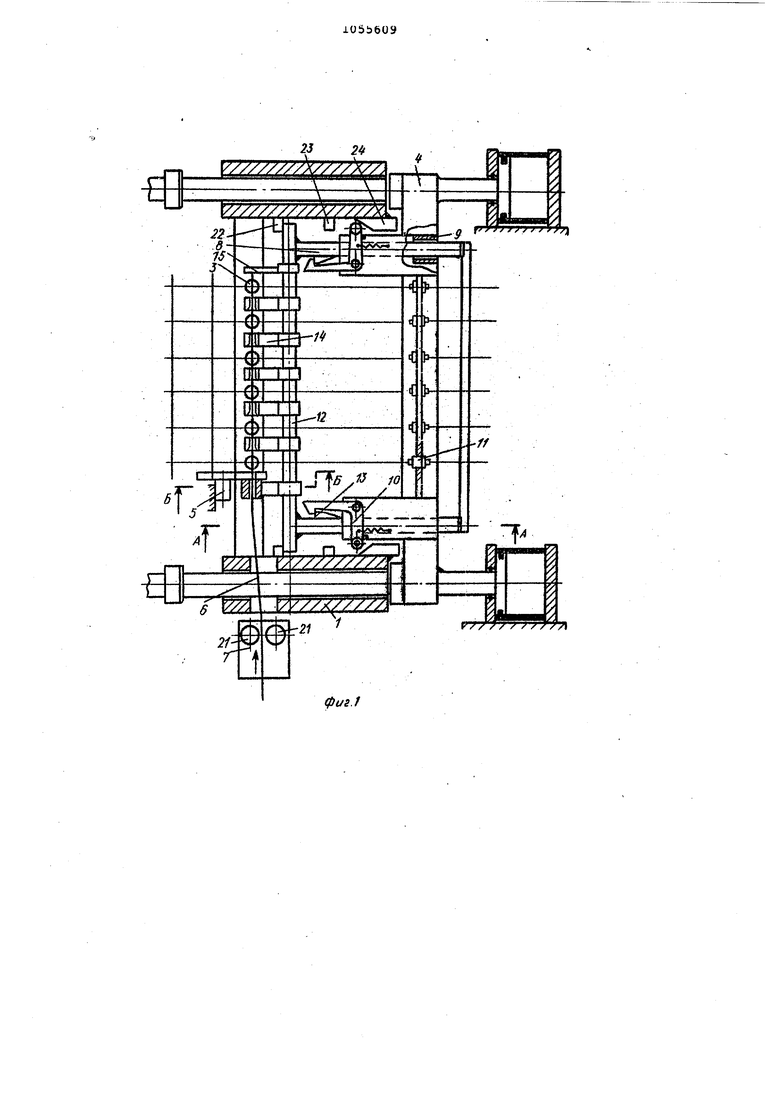
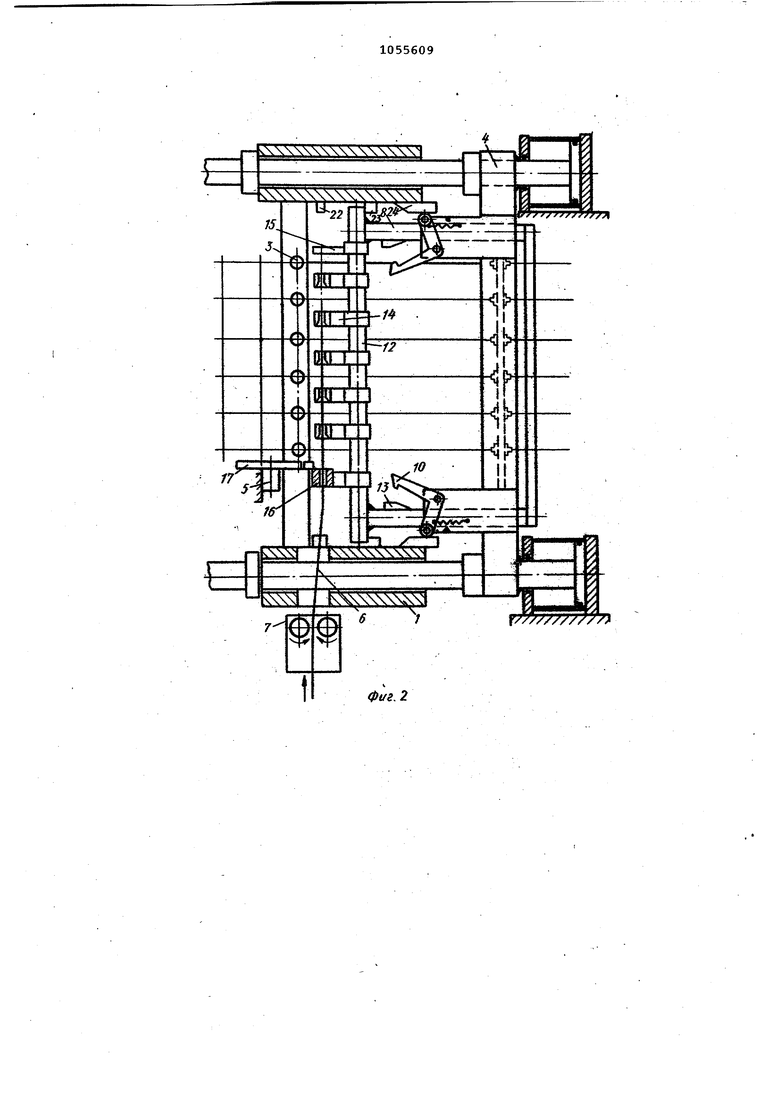
Изобретение относится к машиност ению, в частности к сварочным машин предназначенным для изготовления ар матурных сеток. Известна машина для конт.а15тной сварки проволочных сеток, содержа1цая станину, верхние и нижние .электроды, траверсу продольной подачи сетки с захватами, механизм осевой подачи поперечной проволоки и механизм резки поперечной проволоки. По дача поперечной проволоки осуществл ется механизмом осевой подачи непосредственно под электроды в зону сварки 1 . Недостатком машины является отсу ствие возможности обеспечения высок производительности при изготовлении арматурных сеток в связи с .тем, что iосевая подача поперечной проволоки, ее резка и сварка пересечений не совмещены во времени, а производятс поэтапно. Наиболее близким к изобретений п технической сущности и достигаемому результату является Машина для контактной точечной сварки арматурных сеток, содержащая размещенные на ст нине правильно подающий механизм, подвижный и неподвижный электроды, приводную каретку подачи сетки на шаг с захватами, механизм подачи поперечной проволоки в зону сварки с фильерами и ограничительным упором, механизм резки с ножами, один из которых з,акреплен на станине, а другой-на механизме подачи попереч-. ной г оволоки в зону сварки. В машине резка поперечной проволоки и подача отрезного поперечного стерж ня в зону сварки совмещены с процес сом продольной подачи сетки на шаг .. . Недостатком известной мащияы является то, что для осуществления orte рации резки поперечной проволоки и подачи ее в зону сварки используются отдельные приводы. Это приводит к усложнению конструкции поскольку увеличение общего количества приводов и аппаратуры управления к ним, увеличивает расход энергии, повышает трудоемкость обслуживания и снижает общую эффективность использования . мощности приводов машины, Целью изобретения является упрощение конструкции путем использова ния в качестве приводов механизмов резки и подачи поперечной проволоки привода каретки подачи сетки на шаг Цель.