Известны машины для Сварки сеток, содержащ.ие раму, траверсу продольной подачи стержней, механизмы подачи продольных и поперечных стержней.
Предлагаемая машина отличается тем, что механизм подачи продольных стержней снабжен пангоБЫм захватом бортового стержня, смонтированным на траверсе, и гильотинными ножницами, установленными на раме против цангового захвата, а механизм подачи поперечных стержней снабжен расположенным на раме дополнительным пневмоцилипдром с упором, служащим для ограничения хода поршня, обеспечиваюш,его подачу коротких стержней.
Такое Вынолнение машины повысит производительность труда .и снизит расход арматурной стали при изготовлении сеток с бортовыми вырезами.
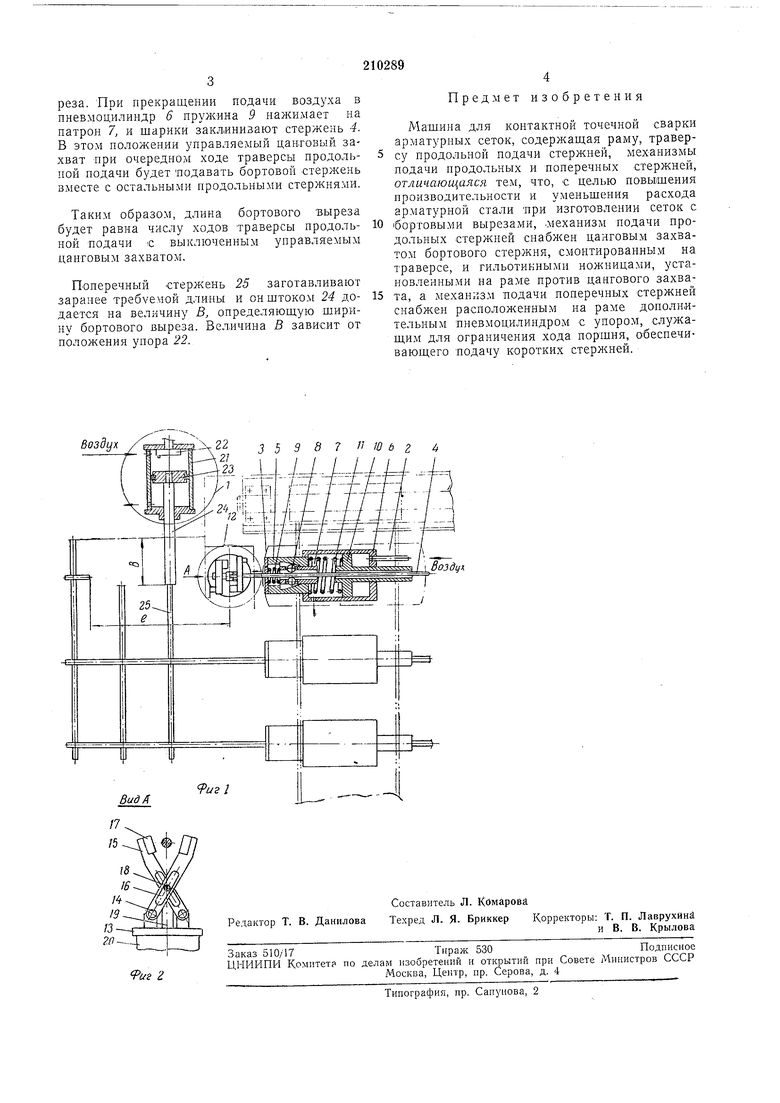
На фиг. 1 представлена машина для сварки сеток € бортовыми вырезами; на фиг. 2 - вид по стрелке А па фиг. 1.
Машина содержит раму i/ и траверсу 2 продольной подачи стержней. На траверсе установлен цанговый захват 3 бортового стержня 4 механизма нодачи продольных стержней. Цанговый захват состоит из корпуса 5, пневмоцилиндра 6, патрона 7, заклиниваюш,их шариков 8, пружины 9, поршня 10 « пружины 11 поршня. Против цангового захвата на раме 1 установлены гильотинные ножницы 12, работающие от пневмопривода. Гильотинные нолсницы 12 состоят из основания 13, осей 14, ножедержателей 15 с продольными пазами 16, ножей 17, пальцев 18, штока 19 и пневмоцилиндра 20.
Механизм подачи поперечных стержней сна1бжен дополнительным пневмоцилиндром 2-1 с упором 22, служащи1М для ограничения
хода поршня 23 со штоком 24, обеспечивающего подачу коротких стержней 25.
Машина работает следующим образом. Бортовой продольный стержень 4 подается под сварку управляемым цанговым захватом
3. Для образования выреза до очередного хода траверсы 2 продольной подачи в пневмоцилиндр 6 управляемого цангового захвата 3 подается сжатый воздух. Поршень 10, сжимая пружину //, нажимает на патрон 7, заклинивающне шарики 8 отводятся по конической части корпуса 5 и освобождают бортовой стержень 4. В это :время сжатый воздух подается в пневмоцилиндр 21 ножниц 12. Шток 19 с палвцем 18, передвигаясь по пазам 1€
ножедержателей 15, сближает ножи 17, которые обрезают стержень 4. Таким образом, подача стержня прекращается Так как часть стержня продолжает при сварке сетки вместе с сеткой продвигаться -вперед, образуется
реза. При прекращении подачи воздуха в пневмоцилиндр 6 прулшна 9 нажимает на патрон 7, и шарики заклинивают стержень 4. В этом положении управляемый цанговый захват при очередном ходе траверсы продольпой нодачи будет подавать бортовой стерл ень вместе с остальными продольными стержнями.
