Изобретение относится к области энергетического машиностроения, в частности к изготовлению трехслойной трубчатой обечайки с охлаждаемым контуром, работоспособной при температурах до 10000oC в условиях агрессивных сред.
Трехслойная трубчатая обечайка представляет собой паяно-сварную сборочную единицу, состоящую из спаянных между собой наружной и внутренней стенок через промежуточную оребренную проставку.
Известен способ изготовления трехслойной трубчатой обечайки, включающий расположение оребренной промежуточной проставки между двумя трубками, нанесение припоя на оребренную поверхность проставки, сборку трехслойной телескопической конструкции и пайку в защитной среде при ее вращении с одновременной подачей газа через каналы проставки для предотвращения образования пробок припоя в ее каналах (патент США N 3831247, кл.29-157.3).
Известный способ предназначен для пайки конструкций, содержащих трубы с достаточно тонкими стенками, способными деформироваться под действием разности давлений газа в межреберной полости и в атмосфере печи. Кроме того, данная конструкция не работоспособна при температурах около 10000oC и в агрессивных средах, например, в атмосфере газовой плазмы, содержащей агрессивные добавки; поскольку в противном случае незащищенная внутренняя стенка сгорит в течение короткого времени.
Наиболее близким аналогом заявленного изобретения является способ изготовления трехслойной трубчатой обечайки, раскрытый в патенте RU 2106942 C1, МПК7 B 23 K 1/00, 20.03.1998, согласно которому собирают телескопическую конструкцию, содержащую наружную стенку, внутреннюю оребренную стенку и оребренную промежуточную проставку с образованием внутренних полостей, на паяемых поверхностях размещают припой, производят пайку в защитной среде в печи при создании в ней давления газа и вакуума во внутренних полостях конструкции.
Данному способу также присущи указанные выше недостатки.
Задача изобретения - создание технологии пайки трехслойной трубчатой обечайки, работоспособной в условиях агрессивных сред при температурах до 10000oC.
Задача решена за счет того, что при изготовлении трехслойной трубчатой обечайки собирают телескопическую конструкцию, при этом наружную и внутреннюю стенки, а также оребренную промежуточную проставку изготавливают в форме конуса, причем внутреннюю стенку выполняют оребренной из пористого тугоплавкого металла, например вольфрама или молибдена, на внутреннюю поверхность наружной стенки наносят слой никелевого покрытия толщиной 7 - 15 мкм, на внешнюю поверхность промежуточной проставки наносят сначала слой медного покрытия толщиной 10 - 20 мкм, а затем - слой серебра толщиной 5 - 7 мкм, после сборки полученной конструкции с образованием между стенкой и проставкой полости и размещения припоя проводят ее пайку при создании вакуума в полости и давлении защитного газа в печи, далее внутреннюю поверхность спаянной конструкции подвергают механической обработке, согласовывая ее с наружной поверхностью внутренней стенки, и наносят на нее сначала слой медного покрытия толщиной 15 - 25 мкм, затем - серебряного покрытия толщиной 3 - 6 мкм, на внешнюю оребренную поверхность внутренней стенки наносят слой никелевого покрытия толщиной 10 - 20 мкм, размещают припой и собирают трехслойную коническую обечайку с образованием полости между проставкой и оребренной внутренней стенкой, далее ее паяют при создании вакуума внутри конструкции и поджатии внутренней стенки через мембрану, герметично закрывающую внутреннюю полость и соприкасающуюся с технологическим кольцом, передающим усилие газа в печи на торец внутренней стенки, обеспечивая последней прижатие к промежуточной проставке c выборкой зазора между ними. Пайку на первом и на втором этапах осуществляют при вращении конструкций.
Технический результат - повышение стойкости внутренней стенки трехслойной обечайки при ее работе в экстремальных условиях.
На чертеже представлена конструкция трехслойной трубчатой обечайки в разрезе до пайки.
Данная обечайка представляет собой конструкцию, включающую конусную наружную стенку 1 (рубашку), конусную оребренную промежуточную проставку 2, конусную оребренную внутреннюю пористую стенку 3. Между внутренней поверхностью наружной стенки 1 и наружной поверхностью промежуточной проставки 2 образована межреберная полость 4, а между внутренней поверхностью промежуточной проставки 2 и внешней поверхностью внутренней стенки 3 образована межреберная полость 5, соединенная через поры стенки 3 с внутренней полостью 6 изделия. В торце внутренней стенки 3 расположено технологическое кольцо 7, соприкасающееся с мембраной 8, которая выполнена в виде тонкой металлической пластины, приваренной к наружной стенке 1. К торцу этой стенки с противоположной стороны приварено донышко 9, выполненное в виде пластины значительной толщины.
