Изобретение относится к конструкции автомата для конта ктной сварки арматурлых сеток и каркасов, пр именяемых при изготовле.нии железобетонных изделий.
Известно устройство, содержащее размещенные на станине механизмы лодачи поперечных и продольных стержней, неподвижный электрод и установленные с возможностью поперечного перемещения трансформатор с верхними электродами.
Однако это устр1ойст1во имеет низкую производительность и сложную конструкцию.
Предложенное устройство отличается от известного тем, что механизм подачи поперечных стержней выполнен В виде жестко связанных с соответствующими верхними элекгродами двух клиновых захватов, обеспечивающих поочередно подачу поперечных стержней под электроды.
Это позволяет повысить производительность устройства и упростить его конструкцию.
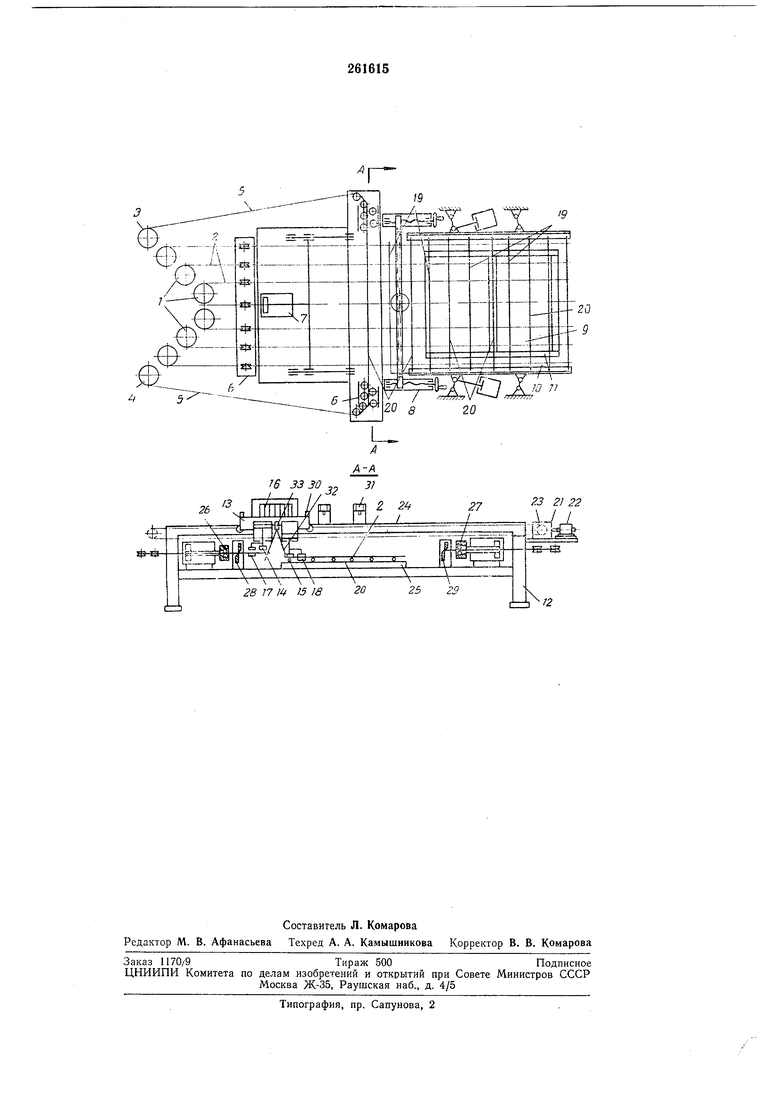
На чертеже изображено предлагаемое устройство.
Оно состоит из бухтодержателей / для продольных стержней (проволок) 2, левого 3 и правого 4 бухтодержателей для поперечных стержней (проволоки) 5, правильных устройств 6 и размещенных на станине механизма продольной подачи 7, сварочного устройства с узлами подачи ноперечных стержней,
лневмоножниц 8 для отрезки готовых сеток 9, ;пакетирующего устройства 10 и контейнера Л.
Сварочное устройство с узлами для подачи поперечных стержней состоит из портала
12,по которому может перемещаться каретка
13.На каретке установлены два пневмоцилиндра с подвижными верхними электродами: левым 14 и правым 15, сварочный трансформатор 16, два клиновых захвата - левый 17 и правый 18, служащих для подачи и фиксации поперечных стержней 19 и 20 в плоскости электродов во время сварки.
Верхний подвижный электрод состоит из двух частей: собственно электрода и Контакта, обеспечивающего сварку с подводом тока с одной стороны.
