Изобретение относится к прокатному производству, а именно к способам измерения и регулирования плоскостности полосы на станах холодной прокатки.
Целью изобретения является повышение качества проката.
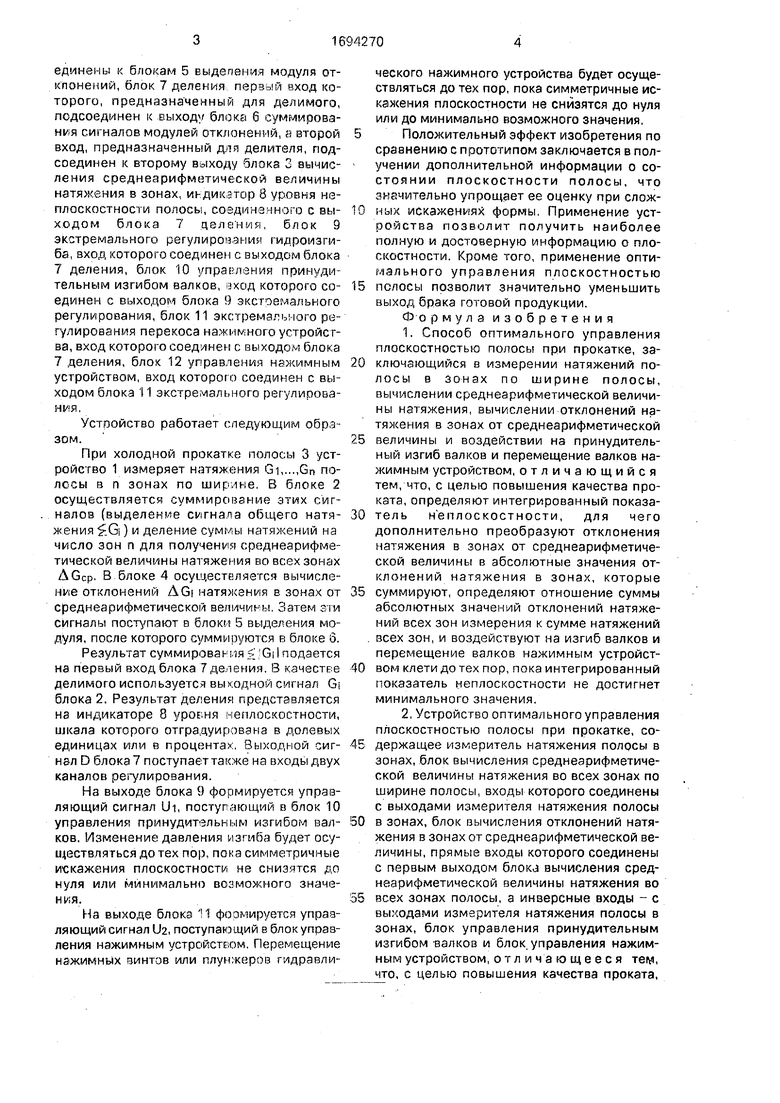
На чертеже показано устройство для оптимального управления плоскостностью полосы при прокатке.
Оно содержит измеритель 1 натяжения полосы в зонах, блок 2 вычисления среднеарифметической величины натяжения на всех зонах по ширине полосы, входы которого соединены с выходами измерителя 1 натяжения полосы в зонах по ширине полосы 3, блок 4 вычисления отклонений натяжения в зонах от среднеарифметической величины, прямые входы которого соединены с первым выходом блока 2 вычисления среднеарифметической величины натяжения во всех зонах по ширине полосы а инверсные входы - с выходами измерителя 1 натяжения полосы в зонах, блоки 5 выделения моделей отклонений, число которых соответствует числу п зон измерения натяжения, входы которых соединены с выходами блока 4 вычисления отклонений натяжения в зонах среднеарифметической величины, блока 6 суммирования сигналов модулей отклонений, входы которого подсоГО
VI
единены к блокам 5 выделения модуля отклонений, блок 7 деления, первый вход которого, предназначенный для делимого, подсоединен к выходу блока 6 суммирования сигналов модулей отклонений, а второй вход, предназначенный для делителя, подсоединен к второму выходу блока 3 вычисления среднеарифметической величины натяжения в зонах, индикатор 8 уровня неплоскостности полосы,соединенного с выходом блока 7 деления, блок 9 экстремального регулирования гидроизгиба, вход которого соединен с выходом блока 7 деления, блок 10 управления принудительным изгибом валков, вход которого соединен с выходом блока 9 экстремального регулирования, блок 11 экстремального регулирования перекоса нажимного устройства, вход которого соединен с выходом блока 7 деления, блок 12 управления нажимным устройством, вход которого соединен с выходом блока 11 экстремального регулирования.
Устройство работает следующим образом.
При холодной прокатке полосы 3 устройство 1 измеряет натяжения Gi,...,Gn полосы в п зонах по ширине, В блоке 2 осуществляется суммирование этих сигналов (выделение сигнала общего натяжения ЈG) и деление суммы натяжений на число зон п для получения среднеарифметической величины натяжения во всех зонах AGcp. В блоке 4 осуществляется вычисление отклонений AGj натяжения в зонах от среднеарифметической величины. Затем эти сигналы поступают в блоки 5 выделения модуля, после которого суммируются в блоке 6.
Результат суммирования Ј|Gil подается на первый вход блока 7 деления. В качестве делимого используется выходной сигнал GI блока 2. Результат деления представляется на индикаторе 8 уровня неплоскостности, шкала которого отградуирована в долевых единицах или в процентах. Выходной сигнал D блока 7 поступает также на входы двух каналов регулирования.
