Изобретение относится к автоматизации процессов производства тонких полос и может быть использовано в системах автоматического регулирования вытяжки металлической полосы при ее транспортировке в печах непрерывных агрегатов термической обработки, в частности трансформаторной полосы на агрегатах непрерывного отжига (АНО)
Наиболее близким к изобретению по технической сущности и достигаемому результату является устройство для контроля и регулирования вытяжки непрерывно движущейся металлической полосы, содержащее агрегат непрерывного отжига с датчиком натяжения полосы, измеритель вытяжки полосы, блок задания вытяжки, выходной усилитель электропривода тянущих роликов, первый блок задержки и блоки деления, причем выход датчика натяжения полосы соединен с входом первого блока задержки, выход измерителя вытяжки полосы соединен с первым входом первого блока деления 1.
Недостатком данного этого устройства является осуществление регулирования вытяжки без учета технологических параметров процесса и геометрических размеров полос, последнее, ввиду значительного транспортного запаздывания на АНО, приводит к существенным погрещностям в управлении и требует введения непрерывной дополнительной подстройки устройства при отклонениях технологического режима отжига, изменения сечения полосы, скорости ее движения и т.п.
В устройстве для регулирования величины вытяжки полосы используется сигнал рассогласования между заданной и измеренной на выходе АНО величиной вытяжки с учетом величины натяжения нагретой полосы.
Кроме того, нет учета основных технологических характеристик процесса (температуры в печи, скорости полосы), не учитывается влияние на вытяжку величины параметров неплоскостности полосы на входе в АНО, что приводит к значительным погрещностям, так как в зависимости от величины неплоскостности полное натяжение концентрируется не на всей щирине полосы (как в случае плоской полосы), а только на ее плоской части, значительное транспортное запаздывание (общая длина полосы в печи составляет около 50 м) не позволяет обеспечить точность регулирования вытяжки по сигналу рассогласования между заданной и измеренной на выходе из агрегата вытяжкой.
Цель изобретения - повышение качества полосы путем повыщения точности регулирования вытяжки и расширения эксплуатационных возможностей устройства.
Поставленная цель достигается тем, что устройство автоматического регулирования
вытяжки прокатных полос в процессе термической обработки на непрерывных агрегатах, содержащее агрегат непрерывного отжига с датчиком натяжения полосы, измеритель вытяжки полосы, блок задания вытяжки, выходной усилитель электропривода тянущих роликов, первый блок задержки и блоки деления, причем выход датчика натяжения полосы соединен с входом первого блока задержки, выход измерителя вытяжки полосы соединен с первым входом первого блока деления, дополнительно содержит измеритель неплоскостности по ширине полосы и датчик скорости полосы, расположенные на входе в агрегат непрерывного отг жига, датчик температуры полосы в зоне управления агрегата непрерывного отжига, боок вычисления величины удельного натяжения, блок вычисления полного натяжения в зоне управления, второй блок задержки, блок вычисления величины коррекции
0 полного натяжения и блок сложения, а измеритель вытяжки полосы содержит измеритель длины полосы на выходе из агрегата непрерывного отжига и элемент сравнения, причем выходы датчика температуры полосы в зоне управления агрегата непрерывного отжига, датчика скорости полосы и выход блока задания вытяжки соединены соответственно с первым, вторым и третьим входами блока вычисления величины удельного натяжения, выход блока вычисления величины удельного натяжения и выход измерителя неплоскостности по щирине полосы соединены соответственно с первым и вторым входам блока вычисления полного натяжения в зоне управления, выход блока вычисления полного натяжения в зоне управления и выход датчика скорости полосы соединены соответственно- с первым и вторым входами второго блока задержки, выход которого соединен с первым входом блока сложения, выход измерителя длины пол лосы на выходе из агрегата непрерывного отжига соединен с входом элемента сравнения, выход которого является выходом измерителя вытяжки полосы, выход блока задания вытяжки соединен с вторым входом первого блока деления, выход первого бло5 ка деления и выход первого блока задержки соединены соответственно с первым и вторым входами блока вычисления величины коррекции полного натяжения, выход которого соединен с вторым входом блока сложения, выход блока сложения соединен с входом выходного усилителя электропривода тянущих роликов агрегата непрерывного отжига..
