7ОП
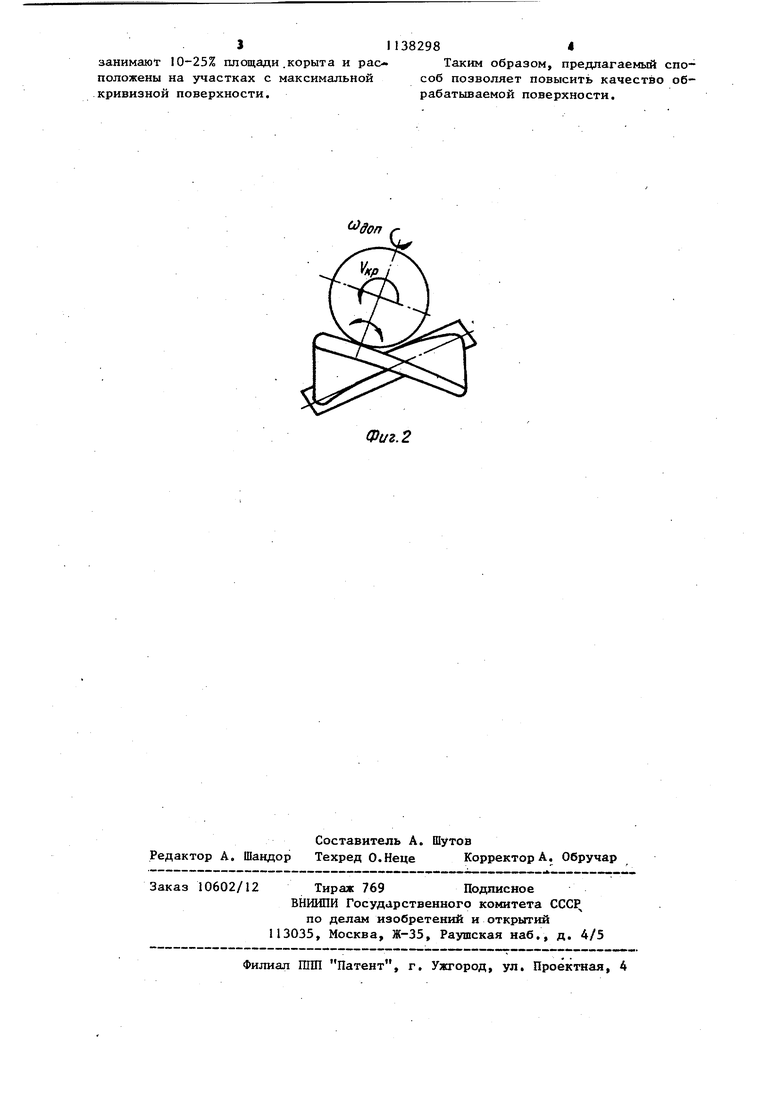
Фиг.1 «1 Изобретение относится к технологии машиностроения и может быть использовано при шлифовании турбинных лопаток. Известен способ шлифования турбинных лопаток вращающимся шлифовальным Кругом, который перемещают по эквидлштанте профиля пера лопатки и которому дополнительно сообщают вращение вокруг оси, параллельной Лпоскости круга Cl. Недостатком.известного способа является низкое качество обрабатываемой поверхности. Цель изобречения - повышение качества обрабатываемой поверхности. Поставленная цель достигается тем, что согласно способу шлифования турбинных лопаток вращающимся шлифовальным кругом, который перемещают по эквидистанте профиля пера лопатки и которому дополнительно сообщают вращение вокруг оси, параллельной плоскости круга, кругу сообщают движения вокруг двух взаимно перпендикулярных осей пересекающихся в точке контакта круга и допатки, причем одна из осей параллельна оси лопатки а дополнительное вращение круга осуществляют вокруг оси,, проходящей через точку контакта круга и лопатки и ось круга и лежащей в плоскости, параллельной плоскости круга на расстоянии, равном (5-8)д от торца последнего, где А зерцистость круга. На фиг. 1 изображено устройство для осуществления способа, общий вид; на фиг. 2 - то же,, вид сбоку. Сущность способа заключается в следующем При движениях вокруг двух осей, пересекающихся в точке контакт круга и детали при обхождении по SKвидистанте профиля лопатки ось допол нительного вращения вокруг все время .проходит через пятно контакта круга и детали - это исключает ударную работу круга, который все время работает шаровым сегментом режущего конfура,.