1
Изобретение относится к оборудованию для изготовления арматуры железобетонных иэделит,, Б частности для изготовления арматурных каркасов труб.
Известна линия для изготовления цилиндрических изделий, содержащая установку для образования цилиндра изделия и станок для образования арматурного каркаса, выполненный в виде смонтированных на станине кондуктора для образования каркаса и механизма скрепления пересечений продольных стержней и поперечной проволоки L J.
Конструкция кондуктора и механизма скрепления пересечений не обеспечивает образования двухрядного каркаса, что снижает диапазон ггрименения линии.
Наиболее близким по технической сущности к предлагаемсму является устройство для изготовления двух-рядпьгх арматурньк каркасов, ссдер)р:а щее вращающийся кондуктор для обра-зования внутреннего и внешнего кар касов, механизмы скреплен.чя пере-сечений каркасов и iunyjiH для поперечной ГфОБОЛОКИ L 2 J.
Недостатком этого устрс-йства ЯЕляется то, что внутренний и внешний каркасы не скрепляются между собой,, в результате чего после PJX ззготоЕ-ления требуется скреплять их вручную,, что увеличивает трудоемкость H3roTOBJ eHHH изделий.
Цель изобретения - снижение трудоемкости скрепления внутреннего и внешнего кар,часон меуклу собой
Поставленная цель достигается тем, что устройстно для изготовления двухрядных арматурных каркасов содержащее вращающийся кондуктор для образования внутреннего и внеш- чего каркасов, мехаг измы С Хрепления пересечений каркасов и шпули для по перечной проволоки,, снабжено кассета ми с отрезками скрепляющей арматуры смонтнрованнь ш на механизмах скрепления кулачками и гибочикгмн элементами каждый из которых снабжен поводком, причем кассеты радиально рамещены в кондукторе;, имеют возможность перемещаться вдоль него а гибочные элементы монтированы на кассетах попарно.
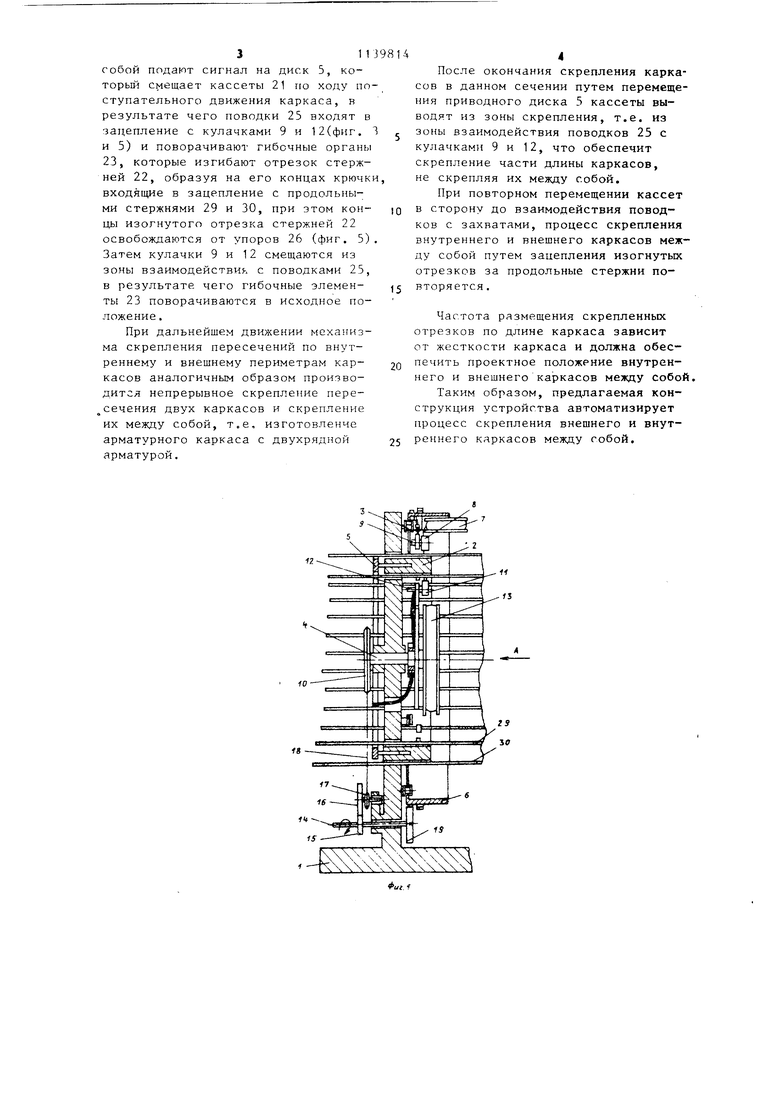
На фиг 1 показано устройство, разрез, на фиг. 2 - вид А на фиг,Is на фиг„ 3 - сечение Б-Б на фиг, 2;
1398142
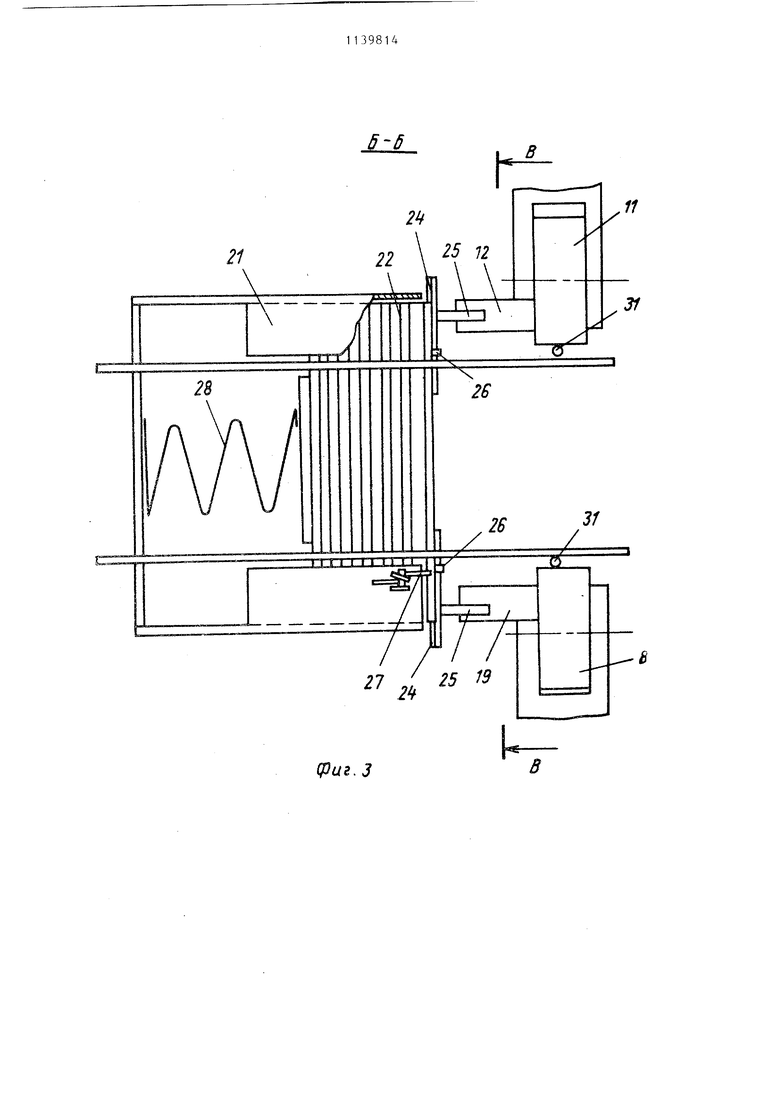
ня фиг, ч - кчЁНне В-В на фнг-. 3; на фиг-.. 5 - устройство в N OMeHT гиЬки OTpe-JKBj скррпляющег- ; каркасы.