На фиг. 1 изображена блок-схема устройства автоматического контроля и регулирования вытяжки прокатных полос в процессе термической обработки на непрерывных агрегатах; на фиг. 2 - внутренняя струн тура блока вычисления величины удельного натяжения; на фиг. 3 - внутренняя структура блока вычисления параметров ползучести материала в зависимости от температуры полосы; на фиг. 4 - внутренние структуры блоков вычисления соответственно полного натяжения в зоне управления и величины коррекции полного натяжения на фиг. 5 - структура измерителя неплоскостности полосы по ширине.
Устройство содержит измеритель 1 неплоскостности полосы по ширине, датчик 2 скорости полосы, датчик 3 температуры полосы в зоне управления агрегата непрерывного отжига, измеритель 4 вытяжки полосы, измеритель 5 длины полосы на выходе из агрегата непрерывного отжига, элемент 6 сравнения, датчик 7 натяжения полосы агрегата непрерывного отжига, блок 8 вычисления величины удельного натяжения, блок 9 задания вытяжки, первый блок 10 задержки, блок 11 вычисления полного натяжения в зоне управления, первый блок 12 деления, блок 13 вычисления величины коррекции полного натяжения, второй блок 14 задержки, блок 15 сложения, выходной усилитель 16 электрипривода тянущих роликов агрегата непрерывного отжига.
Блок 8 вычисления величины удельного натяжения содержит второй блок 17 деления, первый блок 18 передаточной функции, первый инвертор 19, преобразователь 20 аналог-код, блок 21 вычисления коэффициентов ползучести материала в зависимости от его температуры, первый блок 22 вычитания, первый блок 23 умножения, второй блок 24 вычисления, третий блок 25 деления, второй блок 26 умножения, третий блок 27 вычитания, третий блок 27 вычитания, третий блок 28 умножения, третий блок 28 умножения, четвертый блок 29 вычитания, второй инвертор 30, второй блок 31 передаточной функции, четвертый блок 32 деления.
Блок 21 вычисления коэффициентов ползучести металла полосы блока 8 вычисления величины удельного натяжения содержит для каждого из вычисляемых параметров блоки 33-37 вычисления коэффициентов ползучести материала соответственно /С, 1, KZ, Кз, и /Q, где /С - коэффициент, характеризующий нижний предел текучести металла при малой скорости деформирования; /Cj - коэффициент, характеризующий верхний предел текучести металла при мгновенном (очень быстром) деформировании; /Сг- коэффициент, определяющий изменение предела текучести металла от величины его деформации; /Cj и /С - коэффициенты, характеризующие соответственно величину и скорость снижения предела текучести металла в зависимости от времени деформаций.
Внутренние структуры представлены для блока 33 и 34, для остальных блоков 35-37 структуры аналогичны. Блоки 33 и 34 содержат по три блока 38-40 и 41-43, задания соответственно, по три ключа 44-46 и 47-49, по два блока 50, 51 и 52, 53 умножения и по сумматору 54 и 55 соответственно.
Блок 11 вычисления полного натяжения полосы в зоне управления содержит блок 56 умножения, блок 57 вычитания, блок 58 умножения, блоки 59 и 60 вычитания, блок 61 умножения.
Блок 13 вычисления величины коррекции полного натяжения содержит блок 62 вычитания и блок 63 умножения.
Измеритель I неплоскостного участка по
ширине полосы содержит датчики 64 амплитуды, расположенные по ширине полосы на равном расстоянии друг от друга, датчик 65 наличия металла, элементы 66 И соответственно количеству датчиков 64, сумматор 67 и преобразователь 68 код-аналог.
