(5) УСТРОЙСТВО ДЛЯ КОНТРОЛЯ И РЕГУЛИРОВАНИЯ
ВЫТЯЖИ НЕПРЕРЫВНО ДВИЖУЩЕЙСЯ МЕТАЛЛИЧЕСКОЙ
J
Изобретение относится к металлургии и может быть использовано в системах автоматического регулирования, вытяжки металлической полосы при ее транспортировке в печах агрегатов непрерывного отжига.
Наиболее близким к предлагаемому по технической сущности и достигаемому эффекту является устройство для контроля и регулирования вытяжки непрерывно движущейся трансформаторной полосы, содержащее агрегат непрерывного отжига, измерительвытяжки полосы, блок задания вытяжки, блок сравнения, усилитель сигнала рассогласования и выходной усилитель, причем первый выход агрегата непрерывного отжига соединен с входом измерителя вытяжки, выход измерителя вытяжки и выход блока задания вытяжки соединены соответственно с первым и вторым входами блока сравнения, выход блока сравнения соединен с входом усилителя сигнала рассоглаПОЛОСЫ
сования. Измеритель вытяжки в нем образован из двух частотных датчиков, жестко связанных с осями тянущих роликов, блока отсчета базы, цифрового генератора развертывающего типа, формирователя импульсов, блока измерения, клапанов, схемы задержки, блока сглаживания, блоков памяти, информационных блоков, блока измерения профиля полосы и арифметического блока 1 .
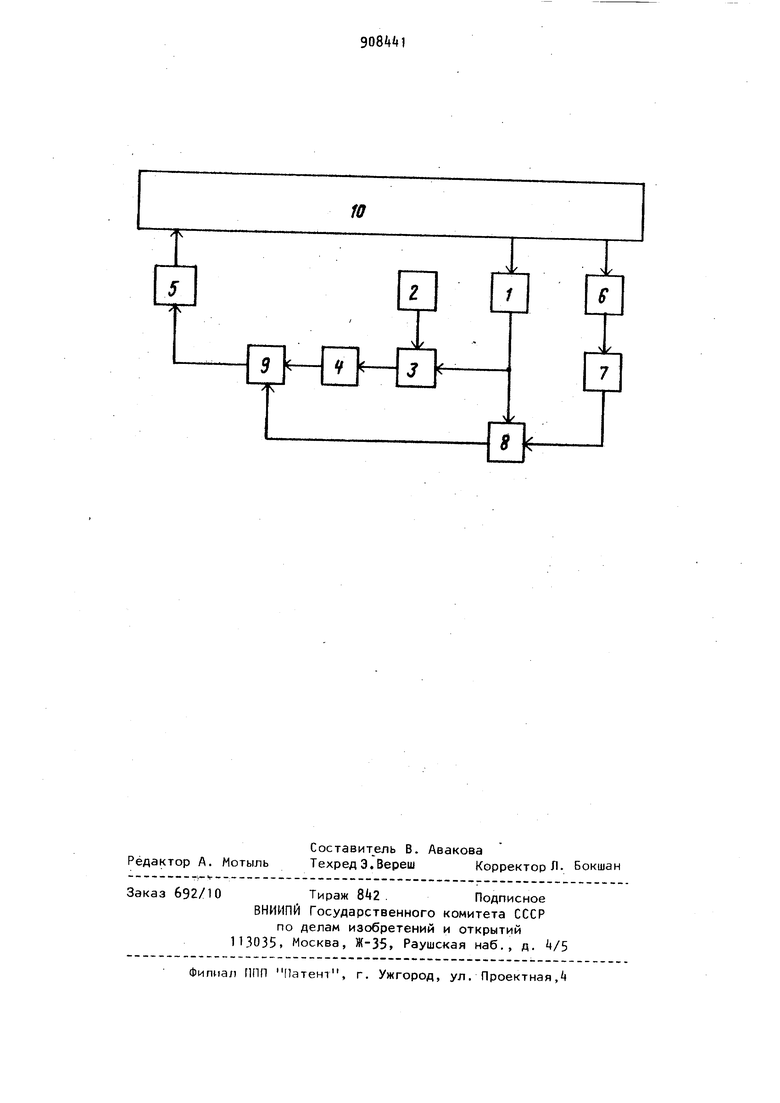
Из структурной схемы этого устройства видно, что сигнал рассогласования между заданной и измеренной вытяжкой используется для регулирования вытяжки без учета изменений технологических параметров и геометрических размеров (сечения) полосы. Таким образом, это устройство также требует подстройки при изменениях сечения полосы, скорости ее движения и натяжения (величины вытяжки). Цель изобретения - повышение точ ности процесса регулирования и рас. ширение эксплуатационных возможностей устройства за счет обеспечения автоматической компенсации из менения коэффициента передачи натяжение - вытяжка печи агрегата непрерывного отжига, т.е. автома тического поддержания постоянства контурного коэффициента системы регулирования вытяжки полосы в целом. Поставленная цель достигается тем, что устройство для контроля и регулирования вытяжки непрерывно движущейся металлической полосы,содержащее агрегат непрерывного отжига, измеритель вытяжки полосы,блок задания вытяжки, блок сравнения, усилитель сигнала рассогласования и выходной усилитель, причем, первый выход агрегата непрерывного отжига соединен с входом измерителя вытяжки , выход измерителя вытяжки и выхо блока задания вытяжки соединен соот ветственно с первым и вторым входами блока сравнения, выход блока сра нения соединен с входом усилителя сигнала рассогласования, дополнительно содержит датчик натяжения полосы, блок задержки, два блока деления, причем второй выход агрега та непрерывного отжига соединен с входом датчика натяжения полосы,вых которого через блок задержки соединен с первым входом первого блока деления, второй вход первого блока деления соединен с выходом измерителя вытяжки,.выход первого блока деления соединен с первым входом второго блока деления, второй вход которого соединен с выходом усилителя сигнала рассогласования, выход второго блока деления через выходно усилитель соединен со входом агрега та непрерывного отжига. На чертеже приведена структурная схема устройства для контроля и регулирования вытяжки металлической полосы в агрегатах непрерывного отжига . Устройство содержит измеритель 1 вытяжки полосы, блок 2 задания вы тяжки, блок 3 сравнения, усилитель k сигнала рассогласования, выходной усилитель 5, датчик 6 натяжения полосы, соединенный через блок 7 задержки с первым входом блока 8 деле ния, второй вход которого соединен с выходом измерителя 1 вытяжки.