Известны способы изготовления металлического гибкого гофрированного шланга из ленты, которая предварительно профилируется в виде U-образного гофра, имеющего на одном конце гребень, а на другом - паз. При винтовом образовании шланга по известному способу рядом расположенные витки, взаимодействуя между собой гребнями и пазами, образуют замки.
Отличительная особенность описываемого способа состоит в том, что замок, образованный по известному способу, располагают у наружной поверхности гофра, наиболее удаленной от оси шланга. Это обеспечивает при изгибе шланга самообжатие элементов замка и герметичность шва.
Причем у начала отгиба паза в зазор между поверхностями гребня и паза прокладывается уплотняюш,ая проволока, а лента профилируется таким образом, что ширина паза меньше толш,ины ленты, конец которой, заправляемый в станок, срезается по углам гребня и паза, чем облегчается их схватывание в замок. Для облегчения образования замка, гребень и паз гофра предварительно отгибаются в сторону укладки замка.
Отличительной особенностью станка для осуществления описываемого способа состоит в том, что он оборудован гибочным штампом, состоящим из формуюшего сектора и оправки, а обжимные ролики выполнены переставными. Причем конец шпинделя с продольными рисками, с которого сходит шланг, имеет увеличенный диаметр, что обеспечивает сближение витков гофра. Другим отличием описываемого станка является то, что рабочие витки тянущих роликов имеют меньший щаг, чем нарезка на штампе.
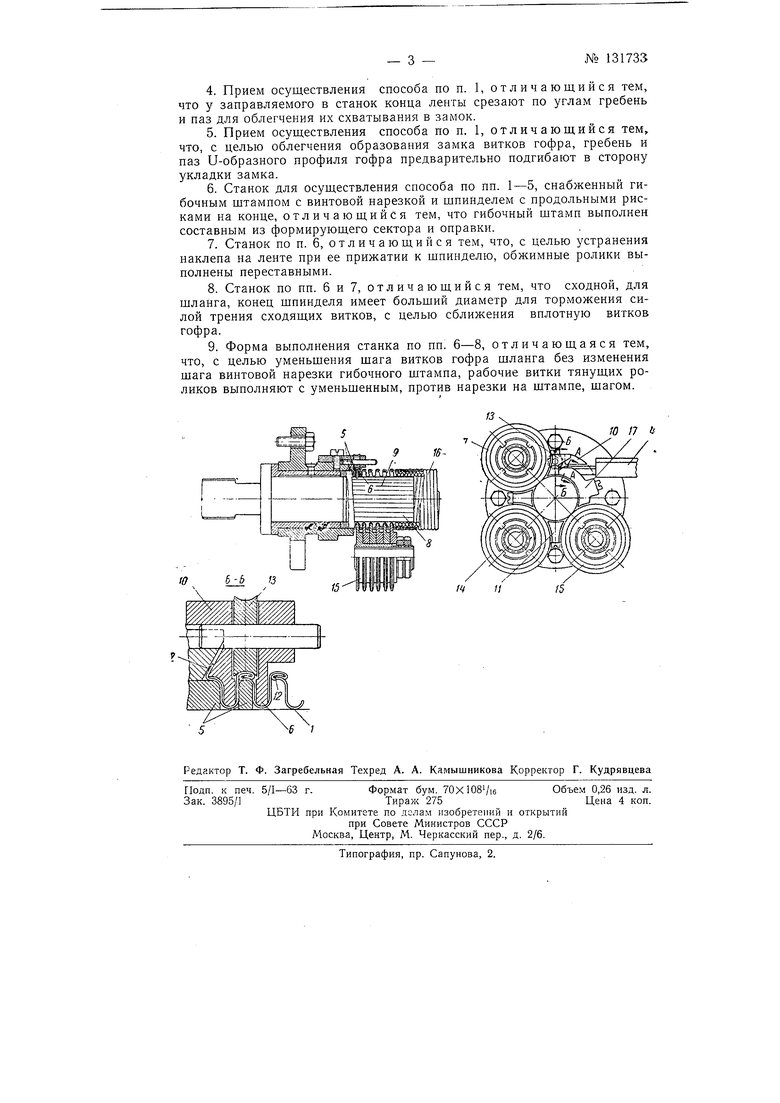
№ 131733- 2 На чертеже изображен станок для осуществления описываемого способа в двух проекциях.
Металлическая лента 1, проходя через последовательно профилирующие ролики, получает U-образный профиль (гофры), на одном конце которого имеется гребень 2, а на другом - паз 3. У заправляющегося в станок конца ленты срезают по углам гребень и паз, что облегчает их захватывание в замок. Заправочный конец ленты по проводке 4 поступает на вход формующего инструмента головки станка. Силой подачи профилирующих роликов лента проталкивается в зазор между формующей оправкой 5 и гребнем 6 формующего сектора. Под действием тянущего ролика 7 и шпинделя 8 с продольными рисками 9 лента протягивается в формующий инструмент головки станка. Связывание гребней и пазов ленты в замок, а также их предварительный подгиб и обжатие осуществляется в пределах формующего сектора, установленного до первого тянущего ролика 7. Формующий сектор 10, оправка и комбинированная проводка 11 представляют собой кольцевой гибочновытяжной щтамп непрерывного действия, в котором происходят формирование и обжатие замка, а также заправка в замок уплотняющей проволоки 12.
Профилированная лента, поступив в формующий инструмент головки, навертывается на щпиндель по винтовой линии.
Гребень профиля ленты попадает в ее паз и совместно с последним посредством формующего обжимного ролика 13 отгибается с последующим обжатием. Дальнейщее втягивание осуществляется при поднятых тянущих роликах 7, 14 и 15, взаимодействующих с гребнями гофров. Шланг 16, вращаясь вместе со щпинделем, поступательно перемещается в осевом направлении по гребням проводок 17 и гребням тянущих роликов, расположенных под углом наклона винтовой линии. Свободный конец щпинделя имеет увеличенный диаметр, что обеспечивает при перемещении по нему щланга сближение вплотную гофров.
Уменьшение щага гофров может быть осуществлено без изменения шага винтовой нарезки гибочного щтампа (формующего инструмента) посредством выполнения рабочих витков тянущих роликов с уменьщенным, по сравнению с нарезкой на щтампе, щагом.
Предмет изобретения
1.Способ изготовления гибкого металлического щланга с гофром по винтовой линии из ленты, предварительно профилированной так,, что на конце одной ветви U-образного профиля гофра образован гребень, а на конце другой ветви - паз для получения в месте смыкания витков гофра замка, образованного гребнем последующего витка,, входящим в паз предыдущего, отличающийся тем, что указанный замок располагают у наружной поверхности гофра, наиболее удаленной от оси щланга, с целью использования возникающих при изгибании: профиля ленты растягивающих сил для самообжатия элементов замка и получения при этом плотного герметического щва.
2.Прием осуществления способа по п. 1, отличающийся тем, что при свертывании ленты оставляют, для введения уплотняющей проволоки, зазор между боковой наружной поверхностью гребня и боковой внутренней поверхностью паза у начала его отгиба.
3.Прием осуществления способа по п. 1, отличающийся тем, что ширина паза на конце ветви U-образного загнутого гофра меньще толщины ленты для повыщения плотности замка.