Причем для блока 8 вычисления величины удельного натяжения входы преобразователя 20 аналог-код и третьего блока 25 деления являются первым входом блока 8, выходы преобразователя 20 аналог-код и
третьего блока 25 деления соединены соответственно с первым и вторым входами блока 21 вычисления коэффициентов ползучести материала в зависимостиот его температуры, пять выходов которого соединены соответственно с первым и вторым входами перврго блока 22 вычисления, с входом первого инвертора 12, с первым входом блока 26 умножения и с входом второго инвертора 30, вход четвертого блока 32 деления является вторым входом блока 8, на второй вход блока 32 деления задается значение длины полосы, выходы четвертого блока 32 деления и второго инвертора 30 соединены соответственно с первым и вторым входами второго блока 31 передаточной функции, выход которого соединен через четвертый блок 29
вычитания с вторым входом второго блока 26-умножения, выход первого инвертора 19 соединен с первым входом первого блока 18 передаточной функции, второй вход которого соединен с выходом второго блока 17 деления, первый вход блока 17 деления является третьим входом блока 8 вычисления величины удельно натяжения полосы, на второй вход блока 17 деления задается значение длины контролируемого участка полосы на входе в агрегат непрерывного отжига,
выходы первого блока 18 передаточной функции и выход первого блока 22 вычисления соединены с первым и вторым входами первого блока 23 умножения, выход которого соединен с первым входом второго блока 24 вычитания, второй вход второго блока 24
вычитания соединен с вторым выходом блока 21 вычисления коэффициентов ползучести материала в зависимости от его температуры, выход второго блока 26 умножения соединен с входом четвертого блока 27 вычитания, выходы второго и четвертого блоков 24 и 27 вычитания соединены с первым и вторым входами третьего блока 28 умножения, выход которого является выходом блока 8 вычисления величины удельного натяжения полосы. В блоке 21 вычисления коэффициентов ползучести выходы задатчиков 38-40 блока 33 и 41-43 блока 34 соединены с первыми входами ключей 44-46 и 47-49 соответственно, вторые входы которых являются первым входом блока 21, выходы ключей 44 и 47 соединены с первыми входами сумматоров 54 и 55, соответственно, выходы ключей 45, 46 и 48, 49 соединены с первыми входами блоков 50, 51 и 52, 53 умножения соответственно, вторые входы которых являются вторым входом блока 21, выходы блоков 50, 51 и 52, 53 умножения соединены соответственно с вторым и третьим входами сумматора 54 блока 35, а выходы блоков 52 и 53 умножения соединены соответственно со вторым и третьим входами сумматора 55 блока 34, выходы сумматоров 54 и 55 являются первым и вторым выходами блока 21 соответственно. Выходы блоков 35-37 блока 21 вычисления коэффициентов ползучести материалов в зависимости от его температуры, внутренние структуры которых и связи между блоками аналогичны внутренним структурам и связям между составляющими элементами блоков 33 и 34, являются третьим, четвертым и пятым выходами блока 21 соответственно. Для блока 11 вычисления полного натяжения в зоне управления первый вход блока 56 умножения и первый вход блока 60 вычитания являются соответственно первым и вторым входами блока И. На вторые входы блока 56 умножения и блока 60 вычитания задается величина ширины В полосы, на третий вход блока 56 умножения задается значение толщины Я полосы. Выход блока 56 умножения соединен с первыми входами блоков 57 и 59 вычитания, выход блока 60 вычитания соединен с первым входом блока 61 умножения, на второй и третий входы которого задаются значения толщины и удельного натяжения полосы. Выход блока 61 умножения соединен с вторым входом блока 57 вычитания, выход которого через блок 58 умножения соединен с вторым входом блока 59 вычитания, выход которого является выходом блока 11 вычисления полного натяжения полосы в зоне управления. В блоке 11 вычисления величины коррекции полного натяжения в зоне управления выход блока 62 вычитания соединен с первым входом блока 63 умножения, вход блока 62 вычитания и второй вход блока 63 умножения являются соответственно первым и вторым входами блока 13, а выход блока 63 умножения является выходом блока 13. Для измерителя 1 неплоскостного участка по ширине полосы выходы датчиков 64 амплитуды соединены с первыми входами элементов 65 И, вторые входы которых соединены с выходом датчика 65 наличия металла, выходы элементов 66 И соединены с входами