ВыХОД блока 8 соединен с первым входом второго блока 9 деления, второй вход которого соединен с выходом усилителя , а также агрегат 10 непрерывного отжига. Измеритель 1 вытяжки полосы может быть реализован по любой известной схеме измерителя вытяжки или выполнен по схеме цифрового измерителя как в предлагаемом с включением на его выходе цифро-аналогового преобразователя . Устройство работает следующим образом. Сигналы с выхода измерителя 1 вытяжки полосы и с выхода блока 2 задания вытяжки поступают на входы блока 3 сравнения. Выходной сигнал рассогласования блока 3 сравнения после усиления усилителем 4 передается на второй вход второго блока 9 деления. Блок 9 деления выполняет функцию звена с управляемым от блока 8 коэффициентом Кл передачи,рав}( Цдвх Ugpx д&ых Uc) БХ - выходной сигнал с/ вых блока 9 деления;Ud вх входной сигнал блока 9 деления;Uq Бых выходной сигнал устройства 8. Величина управляющего сигнала пропорциональна коэффициенту передачи печи Кр, и определяется выражением. . а.т Лк J., кп двьш j где К( - коэффициент передачи натяжение-вытяжка, к 3f g-n-T - /-1-„касх) j, -3 0 Отсюда коэф({)ициент передачи К.д определяется К 1Ь К„ т.е. его величина обратно пропорциональна коэффициенту Kf, передали печи агрегата. При вычислении блоком 8 коэффициента Кп передачи прии для умрмьшения динамической ошибки, сигнал натяжения Т датчика 6 подается на первый вход блока 8 после внесения блоком 7 задержки запаздывания,равного запаздыванию, вносимому при измерении вытяжки измерителем 1 вытяжки. . Контурный коэффициент системы определяется произведением коэффициентов передачи составляющих ее звеньев, в том числе произведением коэффициентов Kg и Кп Учитывая .вышеизложенное, контурный коэффи-. циент системы регулирования вытяжки, включающей предлагаемое устройство, не зависит от коэффициента передачи Кп, следовательно от сечения, скорости движения и вытяжки полосы. Введение в известную совокупност признаков датчика натяжения полосы блока задержки, двух ycтpoйctв деле ния и новых связей обеспечивает авт матическую стабилизацию контурного коэффициента системы, оптимальную п точности и быстродействию настройку регулятора вытяжки. Таким образом, достигается высокое качество регули рования в широком диапазоне вариаци технологических параметров и номенклатуры металлической полосы. Использование предлагаемого устройства позволяет повысить уровень магнитных свойств готовой стали за счет поддержания оптимальной вытяжк полосы в поле жестких допусков. Эко номический эффект от использования устройства на одном агрегате по рас четным данным завода составляет 20 тыс.руб. в год. 16 Формула изобретения Устройство для контроля и регулирования вытяжки непрерывно движущейся металлической полосы, содержащее агрегат непрерывного отжига, измеритель вытяжки полосы, блок задания вытяжки, блок сравнения, усилитель сигнала рассогласования и выходной усилитель, причем первый выход агрегата непрерывного отжига соединен с входом измерителя вытяжки, выход измерителя вытяжки и выход блока задания вытяжки соединены соответственно с первым и вторым входами блока сравнения, выход блока сравнения соединен с входом усилителя сигнала рассогласования, отличающееся тем, что, с целью повышения точности процесса регулирования и расширения эксплуатационных возможностей устройства, оно дополнительно содержит датчик натяжения полосы, блок задержки, два блока деления, причем второй выход агрегата непрерывного отжига соединен с входом датчика натяжения полосы, выход которого через блок задержки соединен с первым входом гГервого блока деления, второй вход первого блока деления соединен с выходом измерителя вытяжки, выход первого блока деления соединен с первым входом второго блока деления, второй вход которого соединен с выходом усилителя сигнала рассогласования,выход второго блока деления через выходной усилитель соединен с входом агрегата непрерывного отжига. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № it6605, кл. G 06 F , 1976.