Изобретение относится к электрофизиче-; ским и электрохимическим методам обработки и, в частности, может быть использовано при изготовлении кондуктора для нагфавления электрода-инструмента малого диаметра при электроэрозионной обработке. Известен способ изготовления кондуктора для направления электрода-инструмента при электроэрозионной обработке, при котором осуц ествляют формообразование стеклянной трубки в пластическом состоянии 1. К недостаткам .известного способа относится сложность технологии изготовления кондуктора. Кроме того, известный способ не обеспечивает получения стеклянного кондуктора по конкретному диаметру электрода-инструмента по скользяпцей посадке. Цель изобретения- упрощение технологии изготовления кондуктора. Поставленная цель достигается тем, что согласно способу изготовления кондуктора к электроэрозионному станку для направления электрода-инструмента при электроэрозионной обработке, при котором осуществляют формообразование стеклянной трубки в пластическом состоянии, размещенному в стеклянной трубке электроду-инструменту сообщают поступательное осевое перемещение и одновременно уменьшают диаметр отверстия трубки до размера диаметра электрода-инструмента. На чертеже изображен кондуктор, изготовленный предлагаемы.м способом. Кондуктор выполнен из цельной стеклянной капиллярной трубки. Входная часть 2 кондуктора выполнена в виде конуса 3, что обеспечивает свободный вход в кондуктор проволочного электрода 4. В зоне 5 кондуктора 1 диаметр отв.ерстия капиллярной трубки на 0,01-0,2 мм бoльuJe диаметра электрода, что значительно снижает трение проволочного электрода о стенки отверстия трубки. Переход 6 с большего диаметра на днаметр проволочного электрода выполнен в виде конуса, что дает возможность свободно вводить проволочный электрод в рабочую направляющую часть 7 кондуктора 1. Диаметр отверстия в рабочей направляющей части 7 кондуктора 1 выполнен по скользящей посадке относительно диаметра проволочного электрода 4,что полностью исключает погрешности, связанные с ориентацией электрода относительно прошиваемого отверстия. Способ осуществляется следующим образом. Берут стеклянную капиллярную трубку с диаметром отверстия на 0,01-0,2 мм больще диаметра проволочного электрода, нагревают часть капиллярной трубки с любого конца, вставляют проволочный электрод в отверстие стеклянной трубки, сообщают поступательное перемещение электроду или трубке и одновременно уменьшают диаметр отверстия трубки до размера диаметра электрода путем вытягивания трубки в пластическом состоянии, затем обрезают трубку на заданную длину, а входную часть отверстия выполняют в виде конуса. При изготовлении экспериментального кондуктора для проволочного электрода диаметром 0,187 мм взята стеклянная капиллярная трубка с диаметром отверстия 0,2 мм и наружным диаметром 77 мм. Проволочный электрод диаметром 0,187 мм правили путем прокатки его между двумя стальными пластинами, что дало электроду высокую прочность на изгиб. Затем, отступив от конца капиллярной трубки на 15-20 мм, грели газовой горелкой часть трубки длиной 25-35 .