Формовка абразивных кругов про1 зводится на прессах в пресс-форме, состоящей из кольцевого корпуса, дно которого образует нижний рабочий диск, надетый на центральную оправку. Пуансон пресса, несущий верхний рабочий диск, спрессовывает абразивную массу, засыпанную предварительно в пресс-форму на нижний ее рабочий диск.
Однако при засыпке абразивной массы в пресс-форму она уплотняется нeoдинaкoвoJ верхний диск пуансона пресса и нижний диск прессформы часто оказываются непараллельными и т. д. Все это приводит к тому, что абразивные круги получаются с неравномерно распределенными абразивными зернами, что вызывает дисбаланс и неодинаковую твердость круга по всей его поверхности.
Для устранения указанных недостатков в предлагаемом устройстве между торцом нуансона и его рабочим диском помещена чаща с залитым в нее слоем масла, который
уплотняется манжетом корпуса, соединенного с нуансоном пресса. Это обеспечивает качание в некоторых пределах чаши и рабочего диска пуансона на масляной «подушке, которое поглощает погрещности разравнивания массы, непараллельность рабочих дисков и сообщает формуемому кругу одинаковое удельное давление во всех точках поверхности.
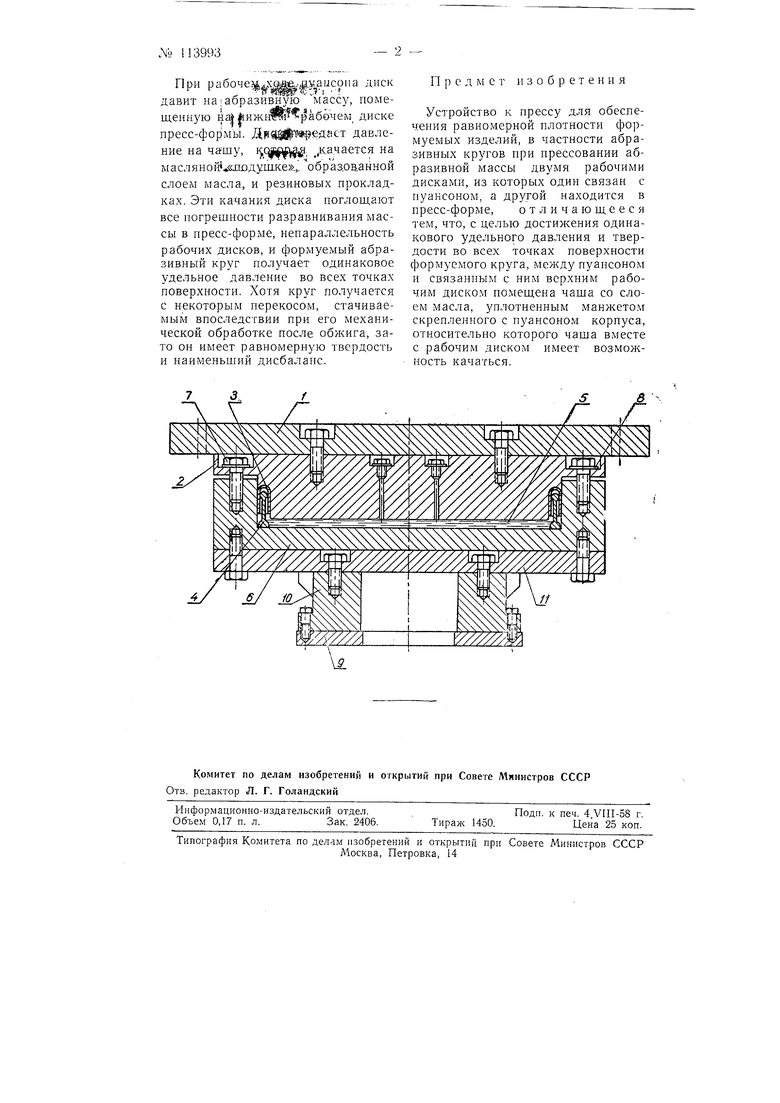
Устройство показано на чертеже в осевом разрезе.
К пуансону пресса крепится плита /, песущая корпус 2 предлагаемого устройства. В корпусе 2 имеется паз для манжета 3, в который входит кольцо 4, уплотняющие слой масла 5, залитого в чащу 6. Чаша 6 подвешена на болтах 7 к корпусу 2 и может относительно него в некоторых пределах качаться, благодаря наличию резиновых прокладок 8. Вместе с чащей 6 может Ka4aTbcj на пуансоне и рабочий диск 9, соединенный с нею полой деталью 10 и нлитой 11.
При pa6o4ej X|.iaiJcoiia диск давит на:абразивную массу, помещенную на| Аижн™ рабочем диске пресс-формы. Драда1И редает давление на чашу, f.. ..качается на масляной ..шодуш.ке.,/образ.ов.анной слоем масла, и резиновых прокладках. Эти качания диска поглощают все погрешности разравнивания массы в пресс-форме, непараллельность рабочих дисков, и формуемый абразивный круг получает одинаковое удельное давление во всех точках поверхности. Хотя круг получается с некоторым перекосом, стачиваемым впоследствии при его механической обработке после обжига, зато он имеет равномерную твердость и наименьший дисбаланс.
Предмет изобретения
Устройство к прессу для обеспечения равномерной плотности формуемых изделий, в частности абразивных кругов при прессовании абразивной массы двумя рабочими дисками, из которых один связан с пуансоном, а другой находится в пресс-форме, отличающееся тем, что, с целью достижения одинакового удельного давления и твердости во всех точках поверхности формуемого круга, между пуансоном и связанным с ним верхним рабочим диском помещена чаща со слоем масла, уплотненным манжетом скрепленного с пуансоном корпуса, относительно которого чаша вместе с рабочим диском имеет возможность качаться. / / :
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для формования шлифовальных кругов | 1983 |
|
SU1252174A1 |
| Гидравлический пресс с поворотным столом для прессования абразивных кругов | 1949 |
|
SU81116A1 |
| Способ формования шлифовальных кругов | 1978 |
|
SU833446A1 |
| Способ изготовления абразивных кругов | 1978 |
|
SU781043A1 |
| Пресс-форма для формования высоких абразивных кругов | 1976 |
|
SU640504A1 |
| Пресс-форма для изготовления абразивного инструмента | 1986 |
|
SU1344514A1 |
| Способ изготовления абразивного инструмента | 1980 |
|
SU876407A1 |
| Устройство для формования шлифовальных кругов | 1984 |
|
SU1293028A1 |
| КОНУСНАЯ ИНЕРЦИОННАЯ ДРОБИЛКА С УСОВЕРШЕНСТВОВАННЫМ УПЛОТНЕНИЕМ | 2015 |
|
RU2591119C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РАБОЧЕГО РАЗМЕРА ШЛИФОВАЛЬНОГО КРУГА | 2008 |
|
RU2366564C1 |