На выходе блока 9 формируется управляющий сигнал Ui, поступающий в блок 10 управления принудительным изгибом валков. Изменение давления изгиба будет осуществляться до тех пор, пока симметричные искажения плоскостности не снизятся до нуля или минимально возможного значения.
На выходе блока 11 формируется управляющий сигнал Ua, поступающий в блок управления нажимным устройством, Перемещение нажимных винтов или плунжеров гидравлического нажимного устройства будет осуществляться до тех пор, пока симметричные искажения плоскостности не снизятся до нуля или до минимально возможного значения.
Положительный эффект изобретения по
сравнению с прототипом заключается в получении дополнительной информации о состоянии плоскостности полосы, что значительно упрощает ее оценку при слож0 ных искажениях формы, Применение устройства позволит получить наиболее полную и достоверную информацию о плоскостности. Кроме того, применение оптимального управления плоскостностью
5 полосы позволит значительно уменьшить выход брака готовой продукции. Формула изобретения
1.Способ оптимального управления плоскостностью полосы при прокатке, за0 ключающийся в измерении натяжений полосы в зонах по ширине полосы, вычислении среднеарифметической величины натяжения, вычислении отклонений натяжения в зонах от среднеарифметической
5 величины и воздействии на принудительный изгиб валков и перемещение валков нажимным устройством, отличающийся тем, что, с целью повышения качества проката, определяют интегрированный показа0 тель н еплоскостности, для чего дополнительно преобразуют отклонения натяжения в зонах от среднеарифметической величины в абсолютные значения отклонений натяжения в зонах, которые
5 суммируют, определяют отношение суммы абсолютных значений отклонений натяжений всех зон измерения к сумме натяжений всех зон, и воздействуют на изгиб валков и перемещение валков нажимным устройст0 вом клети до тех пор, пока интегрированный показатель неплоскостности не достигнет минимального значения.
2,Устройство оптимального управления плоскостностью полосы при прокатке, со5 держащее измеритель натяжения полосы в зонах, блок вычисления среднеарифметической величины натяжения во всех зонах по ширине полосы, входы которого соединены с выходами измерителя натяжения полосы
0 в зонах, блок вычисления отклонений натяжения в зонах от среднеарифметической величины, прямые входы которого соединены с первым выходом блока вычисления среднеарифметической величины натяжения во
5 всех зонах полосы, а инверсные входы - с выходами измерителя натяжения полосы в зонах, блок управления принудительным изгибом -валков и блок управления нажим- ным устройством, от л и ч а юще еся тем, что, с целью повышения качества проката,
оно дополнительно снабжено блоками выделения модуля отклонений,число которых соответствует числу зон измерения натяжения, входы которых соединены с выходами блока вычисления отклонений натяжения в зонах от среднеарифметической величины, блоком суммирования сигналов модулей отклонений, зходы которого подсоединены к блокам выделения модуля, блоком деления, первый вход которого, предназначенный для делимого, подсоединен к выходу блока суммирования сигналов модулей отклонений, а второй вход, предназначенный для делителя, подсоединен к второму выходу
блока вычисления среднеарифметической величины натяжения во всех зонах по ширине полосы, индикатором уровня неплоскостности полосы, соединенным с
5 выходом блока деления, блоком экстремального регулирования гидроизгиба, вход которого соединен с выходом блока деления, а выход - с входом блока управления принудительным изгибом валков,
10 блоком экстремального регулирования перекоса нажимного устройства, вход которого соединен с выходом блока деления, а выход-с входом блока управления нажимным устройством.
1с;
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ И РЕГУЛИРОВАНИЯ ПЛОСКОСТНОСТИ ПОЛОС В ПРОЦЕССЕ ПРОКАТКИ | 2002 |
|
RU2211102C1 |
| Устройство автоматического регулирования вытяжки прокатанных полос в процессе термической обработки на непрерывных агрегатах | 1983 |
|
SU1139528A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ПРОФИЛЯ ПОЛОСЫ | 1970 |
|
SU262228A1 |
| Устройство для регулирования формы полосы в процессе непрерывной прокатки | 1990 |
|
SU1729644A1 |
| СПОСОБ УПРАВЛЕНИЯ ТЕПЛОВЫМ ПРОФИЛЕМ ВАЛКОВ ПРОКАТНОГО СТАНА | 1997 |
|
RU2115494C1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ПЛОСКОСТНОСТИ ПОЛОС | 2000 |
|
RU2189875C2 |
| Устройство для регулирования натяжения полосы на непрерывном прокатном стане | 1982 |
|
SU1065051A1 |
| Устройство для регулирования толщины полосы | 1975 |
|
SU749478A1 |
| Устройство автоматического управления плоскостностью полосы | 1988 |
|
SU1585040A1 |
| Устройство для автоматического регулирования толщины полосы на стане горячей прокатки | 1980 |
|
SU933147A1 |

Изобретение относится к прокатному производству, а именно к измерению и регулированию плоскостности полосы в процессе на станах холодной прокатки Цель изобретения - повышение качества проката. Используется новый показатель иепло- скостности полосы, представляющий собой отношение суммы сигналов абсолютных значений отклонений натяжений всех зон измерения по ширине полосы от среднеарифметической величины к сумме сигналов натяжений всех зон Показатель выражается в долевых единицах или процентах и СЛУЖИТ как для получения визуальной информации о состоянии плоскостности полосы, так и в качестве регулируемой величины используется в каналах оптимального регулирования симметричных и асимметричных искажений формы, обеспечивающих минимум указанных искажений 2 с п ф-лы 1 ил
| СПОСОБ РЕГУЛИРОВАНИЯ ПРОФИЛЯ ПОЛОСЫ | 0 |
|
SU262228A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Сергеев А.С | |||
| Современные системы регулирования плоскости полос за рубежом | |||
| БНТИ ин-та Чермегинформация, выл 21 | |||
