Изобретение относится к области сварочной техники и может быть использовано при изготовлении арматурных сеток с фиксаторами.
Известные машины, содержащие установленные на станине механизмы подачи продольных и поперечных стержней и сварочные электроды, имеют низкую .производительность вследствие отсутствия механизмов приварки фиксаторов.
Предложенная машина отличается тем, что она снабжена устройством для приварки фиксаторов к поперечным стержням, выполненным в виде установленной на станине с возможностью продольного перемещения от пневмопривода траверсы с нижними электродами и цанговыми захватами проволочной заготовки для фиксаторов и неподвижной траверсы, на которой установлены пневмоножницы для отрезки фиксаторов и верхние электроды.
Указанное отличие обеспечивает повышение производительности и снижение трудоемкости при изготовлении сеток с фиксаторами.
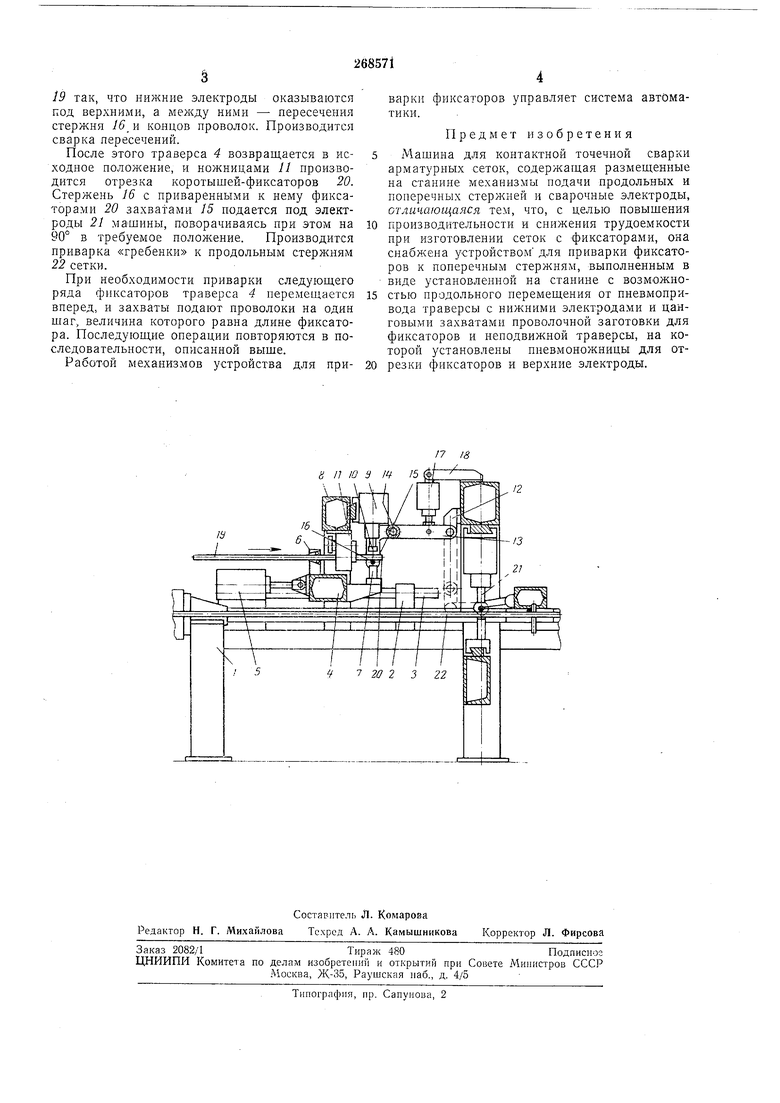
На чертеже показана машина в продольном разрезе.