сумматора 67, выход которого соединен с входом преобразования 68 код-аналог, выход которого является выходом измерителя 1. Устройство работает следующим образом. Сигналы с выходов датчика 3 температуры полосы в зоне управления, датчика 2 скорости транспортировки полосы и блока 9 задания величины вытяжки поступают на входы блока 8, где производится расчет требуемой величины удельного натяжения б для получения заданной величины относительно вытяжки по формуле ()-F(t) где функция i() - характеризуется изменение величины фактического предела текучести металла при мгновенной деформации и описывается так: f() /Cj-(/(i-A:)-e-««, где функция Fft)- характеризует снижение фактического предела текучести, вследствие разупрочнения металла во времени: FCC) ,(. Тогда бГ {(8) F(T) Ki(Ki-K) ё l-K(ё), где - заданная величина относительной вытяжки.. ,., где 1о - длина контролируемого участка полосы на входе в агрегат непрерывного отжига АНО, как правило 1о 1 м; Г - время пребывания полосы в зоне управления; К, Кр KS,, 7(3 К - коэффициенты ползучести материала полосы. Для возможности проведения расчетов в диапазоне рабочих температур коэффициенты ползучести приняты функциями температуры. Аппроксимацию температурной зависимости коэффициентов ползучести провели QTeneHHbiM многочленом вида: ,(7/1000.)-1-02(7/1000), где П - апроксимируемый параметр; Т -температура металла, °С; ai,tt2ja - коэффициенты многочлена. Коэффициенты аппроксимации зависимости коэффициентов ползучести трансформаторной стали от температуры в диапазоне 650-850°С приведены в таблице. В блоке 11 при плоской полосе производится расчет величины полного натяжения в зоне управления для получения заданной вытяжки: 7ул,бо-В-Я, гдеВиЯ-ширина и толщина полосы (номинальные) . При наличии неплоскостности прокатанной полосы на входе в АНО с выхода измерителя 1 неплоскостного участка полосы по ширине в блок 11 подается значение ширины неплоского участка в. Величина полного натяжения в зоне управления в этом случае рассчитывается по формуле: Tvnp 7i-f-(ri-7a), где 7х бЬ-В-Я и (, (В -в)-Я. Через блок 14 задержки и блок 15 сложения выходная величина поступает через выходной усилитель 16 в схему электропривода тянущих роликов для поддержания величины натяжения полосы в зоне управления, обеспечивающей получение заданной вытяжки. На выходе из агрегата непрерывного отжига АНО измеряется длина полосы измерителем 5 длины полосы, а измерителем 4 вытяжки вычисляется значение действительной вытяжки А1 сравнением измеренной длины полосы на выходе из АНО с заданной длиной контролируемого участка на входе в АНО. С выхода блока 12 деления на один из входов блока 13 вычисления величины коррекции полного натяжения поступает отношение заданной вытяжки Л1 снимаемой с выхода блока 9 задания вытяжки к действительной вытяжке Д1, -полученной измерителем 4 вытяжки. В зоне управления агрегата непрерывного отжига датчиком 7 натяжения измеряетг ся натяжение полосы, величина которого через первый блок 10 задержки поступает на первый вход блока 13. На второй вход блока 13 вычисления величины коррекции полного натяжения поступает величина натяжения, измеренная датчиком 7 натяжения. В блоке 13 вычисляется величина коррекции полного натяжения для компенсации отклонения действительной вытяжки Л от заданной Л1 по выражению ДГупр Туар (1- ). Величина коррекции натяжения через блок 15 сложения поступает на вход выходного усилителя 16 и далее в систему электропривода тянущих роликов АНО. Тем самым обеспечивается коррекция натяжения для ликвидации рассогласования действительной (измеренной) вытяжки от заданной. Введение в устройство датчиков плоскостности полосы, скорости и температуры полосы в зоне управления, блоков вычисления требуемого натяжения для получения заданной величины вытяжки и управление по этим значениям натяжением по возмущению с коррекцией по отклонению, т.е. по выходному сигналу рассогласования измеренного и заданного значения вытяжки, обеспечивает полный учет технологических параметров процесса, геометрических размеров полос, плоскостности прокатанных полос на входе в АНО. Таким образом, достигается высокое качество регулирования в широком интервале параметров технологического процесса обработки и геометрических размеров полос. Точное поддержание оптимальной величины вытяжки по длине полосы позволяет повысить уровень магнитных свойств готовой полосы-, и стабилизировать его по длине полосы. Экономический эффект на одном агрегате составляет около 35 тыс. руб. в год.
