Изобретение относится к обработке металлов давлением и может быть использовано для вытяжки из плоской листовой заготовки полых изделий.
Наиболее близким к предлагаемому является штамп для вытяжки полых изделий из листовой заготовки, содержащий жесткий пуансон, охватывающий его кольцевой прижим и матрицу, выполненную в виде закрытого эластичной диафрагмой контейнера, заполненного жидкостью и имеющего в дне сквозное отверстие, соединенное с регулятором давления 1.
Недостатками известного штампа являются малая степень деформации заготовки и значительный брак изделий вследствие нарушения устойчивости фланца с образованием складок.
Одной из причин появления складок на фланце является то, что в процессе вытяжки не предотвращаются перемещения фланца заготовки в окружном направлении. В результате образования складок снижается степень деформации заготовки и появляется брак.
Цель изобретения - увеличение степени деформации и сокращение брака.
Поставленная цель достигается тем, что в штампе, содержащем жесткий пуансон, охватывающий его кольцевой прижим и матрицу, выполненную в виде закрытого эластичной диафрагмой контейнера, заполненного жидкостью и имеющего в дне сквозное отверстие, соединенное с регулятором давления, на рабочей поверхности кольцевого прижима, обращенной к заготовке, выполнены равномерно расположенные радиальные риски, глубина которых составляет 50- 80 мкм, а их плотность равна 20-30 шт. на 1 см наружного диаметра кольцевого прижима.
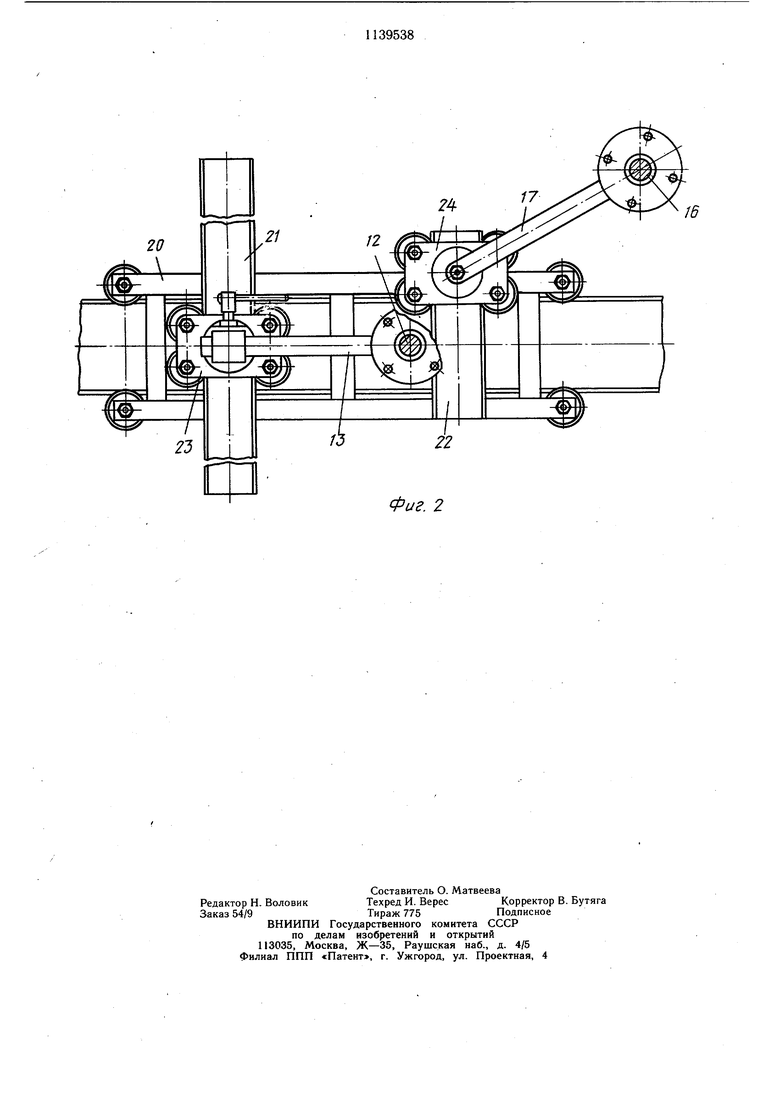
На фиг. 1 изображен штамп, исходное состояние; на фиг. 2 - кольцевой прижим с радиальными рисками, вид поверхности, обращенной к заготовке.
Штамп состоит из жесткого пуансона 1, охватывающего его кольцевого прижима 2 и матрицы в виде контейнера 3, заполненного жидкостью и имеющего в дне сквозное отверстие 4, соединенное с регулятором давления (не показан). Контейнер 3 закрыт эластичной диафрагмой 5.
Поверхность кольцевого прижима 2, обращенная к заготовке 6, снабжена радиальными рисками 7. При опытах установленно, что глубина рисок составляет 50- 80 мкм, а плотность равна 20-30 щт на 1 см длины дуги окружности диаметра D.