УС-ТРОЙС-ГНО еОСГСИТ КЗ С:ТаНИ} Ы I,
, закреплекного на ней конггуктора 2 для образования внутреннего vi внешнего каркасов и смонтировс.;;ных на ней onopHbix роликов 3, нал;- и приВ1);.( диска 5. уста: опле нно1о с IQ возможностью возвратно-тин-гупат-ельного перемещения вдо:1ь ее;.; кон/ уктора,
На роликах 3 устг1ноале: -:а 11:;аншайба о, на которой CMOHTHpopaiibi mi-ry;iH 7 для поперечной проз .1лок}-;. механизм 8 сцепления пересечении и ку.лачок 9. а на валу saKperuieiibi згк клочка 10, мехлни-зм 1 1 Пересе-чтении и кулачок 12, а также установлена .-1я 13, На станн}.:е установлен гриво ;р ой
зал кс-горый имеет жес-терню 15, связанную посредс1-вом шестерни 16 зьездочки 17 и цепи 18 с звездочкой iOj и шестерню 19, - хоцяшую п зацепление с зубчатьм венцом пла1Ш1ай6hi 6 „
В стенках noJioi o кондуктора 2 (.фиг, 4 и 5) г ыпол1;ень; ра 1-а:11)Ьые пазы 20, -6 .ко-го5 ых разме;це} ы рьи;пи;к--размещения отрезков ст-ержней 2, Каж,п.ая кяссета снязанг; с iipiiводным диском 5 и оснащена двумя подпружиненными гибочпымч .1:;мептами 23 и отс к з елями 2 (4иг. i) -Имеющими поводки 25 для вчаим.г.дг-й-ствия с кулачками 9 и 2, На о/тном торце каждой кассеты имеются упоры 25 и пружина 27 для т одклгечения выпадания отрезков стержней 22, а на друго;4 установлена пруж.чка 28 для поцжатия этих О1 режок к упорам 26..
В пазь кондуктора укладывают про-дольнь е стержни 29 BHy-TpeHJ ei-o каркаса и про/;о.аьньте стержни 30 з1-ешне-го каркаса к со ишуль 7 и 13 прикрет-.-;я10т концы птеречньт : прово.пок 31 ,
Устройство рабогае1- с.;пдукш1им об-разом ,
При вращении вала 14 (фиг, 1 и 2)
планшайба 6 и вал 4 синхрог-гно вращаются, в резу.льтате чего exaнизм 8 и 1 1 скрепления п-гресечен1-1й прижимает поперечные про.волоки 31 к продольным стержням 29 и 30 .ркасов и скрепляет их между собой, образуя два цилиндрических каркаса (фиг, 2), Для скрепления этих каркасов г-1ежду 311 гобой подают сигнал на диск 5, который смещает кассеты 21 по ходу по ступательного движения каркаса, в результате чего поводки 25 входят в зацепление с кулачками 9 и 12(фиг. и 5) и поворачивают гибочные органы 23, которые изгибают отрезок стержней 22, образуя на его концах крючк входящие в зацепление с продольными стержнями 29 и 30, при этом концы изогнутого отрезка стержней 22 освобождаются от упоров 26 (фиг. 5) Затем кулачки 9 и 12 смещаются из зоны взаимодействия с поводками 25, в результате чего гибочные элементы 23 поворачиваются в исходное положение . При дальнейшем движении механизма скрепления пересечений по внутреннему и внешнему периметрам каркасов аналогичным образом производится непрерывное скрепление пере сечения двух каркасов и скрепление их между Собой, т.