(54) СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО
1
Изобретение относится к изготовлению абразивного инструмента.
Известен способ изготовления абра.зивного инструмента, при котором осуществляют порционное дозирование абразивной массы в формовочную емкость и последующее ее уплотнение. Формовочную емкость для помещения очередной порции массы при этом образуют относительным смещение матрицы и пуансона Cl
Однако при увеличении высоты фор- . муемого инструмента имеет место ухудшение его качества из-за отсутствия постоянства плотности по объему инструмента. Последнее связано с возможным смещением уплотненной массы при образовании формовочной емкости (.при относительном смещении матрицы и пуансона.
Цель изобретения - расширение технологических возможностей способа при повышении качества изготовления инструмента.
Указанная цель достигается тем, что в способе изготовления абразивного инструмента образование формовочной емкости осуществляют одновременно с процессом уплотнения массы. .ИНСТРУМЕНТА
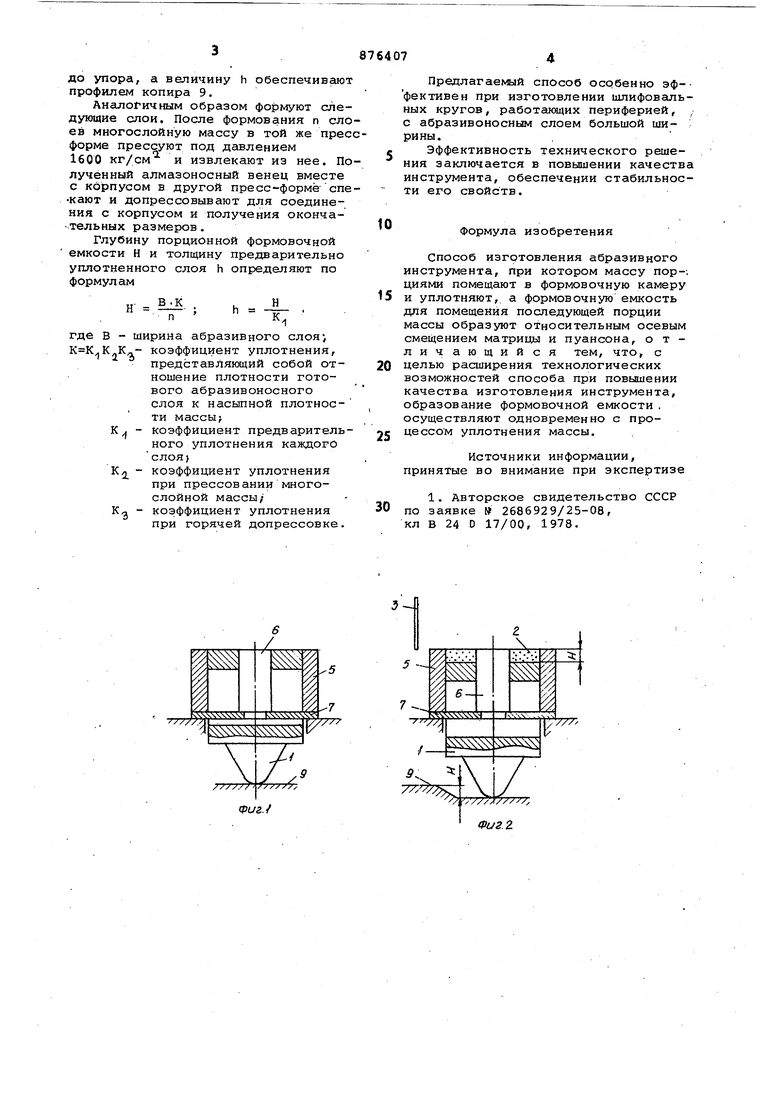
На фиг. 1 показано исходное положение пуансона; на фиг.2 - создание формовочной емкости и заполнение ее порцией абразивной массы; на фиг.З уплотнение засыпанной массы с образованием новой формовочной емкости, на фиг.4 - заполнение этой емкости абразивной массой.
10
Для формирования абразивоносного слоя смещением пуансона 1 от исходного положения создают порционную формовочную емкость глубиной Н мм. Затем образованную емкость заполняют формуемой массой 2, состоящей из связ15ки и алмазных зерен, и скребком 3 выравнивают. Прессующим элементом 4 порцию массы 2 уплотняют И одновременно ее перемещают вместе с пуансоном 1 относительно матрицы 5 .и стерж20ня 6, связанных между собой планкой 7 на величину h, равную толщине уплотненной порции формуемой массы 8. При этом освобождают порционную формовочную емкость глубиной Н для за25полнения следующей порции, которая образуется за счет уплотнения массы и ее перемещения на величину h. Глубину формовочной камеры Н обеспечивают опусканием прессующего элемента 4
30
до упора, а величину h обеспечивают профилем копира 9.
Аналогичным образом формуют следующие слои. После формования п слоев многослойную массу в той же прессформе прессуют под давлением 1600 кг/см и извлекают из нее. Полученный алмазоносный венец вместе с корпусом в другой пресс-форме-спекают и допрессовывают для соединения с корпусом и получения окончательных размеров.