достигается тем, что машина для контактной точечной сварки арматурных сеток, содержит размещенный ма станине правильно поданвдйй механизм, подвижный и неподвижный элекр троды, приводную каретку подачи сетк ;Ма шаг. с захватами, механизм подачи поперечной проволоки в зону сварки с. фильерами и ограничительным упором механизм резки с ножами, один из которых закреплен на станине, а другой - на механизме подачи поперечной проволоки в зону сварки, приводная каретка подачи сетки на шаг снабжена направляющими и двуплечими рычагами, шарнирно закрепленными на направляющих, механизм Подачи поперечной проволоки в зону сварки выполнен в виде рамы, размещенной в направляющих каретки и оснащенной упорами, взаимодействующими с одними из плеч двуплечих рычагов, при этом станина снабжена ограничителями и плоскими кулачками, взаимодействующими с другими плечами двуплечих рычагов, нож механизма резки, установленный на станине шарнирно соединен с крайним подвижным электродом и выполнен с выступом, а нож, установленный на раме механизма подачн, втулочный. На фиг. 1 изображена машина в плане в МЬмент начала сварки пересечений ; на фиг. 2 - то же, в начале продольного перемещения сетки на шаг при поднятых электродах; на фиг. 3 сечение А-А на фИг. 1 (каретка и установленная.в направляющих каретки . рама с захватами поперечной арматуры) на фиг, .4 - сечение Б-Б на фиг. 1 (механизм разки в момент сварки пересечений арматурной сетки ); на , 5 то же, (положение рычажного ножа при поднятых подвижных электродах). Машина для контактной точечной сварки арматурных сеток состоит из станины 1,-подвижных 2 и неподвижных 3 электродов приводной каретки 4, механизма 5 резки поперечной проволоки б, правильно подающего механизма 7 подачи поперечной проволоки и механизма 8 подачи поперечной проволоки в зону сварки (под электроды). Приводная каретка 4 снабжена нап- . равляющими 9, подпружиненНЫМ1Г двуплечими рычагами 10 и цанговыми захва тами 11 для подачи продольной проволс ки. Механизм 8 подачи поперечной проволоки в зону сварки установлеиы подвижно в на:правлякнаих 9 каретки 4 и состоит из замкнутой по контуру рамл 12 и размещенных на ней упоров 13, взаимодействующих с одними из плеч двуплечих рычагов 10. Кроме того, на раме 12 установлены захваты в виде подпружинеиных фиксаторов 14 для поперечной проволоки б, ограничительный упор 15 для отмеривания длины поперечной проволоки и втулочный нож 16 механизма 5 резки, размещенный соосно с фиксаторами 14. Механизм 5 резки поперечной проволоки состоит из втулочного ножа 16 и рычажного ножа 17, установленного на станине 1 с возможностью