мм до пластического состояния. После этого в отверстие стеклянной трубки вставили проволочный электрод, сообщили ему поступательное перемещение относительно трубки и одновременно уменьщили отверстие трубки до размера диаметра проволочного электрода путем вытягивания трубки в пластическом состоянии. Поступательное движение электрода в отверстии стеклянной трубки исключает Возможность их взаимного соединения-в процессе формовки и обеспечивает получение отверстия в зоне формовки капиллярной трубки по диаметру электрода. Таким образом, изобретение позволяет упростить технологию изготовления кондуктора для направления электрвда-инструмента при электроэрозионной обработке.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛОКОННО-ОПТИЧЕСКОГО ШТЕКЕРА (ВАРИАНТЫ) | 1997 |
|
RU2110819C1 |
| Способ изготовления глубоких отверстий малых диаметров с повышенными точностными характеристиками в корпусных деталях, изготовляемых из деформируемых материалов | 2020 |
|
RU2751934C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ОТВЕРСТИЙ | 2009 |
|
RU2430816C2 |
| Устройство для электроэрозионной обработки | 1983 |
|
SU1126399A1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ МАТРИЦ ДЛЯ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 1998 |
|
RU2147497C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛОКОННО-ОПТИЧЕСКОГО СОЕДИНИТЕЛЯ (ВАРИАНТЫ) | 1996 |
|
RU2152061C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕСС-ФОРМ ДЛЯ ПОЛУЧЕНИЯ ВЫПЛАВЛЯЕМЫХ МОДЕЛЕЙ НЕКРУГЛЫХ ЗУБЧАТЫХ КОЛЕС | 1995 |
|
RU2093298C1 |
| Устройство для направления проволочного электрода при электроэрозионной прорезке пазов | 1980 |
|
SU965695A1 |
| Способ изготовления многоострийного автокатода | 1981 |
|
SU1001225A1 |
| Устройство для электроэрозионной обработки | 1984 |
|
SU1311878A2 |
СПОСОБ ИЗГОТОВЛЕНИЯ КОНДУКТОРА К ЭЛЕКТРОЭРОЗИОННОМУ СТАНКУ для направления электрода-инструмента при электроэрозионной обработке, при котором осуществляют формообразование стеклянной трубки в пластическом состоянии, отличающийся тем, что, с целью упрощения технологии изготовления, размещенному в стеклянной трубке электроду-инструменту сообщают поступательное осевое перемещение и одновременно уменьщают диаметр отверстия трубки до размера диаметра электрода-инструмента. (Л со сд 00 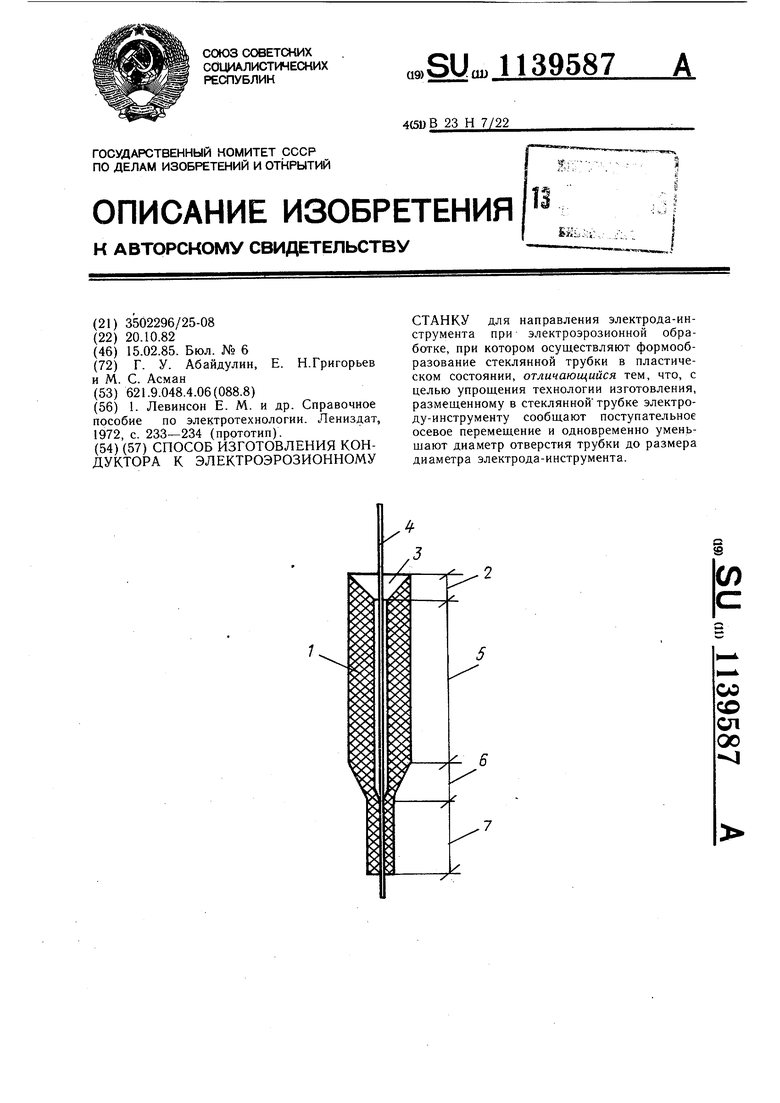
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Левинсон Е | |||
| М | |||
| и др | |||
| Справочное пособие по электротехнологии | |||
| Лениздат, 1972, с | |||
| Крутильный аппарат | 1922 |
|
SU233A1 |