е, изготовление арматурного каркаса с двухрядной арматурой. После окончания скрепления каркасов в данном сечении путем перемещения приводного диска 5 кассеты выводят из зоны скрепления, т.е. из зоны взаимодействия поводков 25 с кулачками 9 и 12, что обеспечит скрепление части длины каркасов, не скрепляя их между собой. При повторном перемещении кассет в сторону до взаимодействия поводков с захватами, процесс скрепления внутреннего и внешнего каркасов между собой путем зацепления изогнутых отрезков за продольные стержни повторяется . Частота размещения скрепленных отрезков по длине каркаса зависит от жесткости каркаса и должна обеспечить проектное положение внутреннего и внешнего каркасов между собой. Таким образом, предлагаемая конструкция устройства автоматизирует процесс скрепления внешнего и внутреннего каркасов между гобой.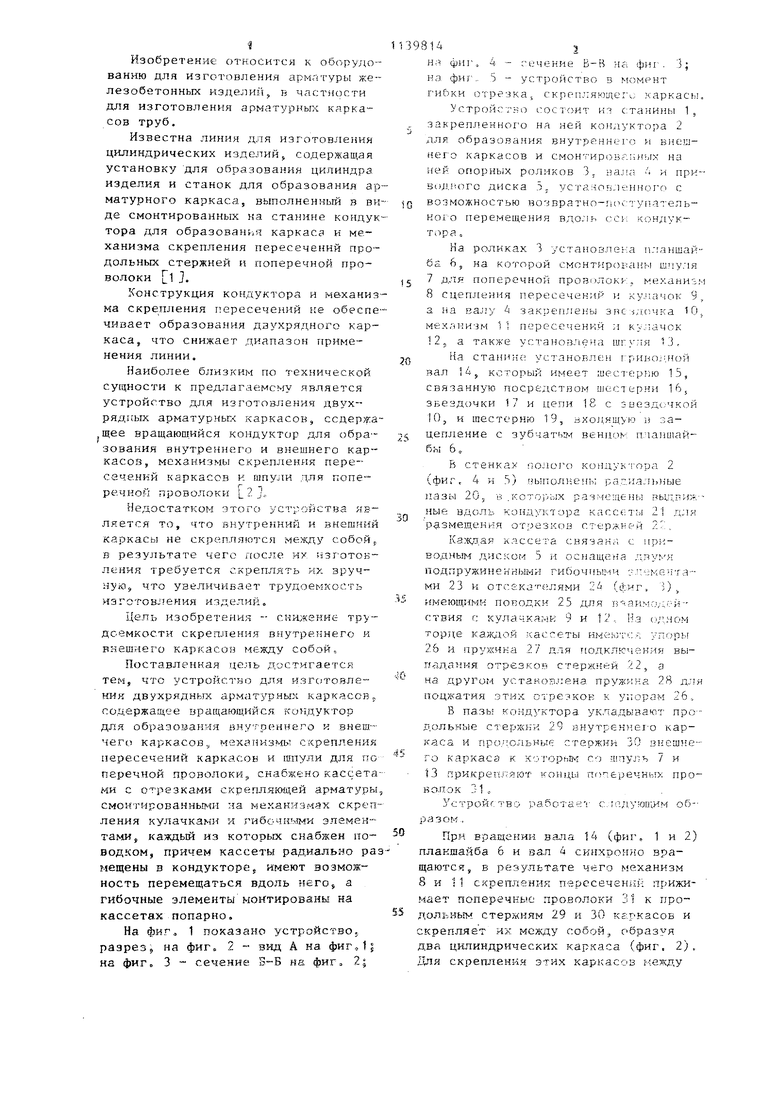
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контактной сварки арматурных каркасов | 1980 |
|
SU927445A1 |
| Установка для изготовления пространственных арматурных каркасов | 1990 |
|
SU1773639A1 |
| Устройство для контактной сварки пространственных арматурных каркасов | 1986 |
|
SU1386404A1 |
| Устройство для изготовления пространственных арматурных каркасов | 1978 |
|
SU749517A1 |
| Станок для изготовления пространственных арматурных каркасов | 1972 |
|
SU448100A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХКАРКАСОВ | 1972 |
|
SU435888A1 |
| УСТРОЙСТВО для СВАРКИ ПРОСТРАНСТВЕННЫХ АРМАТУРНЫХ КАРКАСОВ | 1972 |
|
SU326035A1 |
| Устройство для изготовления арматурных каркасов | 1982 |
|
SU1048092A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕМЕТАЛЛИЧЕСКОГО АРМАТУРНОГО КАРКАСА И АВТОМАТИЧЕСКАЯ УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2619296C1 |
| СПОСОБ ВЯЗКИ АРМАТУРНЫХ СЕТОК И КАРКАСОВ И УСТРОЙСТВО ДЛЯ ВЯЗКИ АРМАТУРНЫХ СЕТОК И КАРКАСОВ | 1996 |
|
RU2111323C1 |

УСТРОЙСТВО ИЗГОТОВЛЕНИЯ ДВУХРЯДНЫХ АРМА.,ЫХ КАРКАСОВ, содержащее вращающийся кондуктор для образования внутреннего и внешнего каркасов, механизм скрепления пересечений каркасов и шпули для поперечной проволоки, отличающееся тем, что, с целью снижения трудоемкости скрепления внутреннего и внещнего каркасов между собой, оно снабжено кассетами с отрезками скрепляющей арматуры, смонтированными -на механизмах скрепления кулачками и гибочными элементами, .ый из которых снабжен поводком, причем кассеты радиально размеп1ены в кондукторе, имеют возможность перемеС щения вдоль него, а гибочные элемен S ты смонтированы на кассетах попарно.
п
Вид А
21
11
2
26
J/
26
/
M ii I I тттт
(Риг.з
ЗГ
1
ixi
27 25 IB
В
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ БЛОКОВ ТОННЕЛЬНОЙ ОБДЕЛКИ | 0 |
|
SU339420A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ | 0 |
|
SU389940A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