поворота относительно оси 18. Рычажный нож 17 шарнирно соединен с ближайшим к нему верхним подвижным электродом 2 спомощью тяги 19 и снабжен выступом 20 с режущей кромкой. Ось 18 рычажного ножа 17 расположена в плоскости свариваемой на машине арматурной сетки. Механизм 7 подачи поперечной проволо ки установлен с боковой стороны станины 1 и выполнен в виде спаренных приводных роликов 21. С внутренней стороны станины 1 установлены ограничители 22 и 23 для ограничения хода рамы 12 и плоские кулачки 24 для взаимодействия с ними других плеч рыча- , гов 10. Машина для контактной точечной сварки арматурных сеток работает следующим образом. Подвижные электроды 2 .опускс1ясь зажимают пересечения проволок для осуществления сварки. В процессе опу кания электродов 2, тяга 19 воздейст вует на рычажный нож 17, который поворачивается, относительно оси 18 и его выступ 20 устанавливается за поперечной проволокой 6 со стороны каретки 4. После зажатия пересечений электродами 2 и 3 происходит холостое перемещение каретки 4 с помощью привода из крайнего левого положения вправо и начало сварки пересечений. Двуплечие рычаги 10 каретки 4 воздей ствуют на упоры 13 рамы 12 и перемещают последнюю совместно с кареткой Г4 вправо.. , В процессе движения втулочный нож 16 перемещает за собой проволоку f которая воздействует на режущую кромку выступа 20 рычажного ножа 17 и отрезается. При этом отрезанный стержень проволоки остается под электродами, а свободный конец проволоки выводится втулочным ножом 16 из зоны электродов. Резка проволоки обеспечивается за счет мощности холостого хода привода каретки 4, так как ось 18 рычажного ножа 17 и направление силы резания размещены в одной плоскости и совпа дают с направлением холостого перемещения каретки 4, в результате чего отпадает необходимость в дополни тельных приводах на резку и перемещ ние фиксаторов 14 и более эффективн используется мощность привода каретки 4. Одновременно с резкой проволоки 6 осуществляется перемещение расположенных на раме 12 фик. 14, которые раскрываются и освобождают.