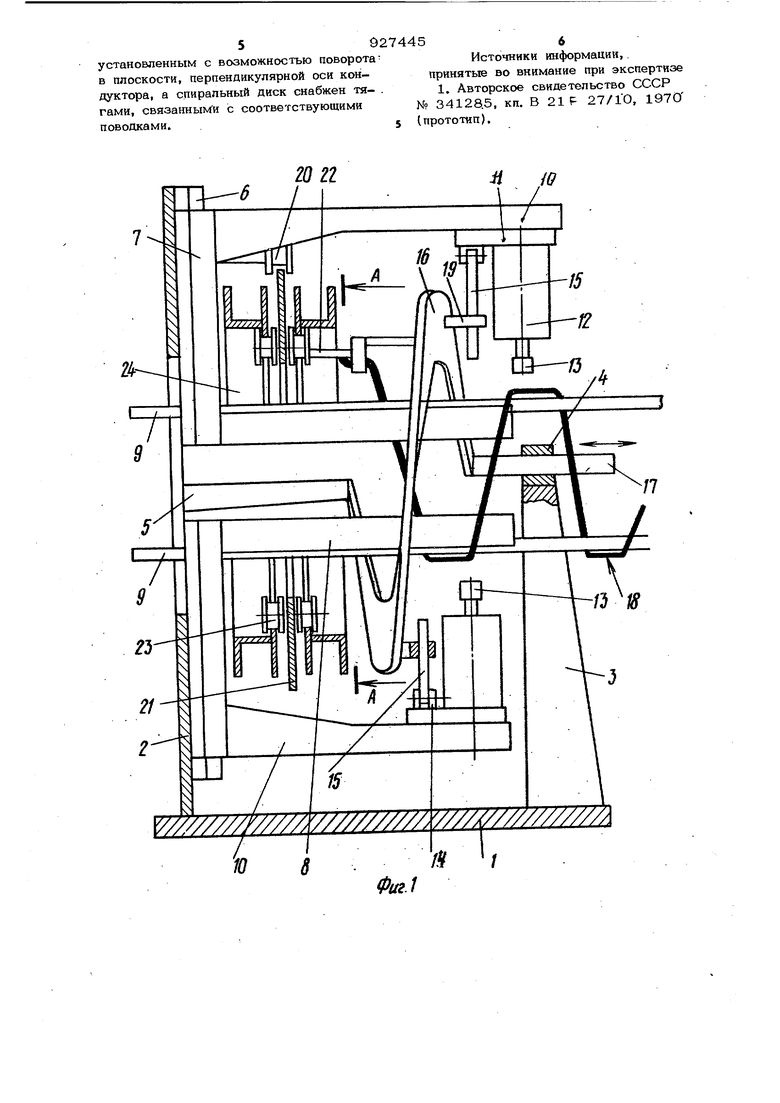
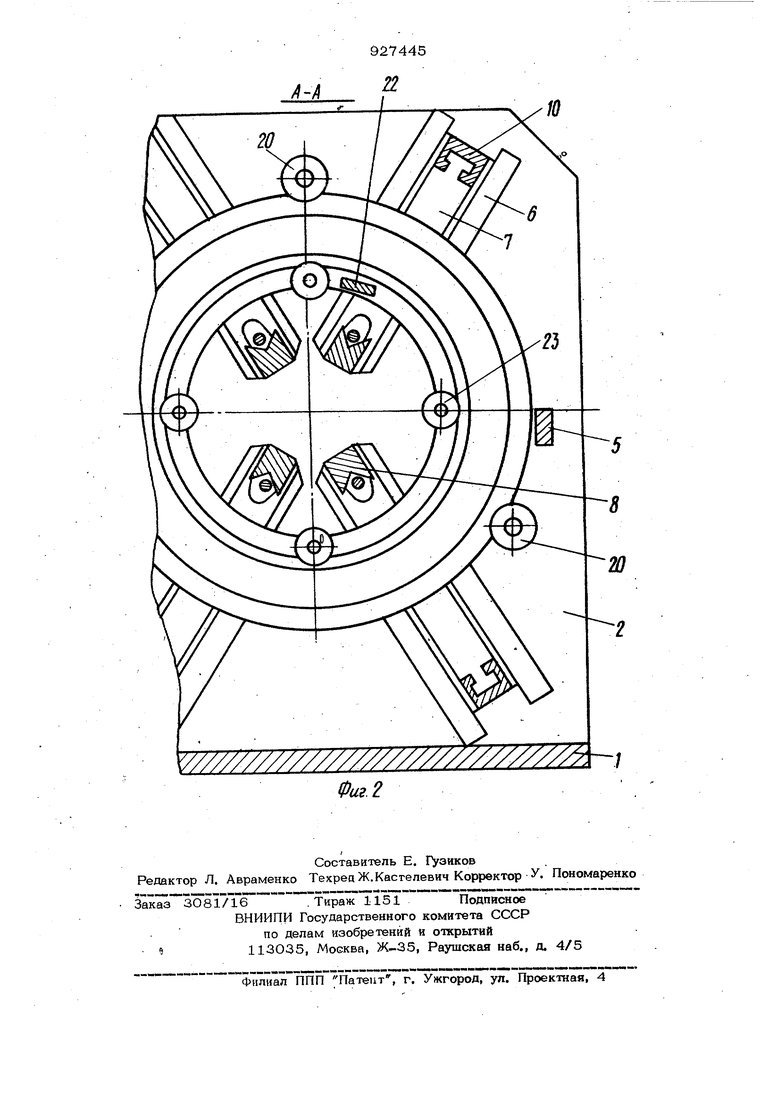
Изобретение относится к машинсх:троению, в частности к производству оборудования для контактной, сварки арматурных каркасов. Известно устройство для контактной сварки арматурных каркасов, содаржащее планшайбу с радиально-подвижными опорами, образующими кондуктор для формирования каркасов, спиральный диск в механизмы сварки 1 . Данное устройство не позволяет про изводить каркасы переменного сечения, например ксиусные, без остановки процесса изготовления каркасов. Целью изобретения является повышени производительности за счет регулировани положения опор и механизме сварки в процессе изготовления каркаса. Указанная цель достигается тем, что в устройстве для контактной сварки арма турных каркасов, содержащем тшашиайбу с paдиaльнo-пoдвижным f опорами, образующими кондуктор для формирсжания кар каса, спиральный диск, и механизмы свар ки, каждая опора снабжена направляюиюй с ползуном., установленной параллельно оси кондуктора, механизмы сварки смонтированы на ползуне, оснащенном плоским шартиром с поводком, установленным с возможностью Поворота в плоскости nei пендикулярной оси кондуктора, а спиральный диск снабжен тягами, связанными с соответствующими поводками. На фиг. 1 показано устройство, общий вид; на фиг. 2 - сечение А-А на фиг. 1. Устройство состоит из станины 1, на котором жестко закреплены плашиайба 2 и стойка 3, имеющая направляющую втулку 4, На планшайбе 2 смсяятированы кронштейн 5 и переставные направляющие 6, в которых размещены приводные радиально подвижные опоры 7 с жестко закрепленными на них консолями 8, образующими кондуктор для размещения продольных стержней 9. На опррах Также жестко установлены вдоль оси кондуктора нпправляющие 10 с размещенными в них ползунами 11, на каждом из которых смонтированы механизм сварки 12 с электродом 13 и плоский шарнир 14 с поводком 15, установленным с возможностью поворота в плоскости, параллельной планшайбе 2. Соосно с кондуктором смонтирован спиральный диск 16, одна кромка которого жестко закреплена на кронштейне 5, а на второй имеется приводной шток 17, который размещен во втулке 4 и предназначен для изменения шага навивки поперечной арматуры 18. На торце спирального диска 16 установлены жесткие тяги 19, связанные с поводками 15. На планшайбе 2 с возможностью свободного вращения установлены катки 20, между которыми смонтирована приводная шайба 21 с укладчиком 22 поперечной арматуры. 18 и ролики 23 для крепления шпуль 24, имеющих возмонсность стопориться относительно шайбы 21 Устройство работает следующим обра Л . На консоли 8 укладывают продольные стержни 9, к одному из которых ..°.. варительно намотанной на одну из шпуль 24 В процессе непрерывного вращения шайбы 21 укладчик 22, контактируя с торцем спирального диска 16, спирально навивает виток поперечной арматуры 18, при этом шаг навивки со6тветст %гет шагу диска 16 в данный момент, т.