что обуславливает повышение ка чества обработанной поверхности. Вме сте с тем, ось дополнительного враще ния не лежит в центральной плоскости круга, а смещена и расположена в пло кости на расстоянии(5-8)д от торцов круга. Вращение вокруг такой оси обеспечит форму пятна контакта в виде фи гуры, приближающейся к эллипсу, чере один центр которого проходит ось до98полнительного вращения. При шлифовании пятно контакта за счет дополнительного вращения круга, вращается вокруг одного центра, что позволяет СОЖ охладить деталь после каждого прохода круга, и следовательно, качество шлифованной поверхности повьш1ается. Следует стремитьсл чтобы пятно контакта имело более вытянутую форму, для лучшего подвода СОЖ, и вместе с тем, ось дополнительного вращения круга должна проходить через пятно контакта. При расположении оси от торца круга на (5-8}й. получаем наибольшую возможную дпину пятна контакта, так как величина (5-8)Д срответствует ширине радиусного закругления кромки шлифовального круга с учетом перекрытия на 40%. Способ осуществляется следуюш 1м образом. Лопатка ГТД закрепляется в держателе специального копировального станка и производится шлифовка пера лопатки, при этом круг имеет два вращения вокруг своей оси и оси, проходящей через ось круга и точку контакта, и совершает два движения вокруг двух взаимно перпендикулярных осей, пере- : секающихся в точке контакта круга и деталей - эти движения поворачивают; ось дополнительного вращения круга до прохождения через точку контакта. Круг и деталь совершают движения, обеспечивающие обход по эквидистанте кругом профиля детали. Использован круг 1А1 100 X 32 X 10, АСК 250/200MOI6-100, режим обработки следующий:скорость круга/V 20 м/с; часто- Рта дополнительного вращения круга ш 18 продольная подача S р. 5 м/мин; ширина продольной строки 2,3 мм; охлаждение эмульсол Укринол Одновременно обрабатывают аналогичные лопатки по известному способу. После обработки исследуют качество шпифованной поверхности с целью выявления прижогов, для чего об- работанные поверхности протравливают Лопатки ГТД, обработанные по предлагаемому способу не имеют прилюгов на обработанной поверхности. На по- верхности корыта лопаток, обработанных по известному способу, ирнжоги
