1
Изобретение касается прокатки труб.
Известен передний стол длиннооправочного трубопрокатного стана, содержащий желоб соосного приема поперечно передаваемых оправки и гильзы, размещенные в нем упор и механизм предварительной зарядки гильзы оправкой и параллельно ему расположенный желоб подачи в стан с механизмами перемещения гильзы и оправки.
Однако при помощи такого устройства невозможно создать непрерывный поток оправок в желобе подачи в стан, который необходим для обеспечения минимального цикла при прокате на свободно плавающей оправке, т. е. к моменту захвата валками стана очередной гильзы передний конец выдвинутой из нее оправки не может находиться в контакте с задним концом уходящей оправки. Таким образом, неизбежен разрыв между оправками, определяемый временем перемещения стола с позиции на позицию.
Цель изобретения - сократить цикл прокатки до минимума, т. е. создать практически непрерывный поток оправок в желобе подачи в стан.
Для этого желоб приема и желоб подачи связаны задерживающе-передаточиым механизмом, а механизмы :перемещения гильзы и оправки выполнены в виде комплектов роликов с расстоянием между ними не менее максимальной длины гильзы.
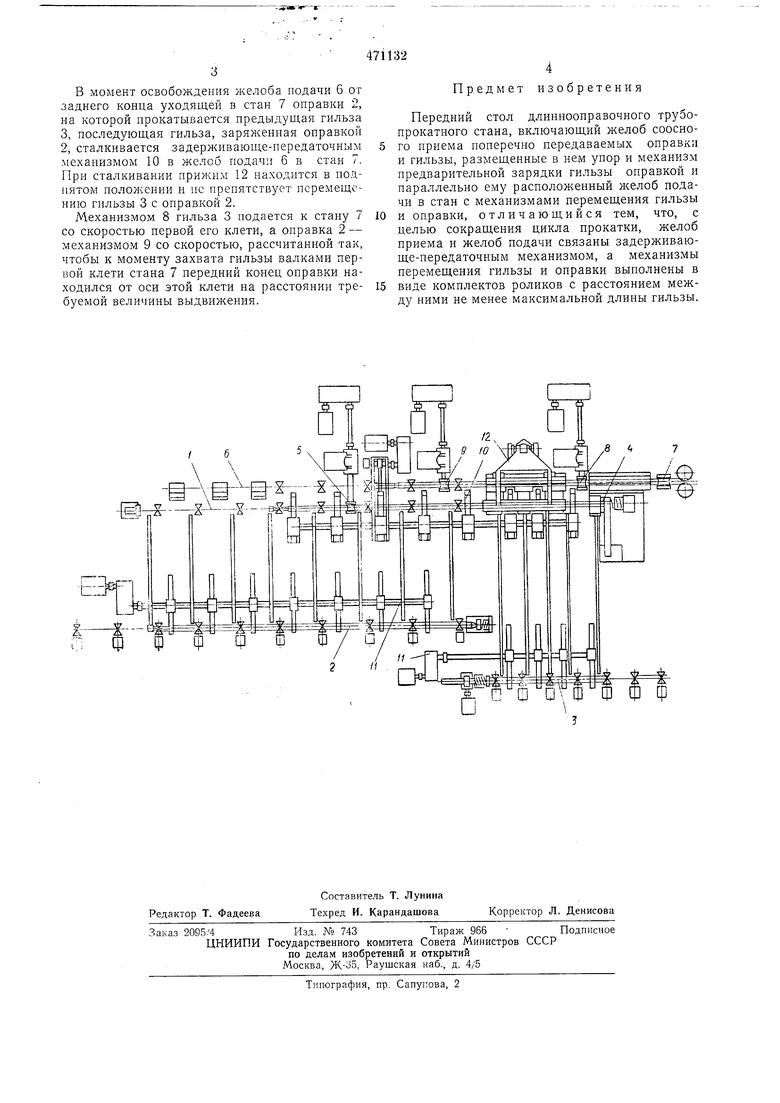
На чертеже изображен предлагаемый передний стол длиннооправочного трубопрокатного стана.
Устройство имеет желоб соосного приема 1 поперечно передаваемых оправки 2 и гильзы 3, размещенные в нем упор 4 и механизм предварительной зарядки 5 гильзы оправкой и параллельно ему расположенный желоб подачи 6 в стан 7 с механизмами 8 и 9 перемещения гильзы и оправки. Желоба 1 и 6 связаны задерживающе-передаточным механизмом 10.
Механизмы перемещения 8 и 9 гильзы и оправки выполнены в виде комплектов роликов с расстоянием между ними не менее максимальной длины гильзы.
Передний стол работает следующим образом.
Устройствами поперечной передачи 11 гильза 3 и оправка 2 подаются в желоб соосного приема I. Далее гильза 3 фиксируется прижимом 12, а оправка 2 механизмом предварительной зарядки 5 на небольщой скорости вводится в гильзу 3 до упора 4. в момент освобождения желоба подачи 6 от заднего конца уходящей в стан 7 оправки 2, на которой прокатывается предыдущая гильза 3, последующая гильза, заряженная оправкой 2, сталкивается задерживающе-передаточным механизмом 10 в желоб подачи 6 в стан 7. При сталкивании прижн.м 12 находится в поднятом положении и не препятствует перемещению гильзы 3 с оправкой 2. Механизмом 8 гильза 3 подается к стану 7 со скоростью первой его клети, а оправка 2 - механизмом 9 со скоростью, рассчитанной так, чтобы к моменту захвата гильзы валками первой клети стана 7 передний конец оправки находился от оси этой клети на расстоянии требуемой величины выдвижения. 4 Предмет изобретения Передний стол длиннооправочного трубопрокатного стана, включающий желоб соосного приема поперечно передаваемых оправки и гильзы, размещенные в нем упор и механизм предварительной зарядки гильзы оправкой и параллельно ему расположенный желоб подачи в стан с механизмами перемещения гильзы и оправки, отличающийся тем, что, с целью сокращения цикла прокатки, желоб приема и желоб подачи связаны задерживающе-передаточным механизмом, а механизмы перемещения гильзы и оправки вынолнены в виде комплектов роликов с расстоянием между ними не менее максимальной длины гильзы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Задний стол непрерывного трубопрокатного стана | 1977 |
|
SU745568A1 |
| Передний стол длиннооправочного трубопрокатного стана | 1985 |
|
SU1284622A1 |
| Передний стол трубопрокатного стана | 1983 |
|
SU1138198A1 |
| Трубопрокатный агрегат | 1983 |
|
SU1186298A1 |
| Рабочая клеть косовалкового короткооправочного стана | 1977 |
|
SU740316A1 |
| Рабочая клеть косовалкового короткооправочного стана | 1977 |
|
SU740315A1 |
| ЗАДАЮЩЕЕ УСТРОЙСТВО ТРУБОПРОКАТНОГО СТАНА | 1992 |
|
RU2033869C1 |
| Стан поперечно-винтовой прокатки труб | 1977 |
|
SU737034A1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕДАЧИ ОПРАВКИ С ОСИ МЕХАНИЗМА ПОДАЧИ ОПРАВОК НА ОСЬ ПРОКАТКИ И ЗАРЯДКИ | 1994 |
|
RU2108176C1 |
| Передний стол длиннооправочного стана | 1987 |
|
SU1470374A1 |
