Известные способы пайки замка гофра металлических шлангов в трубчатых электропечах с восстановительной атмосферой, и устройства для осуществления этого способа не обеспечивают высокого качества пайки- Для устранения этого недостатка и повышения качества пайки за счет более равномерного прогрева изделия и ликвидации растекания припоя, предлагается, согласно изобретению, подвергающийся пайке шланг продвигать через печь с одновременным вращением его. Для осуществления этого способа пайки используется трубчатая электропечь, снабженная калиброванной насадкой для ввода и насадкой с холодильником для вывода изделия. Для осуществления врашательно-поступательного движения шланга используется роликовый механизм или используется станок осуществляющий навивку гофра.
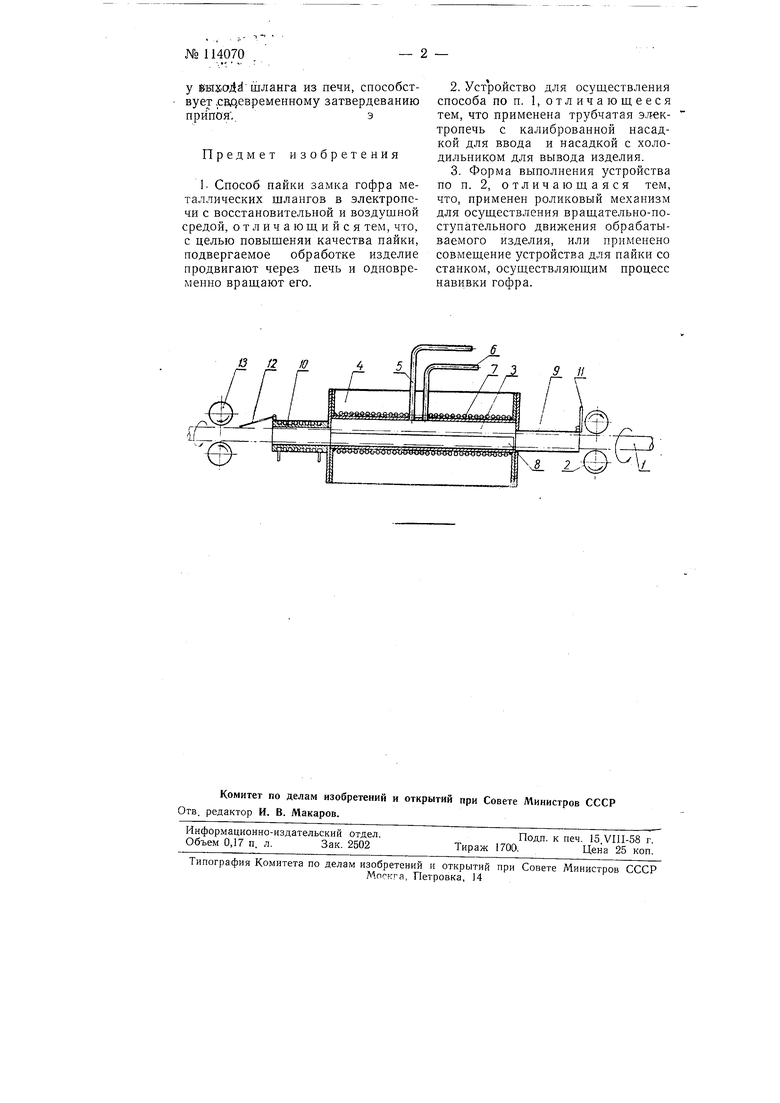
На прилагаемом чертеже представлена схема перемещения паяемого рукава через трубчатую печь в процессе пайки. Предназначенный для пайки металлический шланг / с
помощью роликов 2 подается в трубчатую печь 3, снабженную тепловой изоляцией 4, трубками 5 и б для подачи защитного газа и газообразного флюса и электронагревателем 7. Желоб 8 служит направляющей опорой для шланга при движении его через печь. У входа в печь расположена калиброванная насадка 9, плотно охватывающая щланг и препятствующая выходу защитных газов из печи. У выходного отверстия печи расположена насадка 10 с каналами для охлаждающей воды. Крышки // и 12 закрывают отверстия насадок при отсутствии в них шланга. Ролики 13 перемещают запаяный щланг при выходе его из печи- Вращение шланга обеспечивает преимущественный нагрев замка гофра щланга, благодаря чему заложенный там припой хорощо пропаивает замок, но не растекается по стенкам, имеющим более низкую температуру. Центробежные силы, возникающие при вращении шланга, также удерживают припой в замке, препятствуя его растеканию. Холодильник, расположенный
№ 114070
у №xodd-шланга из печи, способствует .свдевременному затвердеванию припоя .,э
Предмет изобретения
1. Способ пайки замка гофра металлических шлангов в элeктpoпeJ чи с восстановительной и воздушной средой, отличающийся тем, что, с целью повышеняи качества пайки, подвергаемое обработке изделие продвигают через печь и одновременно вращают его.
2.Устройство для осуществления способа по п. 1, отличающееся тем, что применена трубчатая электропечь с калиброванной насадкой для ввода и насадкой с холодильником для вывода изделия.
3.Форма выполнения устройства по п. 2, отличающаяся тем, что, применен роликовый механизм для осуществления вращательно-поступательного движения обрабатываемого изделия, или применено совмещение устройства для пайкп со станком, осуществляющим процесс навивки гофра.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления гибкого металлического шланга и станок для осуществления способа | 1942 |
|
SU131733A1 |
| Станок для изготовления гибких металлических шлангов с гофром по винтовой линии | 1945 |
|
SU71463A1 |
| Станок для изготовления гибких шлангов из металлической ленты | 1940 |
|
SU63194A1 |
| Способ сближения витков гофра гибких металлических рукавов | 1958 |
|
SU115915A1 |
| Головка для свивания и сварки гибкого металлического рукава из профилированной ленты | 1959 |
|
SU130870A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНОЙ ТРУБЧАТОЙ ОБЕЧАЙКИ | 1998 |
|
RU2156677C2 |
| Способ лужения | 1982 |
|
SU1016097A1 |
| ИНДУКЦИОННАЯ ПАЙКА НЕОРГАНИЧЕСКИХ ПОДЛОЖЕК | 2012 |
|
RU2638070C2 |
| СПОСОБ ПОДГОТОВКИ ДЕТАЛЕЙ ПОД ПАЙКУ | 2013 |
|
RU2569858C2 |
| КОНСТРУКЦИЯ ПРОВОЛОЧНОГО ПРИПОЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ГЕРМЕТИЧНЫЙ СОЕДИНИТЕЛЬ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2487788C2 |
9 II