Привод 21 каретки, состоящий из электродвигателя 22, редуктора 23 и пани 24, может сообщать каретке возвратно-поступательное движение вдоль портала с остановками в любой точке.
На портале установлены нижний неподвижный электрод 25, два цавговых захвата - левый 26 и правый 27 с пневмоцилиндрами для продольной подачи пневмоножниц 28 и 29, отрезающих поперечные стержни.
цы ее были над электродом 25 с требуемым перепуском.
Каретка 13 находится .в крайнем левом положении. Поперечная проволока 5 с левото бухтодержателя 3 пропускается через правильное устройство 6, цанговый захват 26, пнбвмоножницы 28, чтобы конец ироволоки оказался под верхним подвижным электродом 14 с требуемым лерепуском.
Полеречная проволока с травого бухтодержателя 4 пропускается через правильное устройство 6, цанговый захват 27, пневмоножницы 29.
В начале работы -каретка 13 из крайнего левого положения с помощью привода 21 перемещается вправо. При этом захват 17 увлекает за собой лоперечную проволоку 5. Когда каретка -переместится па расстояние, равное щирине Сетки 9 (длине Поперечиых стержней 19 и 20), упор 30, установленный на «аретке, нажимает «а конечный выключатель 31, дающий команду пневмоножницам 28 «а отрезку поперечного стержня 19, а каретка 13 продолжает движение в крайнее правое положение. При этом поперечный стерн ень 19 занимает требуемое положение относительно продольной проволоки 2.
После того как .каретка 13 займет крайнее правое положение, цанговый захват 27 додает поперечную проволоку 5 в захват 18. Затем каретка 13 перемещается под действием привода 21 :влево, останавливаясь так, чтобы электрод 14 оказывался под пересечением продольных проволок 2 и поперечного стержня 19. Во время остановок производится сварка.
При движении каретки захват-направляющая 17 скользит по стержню 19, фиксируя его (В -плоокости электродов 14 и 25. Так как захват 17 расположен непосредственно около электрода 14, пересечение стержней всегда .находится ПОД электродом, даже в случае плохой правки поперечной проволоки.
Захват 18 протягивает поперечную проволоку 5 с правого бухтодерл ателя 4.
Команду на выключение электродвигателя и остановку каретки 13 дают продольные проволоки 2 через флажок 32, воздействующие на конечный выключатель 33.
Когда .каретка -находится от правого крайнего положения на раостоянии, равном плирине сетки 9, пневмоножницы 29 отрезают inoперечный стержень 20. При достижении кареткой крайнего левого полол ения стержень 20 занимает требуемое положение относительна продольных стержней. Цанговый захват 26 додает поперечную 1проволоку 5 в захват 17.
В это же время механизм продольной подачи 7 подает продольные проволоки 2 на один шаг. Затем каретка 13 перемещается вправо, .производя приварку стержня 20 и заготовку очередного €терл ня 19 и т. д.
После оварки требуемого количества поперечных стержней ножницы 8 отрезаюг и пакетируюп1ее устройство 10 сбрасывает в контейнер 11 готовую сетку 9.
Предмет изобретения
Устройство для контактной точечной сварки арматурных сеток, содержащее размещенные на станине механизмы подачи, поперечных и продольных стержней, неподвижный нижний электрод и установленные с возможностью поперечного перемещения трансформатор с верх1ними элекгродами, отличающееся тем, что, с целью п«выщен ия производительности и упроще1нпя конструкции, механизм подачи по..перечных стержней выполнен в виде двух клиновых захватов, жестко связанных с соответствующими верхними электро.дами и обеспечивающих поочередно подачу поперечных стержней электроды.
19

| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ АРМАТУРНЫХ СЕТОК | 1972 |
|
SU435081A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ АРМАТУРНЫХ СЕТОК | 1970 |
|
SU268571A1 |
| Линия для изготовления пространст-ВЕННыХ АРМАТуРНыХ KAPKACOB | 1977 |
|
SU804134A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СЕТОК | 2004 |
|
RU2270082C1 |
| Автоматическая линия для сварки плоских сеток | 1991 |
|
SU1799309A3 |
| Линия для изготовления пространственных арматурных каркасов | 1980 |
|
SU1093452A2 |
| Машина для контактной точечной сварки сеток | 1974 |
|
SU521095A1 |
| Способ изготовления пространственных арматурных каркасов | 1981 |
|
SU1097466A1 |
| Машина для контактной точечной сварки арматурных сеток | 1982 |
|
SU1055609A1 |
| Машина для контактной сварки арматурных сеток | 1960 |
|
SU144926A1 |