1
Изобретение относится к изготовлению арматурных сеток с фиксаторами и может быть использовано в производстве железобетонных изделий.
Известна машина для контактной сварки арматурных сеток, содержащая размещенные на станине механизмы подачи продольных и поперечных стержней, подвижную траверсу с электродами для приварки фиксаторов, имеющая низкую производительность.
Недостатком такого устройства является также его сложность и ненадежность в работе в связи с наличием приварки двух отдельно стоящих сварочных узлов и передающего устройства.
Целью предлагаемого изобретения является повыщение производительности, снижение трудоемкости изготовления сеток с фиксаторами и упрощение конструкции. Это достигается тем, что электроды для приварки фиксаторов и пневмоножницы для их отрезки установлены непосредственно на станине, причем электроды, верхние из которых закреплены неподвижно, а нижние - на штоках пневмоцилиндров, расположены рядом с электродами сварочной машины в одной с ними вертикальной плоскости.
Подаваемый в машину поперечный арматурный стержень при сварке фиксаторов и приварке его к продольной арматуре не передается с одного узла сварки на другой, а находится на одном месте (между верхними и нижними электродами), тем самым повышается производительность линии.
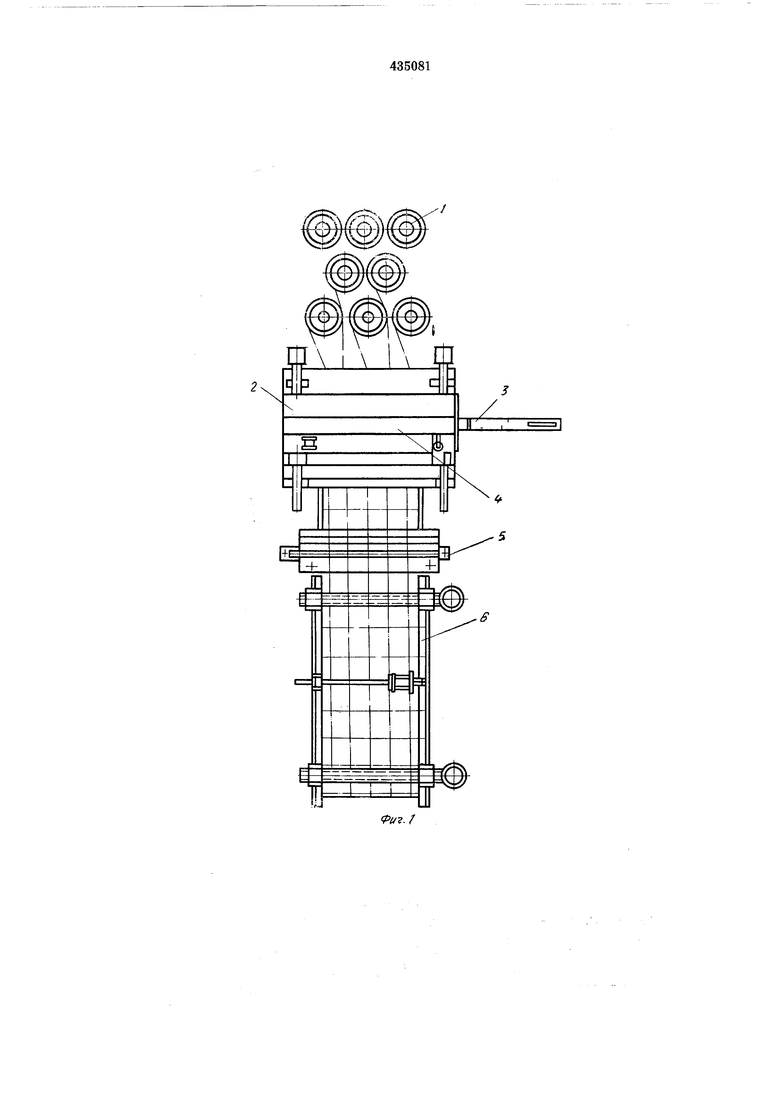
На фиг. 1 изображена предлагаемая машина, вид в плане; на фиг. 2 - устройство для приварки фиксаторов к сеткам, вид сбоку; на фиг. 3 - сечение по А-Л на фиг. 2. Машина состоит из бухтодержателей 1 для
подачи продольной проволоки и проволоки для образования фиксаторов, сварочного устройства 2, устройства 3 подачи поперечной проволоки, устройства 4 для приварки фиксаторов, устройства 5 для отрезки сеток, столапакетировщика готовых сеток 6.