Глубину порционной формовочной емкости Н и толщину предварительно уплотненного слоя h определяют по формулам
Н
В.К
Н
к.
де В - ширина абразивного слоя;
К;,- коэффициент уплотнения, представляющий собой отношение плотности готового абразивоносного слоя к насыпной плотноети массы
К - коэффициент предварительного уплотнения каждого
СЛОЯ)
К2 - коэффициент уплотнения при прессов ании многослойной массы/
К - коэффициент уплотнения
при горячей допрессовке.
Предлагаемый способ осрбенно эф-фективен при изготовлении шлифовальных кругов, работающих периферией, / с абразивоносным слоем большой ши- рины.
Эффективность технического решения заключается в повышении качества инструмента, обеспечении стабильности его свойств.
Формула изобретения
Способ изготовления абразивного инструмента, при котором массу пор--, циями помещают в формовочную камеру и уплотняют, а формовочную емкость для помещения последующей порции массы образуют относительным осевым смещением матрицы и пуансона, о т лич ающийся тем, что, с целью расширения технологических возможностей способа при повьошении качества изготовления инструмента, образование формовочной емкости . осуществляют одновременно с процессо-м уплотнения массы.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР 30 по заявке 2686929/25-08, кл в 24 D 17/00, 1978.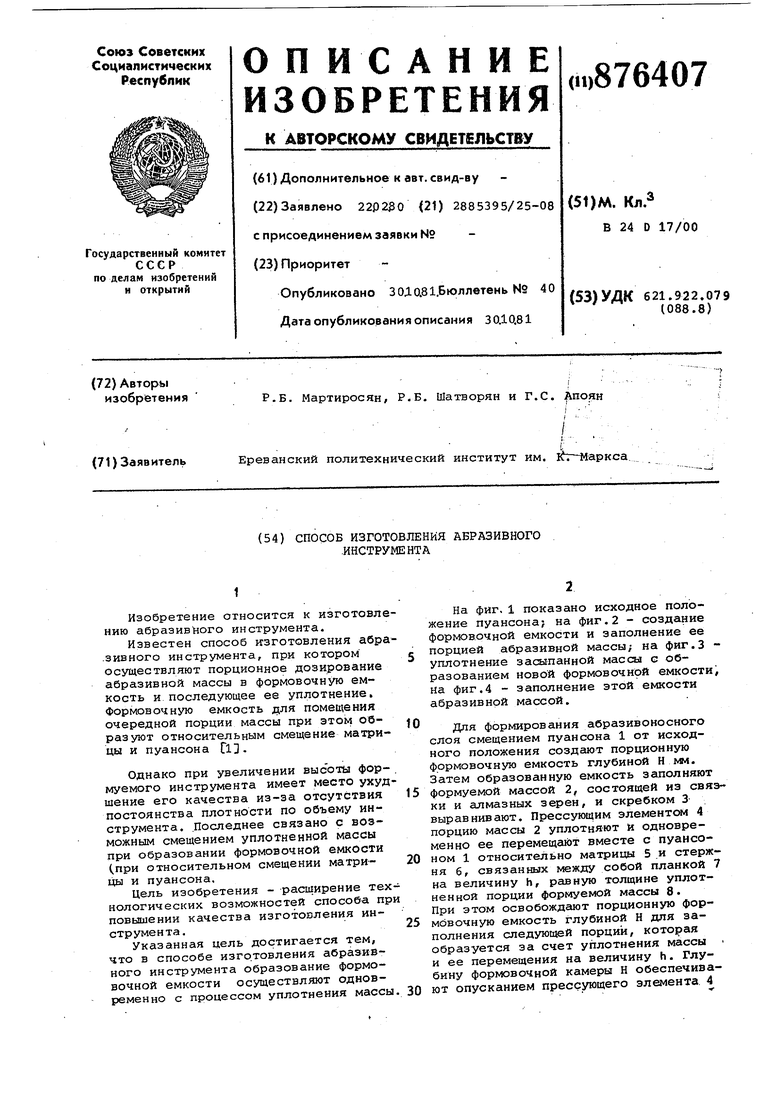
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления абразивного инструмента | 1980 |
|
SU905041A1 |
| Способ изготовления абразивного инструмента | 1978 |
|
SU861052A1 |
| Способ изготовления абразивного инструмента | 1980 |
|
SU931450A1 |
| Способ изготовления абразивного инструмента | 1981 |
|
SU960001A1 |
| Способ изготовления абразивных сегментов | 1980 |
|
SU956264A1 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНОГО ИНСТРУМЕНТА | 2000 |
|
RU2180284C2 |
| Способ изготовления абразивного инструмента | 1981 |
|
SU952566A1 |
| СПОСОБ ПРЕССОВАНИЯ МНОГОСЛОЙНЫХ ПИРОТЕХНИЧЕСКИХ ЗАРЯДОВ | 2013 |
|
RU2519604C1 |
| Способ изготовления абразивного инструмента | 1982 |
|
SU1049240A1 |
| Способ изготовления абразивного инструмента с ориентированными зернами | 1978 |
|
SU878555A1 |
I
//
0
Фиг.
. Фиг.Ъ
-Г
2
/
a// rV . 1ш
g
XTTTx
SilkXii
Фиг.1