В систепу
электропривода тянущих роликов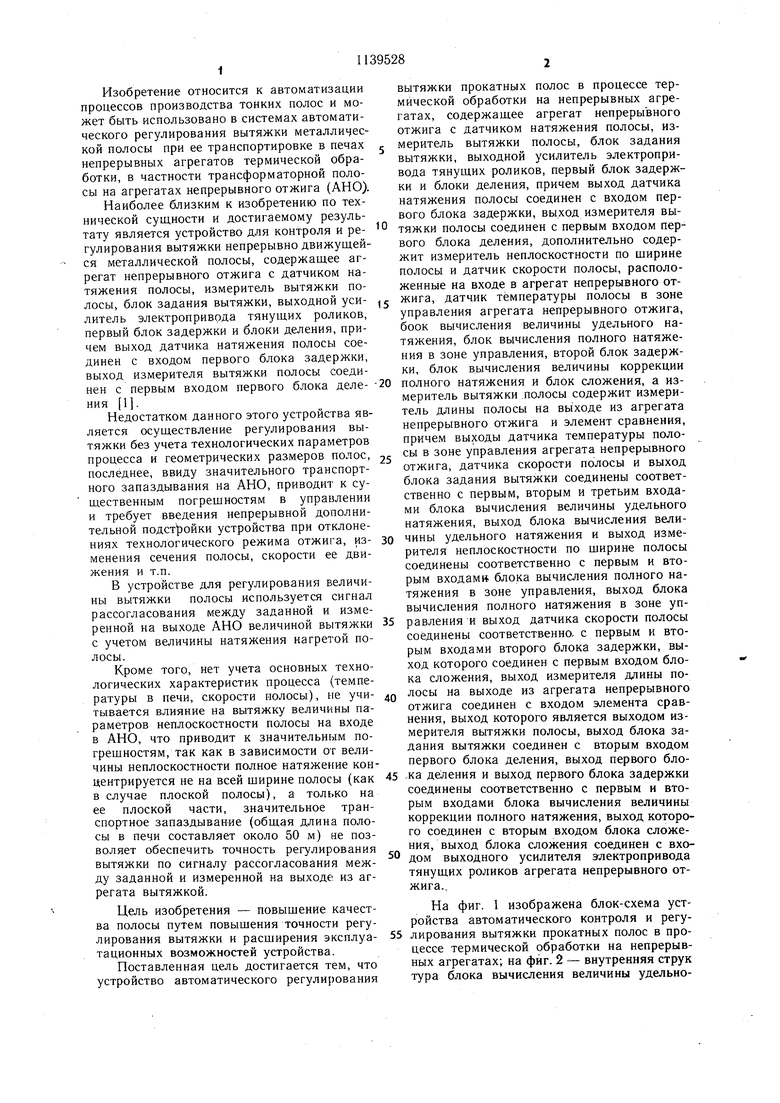

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля и регулирования вытяжки непрерывно движущейся металлической полосы | 1979 |
|
SU908441A1 |
| Устройство управления изгибно-растяжным агрегатом | 1981 |
|
SU998526A1 |
| Система вычисления теоретической массы движущейся полосы | 1984 |
|
SU1235575A1 |
| Устройство для контроля натяжения полосы | 1986 |
|
SU1315065A1 |
| Способ оптимального управления плоскостностью полосы при прокатке и устройство для его осуществления | 1989 |
|
SU1694270A1 |
| Устройство для управления накопителем полосы | 1989 |
|
SU1735810A2 |
| Система автоматического регулирования вытяжки непрерывной полосы | 1988 |
|
SU1570814A1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ СРЕДНЕЙ ТОЛЩИНЫ СТЕНКИ ТРУБЫ | 1993 |
|
RU2056959C1 |
| Устройство управления тепловым профилем валка прокатного стана | 1982 |
|
SU1065055A2 |
| Система автоматического регулирования толщины стенки труб на трубопрокатном агрегате | 1984 |
|
SU1194523A1 |


УСТРОЙСТВО АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ВЫТЯЖКИ ПРОКАТАННЫХ ПОЛОС В ПРОЦЕССЕ ТЕРМИЧЕСКОЙ ОБРАБОТКИ НА НЕПРЕРЫВНЫХ АГРЕГАТАХ, содержащее агрегат непрерывного отжига с датчиком натяжения полосы, измеритель вытяжки полосы, блок задания вытяжки, выходной усилитель электропривода тянущих роликов, первый блок задержки и блоки деления, причем выход датчика натяжения полосы соединен с входом первого блока задержки, выход измерителя вытяжки полосы сбединен с первым входом первого блока деления, отличающееся тем, что, с целью повыщения качества полосы за счет повыщения точности регулирования вытяжки и расщирения эксплуатационных возможностей устройства, оно дополнительно содержит измеритель неплоскостности по щирине полосы и датчик скорости полосы, расположенные на входе в агрегат непрерывного отжига, датчик температуры полосы в зоне управления агрегата непрерывного отжига, блок вычисления величины