Щтамп работает следующим образом. Пуансон 1, вдавливаясь в матрицу, воздействует на заготовку 6 и, перемещаясь вниз, производит ее вытяжку.
Радиальные риски 7 на поверхности
кольцевого прижима 2, обращенной к заготовке 6, создают сопротивление окружным перемещениям фланца и затрудняют его складкообразованием нод действием тангенциальных сжимающих напряжений. За счет этого увеличивается степень деформации заготовки, сокращается брак.
.После вытяжки прижим 2 с пуансоном 1 отходят вверх.
Область применения штампа ограничена
5 узким кругом деталей. Наиболее рационально использовать штамп для изготовления деталей из заготовок, у которых -|- 0,001 - 0,003. Для меньших значений относительной толщины заготовок необходимо назначать меньшую глубину рисок и большое их
количество на 1 см наружного диаметра прижима, а для больц1их значений относительной толщины - большую глубину рисок, но меньшее их количество.
Штамп проверен при вытяжке цилиндрического стакана диаметром 38 мм С полусферическим дном из заготовки диаметром 100 мм и толщиной 0,3 мм, материал Х18Н9Т. Относительная толщина заготовок - 0,003, глубина рисок 80 мкм, количество рисок 20 шт. на 1 см наружного диаметра прижима. Количество бракованных деталей из-за образования складок при вытяжке на прижимном кольце с радиальными рисками 5 шт.; а на гладком 20 щт. При вытяжке на прижимном кольце с радиальными рисками высота полученных деталей
на 30% больше высоты деталей, полученных на гладком прижимном кольце.
При глубине радиальных рисок меньше 50 мкм фланец заготовки перемещается в 0 окружном направлении с образованием складок. При глубине рисок больше 80 мкм на полученной детали остаются следы от рисок.
Образование складок наблюдается при плотности менее 20 шт, рисок, а при плотности рисок более 30 щт. на полученной детали остаются следы от рисок.
Использование предлагаемого штампа обеспечивает по сравнению со штампами с гладким прижимом увеличение степени деформации и соответственно увеличение 0 высоты получаемых изделий в 1,2-1,4 раза, а также сокращение брака из-за нарушения устойчивости фланца заготовки на 70-80%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МНОГООПЕРАЦИОННОЙ ВЫТЯЖКИ ОСЕСИММЕТРИЧНОЙ ДЕТАЛИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССАХ ПРОСТОГО ДЕЙСТВИЯ ИЛИ МНОГОПОЗИЦИОННОМ ПРЕССЕ-АВТОМАТЕ | 2013 |
|
RU2557042C2 |
| Способ Колесова Ю.Б.вытяжки полых изделий из листовой заготовки | 1984 |
|
SU1245383A1 |
| Устройство для глубокой вытяжки заготовок из труднодеформируемого материала | 2022 |
|
RU2785759C1 |
| Способ изготовления полых изделий и штампы для его осуществления | 1988 |
|
SU1590160A1 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2367536C1 |
| СПОСОБ ШТАМПОВКИ КОРОБКИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССЕ ПРОСТОГО ДЕЙСТВИЯ | 2011 |
|
RU2527820C2 |
| СПОСОБ ШТАМПОВКИ ТОНКОСТЕННЫХ ПОЛУСФЕРИЧЕСКИХ ДНИЩ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2392079C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ФАСОННЫХ ДЕТАЛЕЙ ИЗ ЛИСТОВОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2018390C1 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ ДЕТАЛЕЙ ИЗ ТОНКОЛИСТОВЫХ ЗАГОТОВОК И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2007 |
|
RU2408447C2 |
| ШТАМП ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ С ТОРЦЕВЫМ ПОДПОРОМ ФЛАНЦА ЗАГОТОВКИ | 1994 |
|
RU2111817C1 |
ШТАМП ДЛЯ ВЫТЯЖКИ ПОЛЫХ ИЗДЕЛИЙ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ, содержащий жесткий пуансон, охватывающий его кольцевой прижим и матрицу, выполненную в виде закрытого эластичной диафрагмой контейнера, заполненного жидкостью и имеющего в дне сквозное отверстие, соединенное с регулятором давления, отличающийся тем, что, с целью увеличения степени деформации и сокращения брака, на рабочей поверхности кольцевого прижима, обращенной к заготовке, выполнены равномерно расположенные радиальные риски, глубина которых составляет 50-80 мкм, а плотность равна 20-30 шт. на Л см наружного диаметра кольцевого прижима. (Л со сд САЭ 00
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Е | |||
| И | |||
| Исаченков Штамповка резиной и жидкостью | |||
| М., Машгиз, 1967, с | |||
| Клапан | 1919 |
|
SU357A1 |
| Приспособление для нагрузки тендеров дровами | 1920 |
|
SU228A1 |