Устройство 4 для приварки фиксаторов состоит из траверсы 7, на которой закреплены шариковые цанговые захваты 8. Траверса приводится в движение от пневмоцилиндра 9.
Для образования фиксаторов 10 из проволоки, после ее приварки к поперечным стержням, служат направляющая втулка 11 и пневматические ножницы 12. Сварочное устройство для приварки фиксаторов состоит из верхних неподвижных электродов 13 и соответственно такого же количества нижних подвижных электродов 14, закрепленных на штоках пневмоцилиндров. Эти электроды установлены на станине рядом с
электродами 15 и 16 для сварки поперечной
проволоки с продольной в одной с ними вертикальной плоскости. Электроды 13 и 14 служат для приварки проволоки 10 к поперечному стержню 17, находящемуся в захватах 18, которые состоят из двух губок, шарнирно стянутых пружиной, образуя канал для поперечного стержня 17. Отверстия в канале таковы, что стержень находится в них в свободном состоянии.
Машина работает следующим образом.
Продольные проволоки из бухтодержателей 1 подаются в сварочное устройство 2. Устройство 3 подает поперечные стержни 17 в захваты 18, после чего срабатывает пиевмоцилиндр 9, и цанговые захваты 8, расположенные на траверсе 7, подают проволоку для фиксаторов 10, которая проходит через направляющую втулку И пневматических ножниц 12. Конец проволоки должен находиться между электродами 13 и 14 над поперечным стержнем 17. Происходит приварка электродами 13 и 14 проволоки к поперечному стержню 17, после чего срабатывают пневматические ножницы 12, которые отрезают конец проволоки длиной, равной длине фиксатора. Поперечный стержень 17 с приваренными фиксаторами (так называемая «гребенка) находится в захватах 18 в свободном состоянии. Под действием собственного веса и вследствие смещения центра тяжести «гребенка (приваренные и отрезанные фиксаторы имеют разные плечи относительно поперечного стержня 17) поворачивается на 90° так, что фиксаторы занимают вертикальное поло.жение. Затем срабатывают электроды 15 и
16, KOTOpbie приваривают «гребенку к продольным проволокам 19, образуя таким образом сетку с фик;саторами. При помощи захватного устройства 20 сетка продвигается на один шаг. Затем все операции повторяются. В связи с тем, что приварка фиксаторов производится не к каждому поперечному стержню, а через 0,6-0,7 м, подача в требуемый момент проволоки для фиксаторов 10 цилиндром 9 и приварка ее к поперечному стержню 17 регулируется системой автоматики.
Предмет (изобретения
Машина для контактной точечной сварки арматурных сеток с фиксаторами, содержащая размещенные на станине механизмы подачи продольных и поперечных стержней, траверсу с цанговыми захватами проволоки для фиксаторов, установленную с возможностью продольного перемещения от пневмопривода, пневмоножницы для отрезки фиксаторов, электроды для приварки фиксаторов к поперечному стержню и электроды для сварки поперечных стержней с фиксаторами с продольными стержнями, отличающаяся тем, что, с целью повышения производительности и упрощения конструкции, электроды
для приварки фиксаторов и пневмоножницы для их отрезки установлены непосредственно на станине и расположены в одной вертикальной плоскости с электродами для сварки продольных стержней с поперечными стержнями
с фиксаторами, чередуясь с пими. W 

| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ АРМАТУРНЫХ СЕТОК | 1970 |
|
SU268571A1 |
| УСТРОЙСТВО для КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ АРМАТУРНЫХ СЕТОК | 1970 |
|
SU261615A1 |
| Линия для изготовления пространственных арматурных каркасов | 1980 |
|
SU1093452A2 |
| Линия для изготовления пространст-ВЕННыХ АРМАТуРНыХ KAPKACOB | 1977 |
|
SU804134A1 |
| Машина для контактной сварки арматурных сеток | 1972 |
|
SU460136A1 |
| Автоматическая линия для сварки плоских сеток | 1991 |
|
SU1799309A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕШЕТЧАТЫХ МЕТАЛЛОКОНСТРУКЦИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2009817C1 |
| МНОГОТОЧЕЧНАЯ КОНТАКТНАЯ СВАРКА АРМАТУРНЫХ СЕТОК | 2000 |
|
RU2170163C1 |
| МЕХАНИЗМ ПОДАЧИ ПОПЕРЕЧНОЙ ПРОВОЛОКИ | 1972 |
|
SU334001A1 |
| Автоматическая линия для сварки плоских сеток | 1990 |
|
SU1756066A1 |

/
/7
Фиг. 3