ся от зажатой электродами 2 и 3 сва риваемой проволоки 6. В момент выхода отрезанного конца подаваемой проволоки 6 из зоны сварки включает ся механизм 7 подачи, который подае поперечную проволоку 6 через втулоч ный нож 16 в освободившиеся отверстия фиксаторов 14. При дальнейшем перемещении каретки 4 вправо двупле чие рычаги 10 взаимодействуют с плоскими кулачками 24 и, поворачиваясь, выходят из зацепления с упорами 13 рамы 12, которая продолжает совместное перемещение с кареткой 4. Далее рама 12 останавливается ограничителями 23, а каретка 4 продолжает свое перемещение до крайнего правого положения. По окончании цикла сварки подвижные электроды 2 поднимаются вверх, поворачивая с помощью тяги 19 рычаж- ный нож 17 относительно оси 18, в результате чего выступ 20 опускается ниже плоскости сетки для обеспечения возможности подачи очередной поперечной проволоки в зону электродов. Одновременно с подъемом электродов 2 вверх начинается рабочее перемещение каретки 4 влево и подача продольной проволоки цанговыми захватами 11, перемещаемая кареткой 4 рама 12 с фиксаторами 14 отходит от ограничите. ля 22 и направляется вместе с ней в сторону электродов 3. В момент совмег щения оси электродов 3 с осью подавав мой проволоки б рама 12 останавливается ограничителем 22, в то время как каретка 4 продолжает перемещение. Подаваемая механизмом Т подачи в перемещаемые рамой 12 фиксаторы 14 проволока 6 попеременно изгибается, изгиб проволоки не влияет на её прямолинейность, так как происходит в пределах упругой деформации и сварийаемле поперечные стержни сетки получаются прямыми. В конце рабочего хода каретки 4 двуплечие рычаги 10 соскальзывают с .поверхности плоских кулачков 24 к входят в зацепление с упорами 13 рамы 12. При достижении крайнего лево го положения каретка 4 останавливает ся. к ЭТОМУ моменту поперечная проволока б заканчивает свое осевое перемещение и достигает упора 15, который подает команду на отключение механизма 7 осевой подачи и опускание подвижных электродов 7( для осуществления сварки. Цикл работы машины пов- теряется. I Таким образом, в предлагаемой ма,шиНе при совмещении операций осевой подачи поперечной проволоки и подачи lee в зону сварки, повышается эффектив« ность ее использования и упрощается конструкция, так как резка поперечной проволоки производится в момент обратного хода каретки с использованием мощности привода каретки при холостой ;ходе, в результате чего сокращается количество приводов и аппаратов управления ими, снижается расход энергии и трудоемкость обслуживания. Упрощение конструкции позволяет сэкономить электроэнергии, до 80 кВт ч. в год на одну машину.