Такил образом, длина бортового выреза будет равна числу ходов траверсы продольной подачи € выключенным управляемым цанговым захватом.
Поперечный стержень 25 заготавливают заранее требуемой длины и он штоком 24 додается на величину В, определяюш,ую ширину бортового выреза. Величина В зависит от положения упора 22.
Предмет изобретения
Машина для контактной точечной сварки арматурных сеток, содержащая раму, траверсу продольной подачи стержней, механизмы подачи продольных и поперечных стержней, отличающаяся тем, что, с целью повышения производительности и уменьшения расхода арматурной стали при изготовлении сеток с
бортовыми вырезами, -механизм подачи продольных стержней снабжен цанговым захватом бортового стержня, смонтированным на траверсе, и гильотинными нолшицами, установленными на раме против цангового захвата, а механ;:зм цодачи поперечных стержней снабжен расположенным на раме дополнительным пневмоцилиндром с упором, служащим для ограничения хода поршня, обеспечивающего подачу коротких стержней.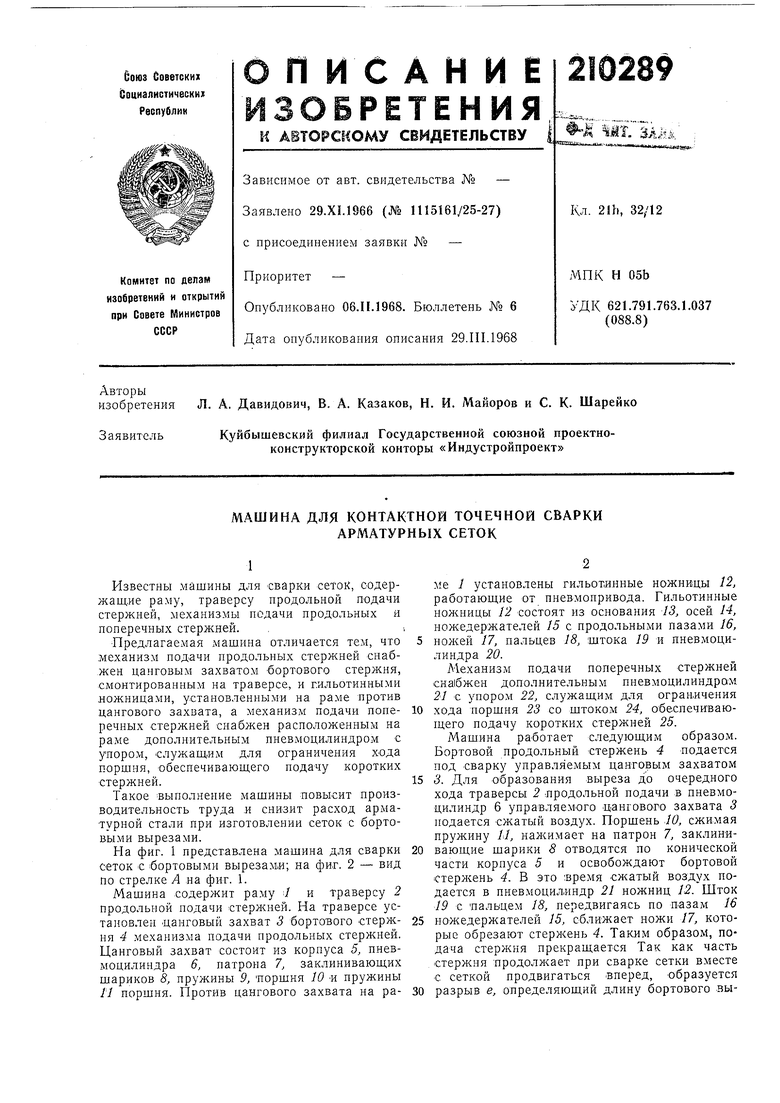
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ АРМАТУРНЫХ СЕТОК | 1972 |
|
SU435081A1 |
| Машина для контактной точечной сварки арматурных сеток | 1982 |
|
SU1138276A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ АРМАТУРНЫХ СЕТОК | 1970 |
|
SU268571A1 |
| Линия для изготовления пространственных арматурных каркасов | 1980 |
|
SU1093452A2 |
| Машина для сварки объемныхАРМАТуРНыХ KAPKACOB пРяМОугОльНОгОСЕчЕНия | 1978 |
|
SU799881A1 |
| Линия для изготовления пространст-ВЕННыХ АРМАТуРНыХ KAPKACOB | 1977 |
|
SU804134A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СЕТОК | 2004 |
|
RU2270082C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕШЕТЧАТЫХ МЕТАЛЛОКОНСТРУКЦИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2009817C1 |
| КОНТАКТНОЙ СВАРКИ ПРОВОЛОЧНЫХ СЕТОК | 1972 |
|
SU346077A1 |
| МЕХАНИЗМ ПОДАЧИ ПОПЕРЕЧНОЙ ПРОВОЛОКИ | 1972 |
|
SU334001A1 |