Р1а станине 1 машины в подшипниках 2 на штоках 3 установлена подвижная траверса 4, которая связана со штоком пневмоцилиндра 5. На траверсе установлены шариковые цанговые захваты 6 и нижние электроды 7. К станине крепится неподвижная траверса
S, на которой установлены пневмоцилиндры 9 с верхними электродами 10 и пневмоножницы 11. Верхние электроды укреплены на штоках пневмопилиндров 9. На станине установлены подшипники 12, к ним шарнирно крепятся рычаги 13, жестко соединенные с балкой 14, на которой установлены захваты 15 для поперечных стержней 16. Захваты представляют собой две губки, из которых одна крепится
жестко к основанию за-хвата, а вторая - шарнирно. Губки стягиваются пружиной, образуя канал для стержня 16. Один из рычагов 13 соединен со штоком пневмоцилиндра 17, корпус которого при помощи кронштейна
18 шарнирно закреплен на станине. Пневмоцилиндр дает возможность рычагам 13 занимать два положения, угол между которыми равен 90°. Работает устройство следующим образом.
Смотанные с бухт и выпрямленные проволоки 19 заправляют в захваты 6 и корпус пневмоножниц так, чтобы концы их оказались над электродами 7.
Балка 14 с захватами 15 находится в верхнем положении, стержень 16 подается в захваты. Если к этому стержню требуется приварить фиксаторы, траверса 4 при помощи пнеимоцилиндра 5 перемещается вперед в направлении, показанном на чертел е стрелкой.
19 так, что нижние электроды оказываются под верхними, а между ними - пересечения стержня 16 и концов проволок. Производится сварка пересечений.
После этого траверса 4 возвращается в исходное положение, и ножницами 11 производится отрезка коротышей-фиксаторов 20. Стержень 16 с приваренными к нему фиксаторами 20 захватами 15 подается под электроды 21 машины, поворачиваясь при этом на 90° в требуемое положение. Производится приварка «гребенки к продольным стержням 22 сетки.
При необходимости приварки следующего ряда фиксаторов траверса 4 перемещается вперед, и захваты подают проволоки на один шаг, величина которого равна длине фиксатора. Последующие операции повторяются в последовательности, описанной выше.
Работой механизмов устройства для приварки фиксаторов управляет система автоматики.
Предмет изобретения
Машина для контактной точечной сварки арматурных сеток, содержащая размещенные на станине механизмы подачи продольных и поперечных стержней и сварочные электроды, обличающаяся тем, что, с целью новышения
производительности и снижения трудоемкости при изготовлении сеток с фиксаторами, она снабжена устройством для нриварки фиксаторов к поперечным стержням, вынолненным в виде установленной на станине с возможностью продольного перемещения от пневмопривода траверсы с нижними электродами и цанговыми захватами проволочной заготовки для фиксаторов и неподвижной траверсы, на которой установлены пневмоножницы для отрезки фиксаторов и верхние электроды.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ АРМАТУРНЫХ СЕТОК | 1972 |
|
SU435081A1 |
| Автоматическая линия для сварки плоских сеток | 1990 |
|
SU1756066A1 |
| УСТРОЙСТВО для КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ АРМАТУРНЫХ СЕТОК | 1970 |
|
SU261615A1 |
| Линия для изготовления пространственных арматурных каркасов | 1980 |
|
SU1093452A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕШЕТЧАТЫХ МЕТАЛЛОКОНСТРУКЦИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2009817C1 |
| Машина для контактной сварки арматурных сеток | 1972 |
|
SU460136A1 |
| Линия для изготовления пространст-ВЕННыХ АРМАТуРНыХ KAPKACOB | 1977 |
|
SU804134A1 |
| Линия для изготовления пространственных арматурных каркасов | 1986 |
|
SU1388230A1 |
| Автоматическая линия для сварки плоских сеток | 1991 |
|
SU1799309A3 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ПОПЕРЕЧНЫХ СТЕРЖНЕЙ ПРИ ТОЧЕЧНОЙ СВАРКЕ СЕТОК | 1966 |
|
SU224736A1 |
1У
12