е. соответствует расстоянию между его кромками разреза. В момент, когда укладчик 22 перескакивает с кромки, закрепленной на кронштейне5, на кромку, закрепленную на штоке 17, продопьнью стержни с навитым витком толчком подают вперед на шаг, в результате чего навитый виток попадает под электроды 13, т.е. в зону сварки пересечений. Затем одновременно включают механизмы 12, которые электродами 13 производят свар ку всех пересечений навитого витка по-. Перечной арматуры 18. Во время сварки пересечений первого витка укладчик 22, также контактируя с торцем спирального диска 16 и, ная от штока 17 и кончая у кроншейна 5, спирально навивает второй виток поперечной арматуры 18. После окончания сварки, подъема электродов и окончания навивки очередного витка укладчик 22 авоматически переводит с кромки на кромку разреза спирального диска 16, а каркас также подают на шаг, в результат чего второй виток попадает под электро1Ъ1 13. Даже аналогичным образом цикл 9 54 повторяют до окончания изготовления каркаса. Одновременно с навивкой и сваркой пересечений осуществляют радиальное смещение опор 7 в результате чего образуется каркас переменного сечения, например в вице усеченного конуса. Для изменения шага навивки поперечной арматуры смещают шток 17, в результате чего изменится шаг спирального диска, при этом, спиральный диск 16, натягивая на поводки 15, устанавливает механизмы 12 по условной спирали, шаг который равен шагу диска, процессе сматывания поперечной рматуры с одной шпули на вторую, предварительно жестко скрепленной с шайбой 21, производят навивку поперечной арма . израсходован весь запас арматуры, станок оста„авливают, освобождают вторую шпулю 1, свободный конец поперечной арматуры закрепляют на каркасе, а освободившуюся шпулю закрепляют на шайбе 21, а на шпуле закрепляют конец арматуры из мотка, который может устанавливаться рядом со станком. После чего включают станок в процесс продолжаТаким образом, данное устройство без остановки обеспечивает одновременную сварку всех пересечений каждого витка, изменеьке сечения каркаса и изменение . шага навивки поперечной арматуры, что повьшает производительность при изготовлении каркасов переменного се-:. чения. Формула изобретения Устройство для контактнсй сварки арматурных каркасов, содаржащее планщайбу с радиально-подвижными опорами, образующими кондуктор для формирования каркаса, спиральный диск и механизмы сварки, отличающееся тем, что, с целью повьш1ения производительности за счет регулирования положения опор и механизмов сварки в процессе изготовления, каждая опора снабжена направляющей с ползуном, установленной параллельно оси кондуктора, механизмы сварки смонтированы на ползуне, оснащенном плоским шарниром с поводком.
установленным с возможностью поворота в плоскости, перпендикулярной оси кондуктора, а спиральный диск снабжен тя- . гамн, связанными с соответствующими поводками.
20 гг
Источники информации, принятью во внимание при экспертизе
1. Авторское свидетельство СССР NO 34128.5, кп, В 21F 27/10, 1970 (прототип).
Фиг.1