удельного натяжения, блок вычисления полного натяжения в зоне управления, второй блок задержки, блок вычисления величины коррекции полного натяжения и блок сложения, а измеритель вытяжки полосы содержит измеритель длины полосы на выходе из агрегата непрерывного отжига и элемент сравнения, причем выходы датчика температуры полосы в зоне управления агрегата непрерывного отжига, датчика скорости полосы и выход блока задания вытяжки соединены соответственно с первым, вторым и третьим входами блока вычисления величины удельного натяжения, выход блока вычисления величины удельного натяжения и выход измерителя неплоскостности по ширине полосы соединены соS ответственно с первым и вторым входами блока вычисления полного натяжения в зоне управления, выход блока вычисления полного натяжения в зоне управления и выход датчика скорости полосы соединены соответственно с первым и вторым входами второго блока задержки, выход которого соединен с первым входом блока сложения, выход измерителя длины полосы на выходе из агрегата непрерывного отжига соединен с вхоСО дом элемента сравнения, выход которого является выходом измерителя вытяжки полосо сы, выход блока задания вытяжки соединен СП с вторым входом первого блока деления, выtc ход первого блока деления и выход первого оо блока задержки соединены соответственно с первым и вторым входами блока вычисления величины коррекции полного натяжения, выход которого соединен с вторым входом блока сложения, выход блока сложения, соединен с входом выходного усилителя электропривода тянущих роликов агрегата непрерывного отжига.
От задатчика
77 OrSfl.d
QmSn. 3
21
От задсп
25 чина
.11
0т задат ика
Отэадатчика
L,.
и.
поа.
32
ОтВл.2 шг Отзадат чика KSn.22
Отбл.8 Кбл.22,2 (Риг.З
KSfl.ltf
Отдл.Ю КВЛ.Г9 К5Л.26 Кбл.ЗО
Vx
4
trj l
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для контроля и регулирования вытяжки непрерывно движущейся металлической полосы | 1979 |
|
SU908441A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
