а толкательная плита 16 через Тяги 21 выталкивает стержни из неподвижной части 15. При закрытии ящика толкатели 19 и 20 ставят толкательные плиты 16 и 17 в исходное положение. Готовые стержни через приемники 10 попадают на ленточный транспортер 11, который выдает их из-под ящика. Затем цикл повторяется.
Формула изобретения
Установка для изготовления литейных стержней по нагреваемой оснастке, содержащая устройство для приготовления смеси, установленный под ним пескодувную головку и подъемный стол, стержневые ящики, выполненные из частей с вертикальной плоскостью разъема, причем одна из частей ящика соединена с приводом, и устройство для 5 транспортирования стержней, отличающаяся тем, что, с целью повыщения надежности закрытия ящика при заполнении его смесью, она снабжена поворотными зажимами,вы полненными в виде Г-образных рычагов с установочными винтами и размещенными соответственно на подъемном столе и пескодувной головке, и тягами, каждая из которых связывает центральную часть стержневого ящика с одной из крайних его частей. Источники информации, принятые во вни5 мание при экспертизе
1. Авторское свидетельство № 295340, кл. В 22 С 15/24, 1968.
2. Патент Великобритании № 1024207, кл. В 22 С 15/24, 1966.
«
21
1
19
77
20
13
Г/
//
25
| название | год | авторы | номер документа |
|---|---|---|---|
| Пескодувная машина | 1974 |
|
SU728979A1 |
| СТЕРЖНЕВАЯ МАШИНА | 1970 |
|
SU267017A1 |
| Автомат для изготовления крупногабаритных литейных стержней | 1983 |
|
SU1196110A1 |
| Установка для изготовления стержней в нагреваемых ящиках | 1969 |
|
SU441091A1 |
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ ПО НАГРЕВАЕМОЙ ОСНАСТКЕ | 1994 |
|
RU2090300C1 |
| Блок стержневой оснастки и установка для изготовления литейных стержней | 1990 |
|
SU1759525A2 |
| Установка для изготовленияОбОлОчКОВыХ СТЕРжНЕй | 1979 |
|
SU810364A1 |
| Стержневой ящик | 1981 |
|
SU1002082A1 |
| Способ изготовления литейных форм и стержней и устройство для его осуществления | 1988 |
|
SU1579629A1 |
| Многопозиционный автомат для изготовления литейных стержней | 1980 |
|
SU910316A1 |