23 2
фиг.1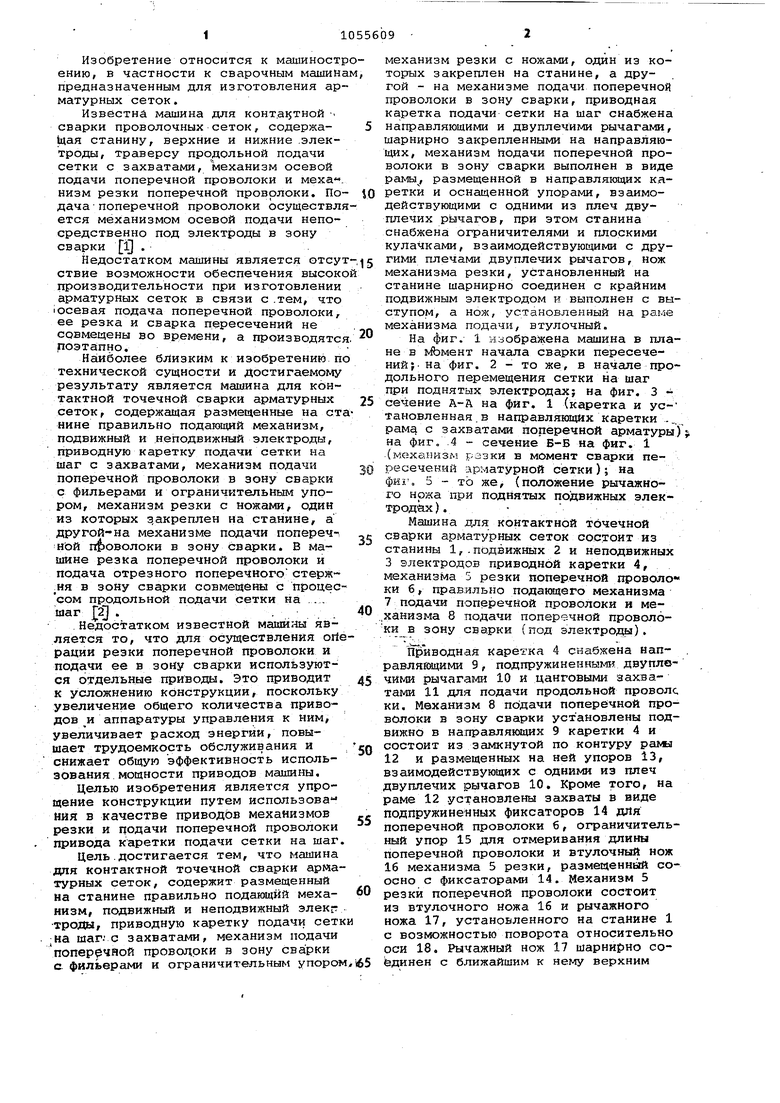

| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для изготовления арматурных каркасов | 1984 |
|
SU1337176A1 |
| Линия для изготовления пространст-ВЕННыХ АРМАТуРНыХ KAPKACOB | 1977 |
|
SU804134A1 |
| Машина для контактной точечной сварки арматурных сеток | 1974 |
|
SU517432A1 |
| Устройство для сварки арматурных сеток с укороченными поперечными стержнями, смещенными к ее боковым сторонам | 1978 |
|
SU725761A1 |
| Установка для изготовления арматурных каркасов | 1977 |
|
SU1049151A1 |
| Установка для сварки пространственных арматурных каркасов | 1977 |
|
SU657895A1 |
| Устройство для сварки арматурных сеток | 1978 |
|
SU721199A2 |
| Машина для сварки арматурных сеток | 1979 |
|
SU880664A1 |
| Станок для сварки сеток | 1978 |
|
SU863247A1 |
| Устройство для сварки сетки | 1987 |
|
SU1526941A1 |
МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ АРМАТУРНЫХ СЕТОКi содержащая размещенные на стаиине правильно подающий механизм, подвижный и н:еподвижный электроды, приводную каретку подачи сетки на шаг с захватами , механизм подачи поперечной проволоки в зону сварки с фильерами и ограничительным упором и механизм резки q.ножами,один из которых закреплен на станине, a другой - на механизме пюдачи поперечной проволоки в зону сварки, отличающаяся тем, что, с целью упрощения конструкции путем использования в качестве приводов механизмов резки и подачи поперечной проволоки привода каретки подачи сетки на шаг,приводная каретка подачи сетки на шаг снабжена направля1й1цими и двуплечими рычагами, шарнирно закрепленными на направляющих, механизм подачи поперечной проволоки в зону сварки выполнен в виде paNBJ, размещенной в направляюЬ их каретки и оснащенной упорами, взаимодействующими с одними из плеч двуплечих ры- . чагов, при этом станина снабжена ограничителями и плоскими кулачкс1ми, взаимодействующими с другими плечами двуплечих рычагов, нож механизма рез-1 ни, установленный на станине, шарнир- но соединен с крайним подвижным электродом и выполнен с выступом, a нож установленный на раме механизма подачи, втулочный.С э У1 :л 3 о UD
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| КОНТАКТНОЙ СВАРКИ ПРОВОЛОЧНЫХ СЕТОК | 0 |
|
SU346077A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для сварки арматурных сеток | 1978 |
|
SU721199A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