311382984
занимаюг 10-25% площади .корыта и рас- Таким образом, предлагаемый споположены на участках с максимальной соб позволяет повысить качество обкривизной поверхности.рабатьшаемой поверхности.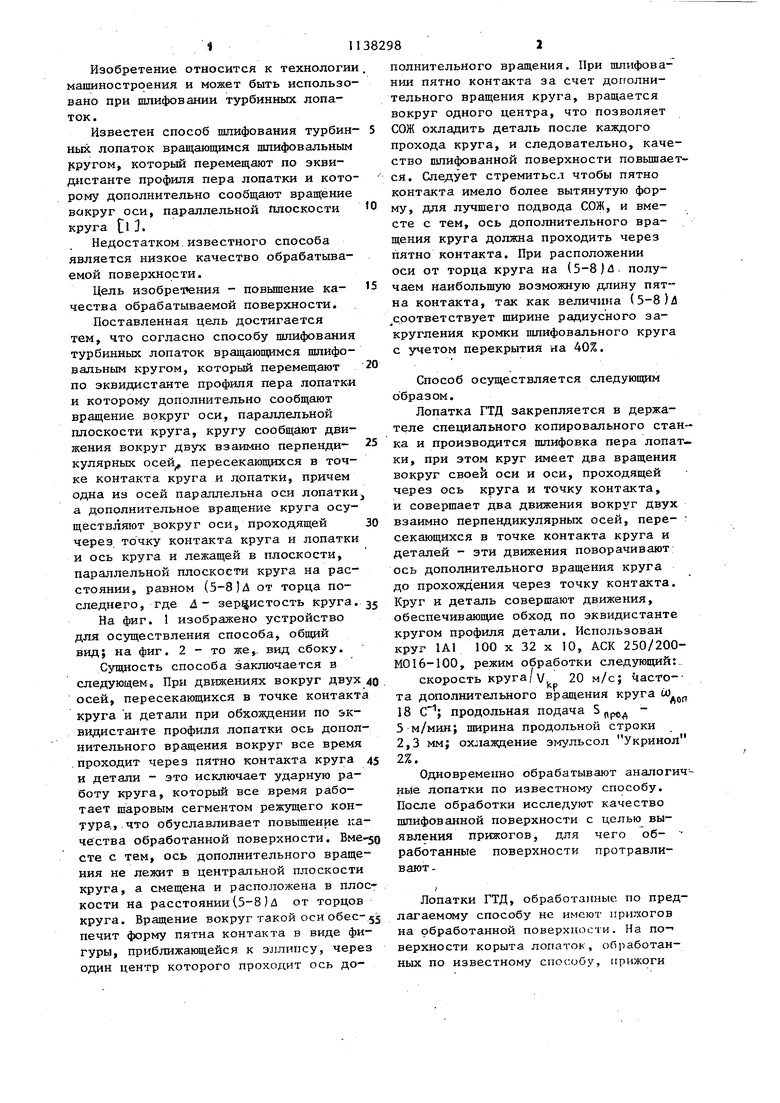
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДВУСТОРОННЕГО ШЛИФОВАНИЯ ЕЛОЧНОГО ПРОФИЛЯ ЗАМКА ЛОПАТКИ | 1989 |
|
RU2047467C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОЧНОЙ МАШИНЫ И ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2162782C2 |
| СПОСОБ ШЛИФОВАНИЯ ЛОПАТОК | 1989 |
|
SU1725506A1 |
| СПОСОБ ШЛИФОВАНИЯ ПЕРА ЛОПАТКИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2012 |
|
RU2504468C1 |
| Способ шлифования | 1979 |
|
SU854689A1 |
| Способ шлифования пера лопаток | 1981 |
|
SU986740A1 |
| СПОСОБ ВРЕЗНОГО ШЛИФОВАНИЯ ЗАМКА ЛОПАТОК | 1989 |
|
SU1781943A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ЛОПАТОЧНОЙ МАШИНЫ, СТАНОК ДЛЯ ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО КОНТРОЛЯ ПРОФИЛЯ | 1996 |
|
RU2179502C2 |
| СПОСОБ ШЛИФОВАНИЯ ТУРБИННЫХ ЛОПАТОК | 1983 |
|
SU1133800A1 |
| СПОСОБ ШЛИФОВАНИЯ ТУРБИННЫХ ЛОПАТОК | 1984 |
|
SU1193922A1 |
СПОСОБ ШЛИФОВАНИЯ ТУРБИННЫХ ЛОПАТОК вращаинфшся шлифовальным кругом, который перемещают по зквидистанте профиля пера лопатки и которому дополнительно сообщают вращение вокруг оси, параллельной плоскости круга, отличающийся тем, что, с целью повьшения качества обрабатываемой поверхности, кругу сообщают движения вокруг двух взаимно перпендикулярных осей, пересекающихся в точке контакта круга и лопатки, причем одна из осей параллельна оси лопатки, а дополнительное вращение круга осуществляют вокруг оси, проходящей через точку контакта круга и лопатки и ось круга и лежащей в плоскости, параллельной плоскости круга на расстоянии, равном 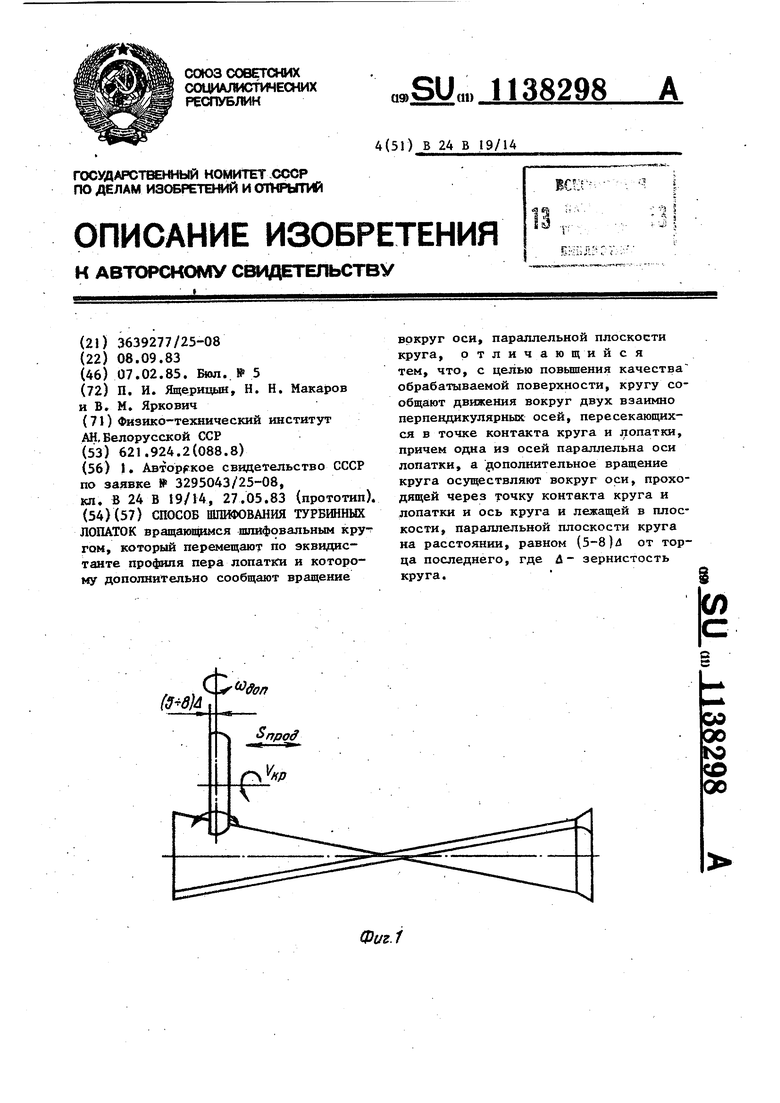
доп
Фиг.2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