Способ, согласно изобретению, осуществляют следующим образом.
Изготавливают конусные стенки и промежуточную проставку механическим методом. Наружную стенку 1 выполняют из нержавеющей стали, промежуточную проставку 2 - из сплава на основе меди, внутреннюю пористую стенку 3 - из металлического вольфрама или молибдена, полученного методом порошковой металлургии. Выполнение внутренней стенки 3 из тугоплавкого металла необходимо для защиты обечайки от воздействия высокой температуры (до 10000oC) плазменного потока, проходящего через ее полость 6. Выполнение внутренней стенки 3 пористой необходимо для обеспечения прохождения защитного газа через ее поры, направляющегося на поток и препятствующего попаданию агрессивных частиц на стенку. На внутреннюю паяемую поверхность наружной стенки 1 наносят гальваническим методом слой никелевого покрытия толщиной 7 - 15 мкм. На оребренную паяемую поверхность промежуточной проставки 2 наносят сначала слой медного покрытия толщиной 10 - 20 мкм, а затем - серебряного покрытия толщиной 5 - 7 мкм. Нанесение покрытий на обе паяемые поверхности необходимо для улучшения растекаемости жидкого припоя при пайке и прохождения диффузионных процессов между соединяемыми деталями. В торцевой части проставки 2 размещают припой, выполненный из сплава на основе меди. Далее осуществляют сборку наружной стенки 1 с промежуточной проставкой 2 и сварку по их торцам с образованием герметичной межреберной полости 4. Собранную телескопическую конструкцию паяют при ее вращении в печи и создании в полости 4 разрежения, а в рабочей зоне печи - давления газа - аргона, достаточного для создания усилия прижатия проставки 2 к стенке 1. Внутреннюю поверхность промежуточной проставки 2 обрабатывают механическим методом для обеспечения согласования ее с наружной поверхностью внутренней стенки 3.
На внутреннюю поверхность промежуточной проставки 2 наносят гальваническим методом сначала слой медного покрытия толщиной 15 - 25 мкм, затем - серебряного покрытия толщиной 3 - 6 мкм. На паяемую оребренную поверхность внутренней стенки 3 из пористого тугоплавкого металла - вольфрама или молибдена - наносят методом осаждения из газовой фазы слой никелевого покрытия толщиной 10 - 20 мкм. Нанесение покрытий на паяемые поверхности необходимо для прочного соединения деталей из медного сплава и вольфрама или молибдена через их связующие слои. На торцах внутренней стенки 3 размещают припой, например в виде колец, и собирают трехслойную коническую обечайку с образованием оребренной полости 5 и внутренней полости 6. Эти полости герметизируют с помощью мембраны 8 и донышка 9, приваренных к наружной стенке 1. Между мембраной 8 и торцем внутренней стенки 3 вставлено технологическое кольцо 7, способное передавать усилие газа на стенку 3, перемещая ее вдоль проставки 2. Такое расположение кольца 7 и мембраны 8 необходимо для создания возможности поджатия стенки 3 из практически недеформируемых вольфрама и молибдена к проставке 2. Трехслойную оболочку паяют при ее вращении с созданием разрежения в полостях 5, 6 и давления газа в печи. В процессе пайки усилие газа - аргона через мембрану 8 передается на кольцо 7, а оно, в свою очередь, воздействует на торец стенки 3, обеспечивая прижатие ее к проставке 2 с выборкой зазора между паяемыми деталями. После охлаждения обечайки мембрану 8, технологическое кольцо 7 и донышко 9 удаляют.
Ниже приведены примеры осуществления предложенного способа.
Пример 1.
Изготавливали конусную наружную стенку 1 из стали марки 1Х21Н5Т, конусную промежуточную проставку 2 - из сплава на основе меди марки БрХО, 8, конусную внутреннюю стенку 3 - из пористого металлического вольфрама. На внутреннюю поверхность наружной стенки 1 наносили слой никелевого покрытия толщиной 7 мкм, на оребренную поверхность проставки 2 - сначала слой медного покрытия толщиной 10 мкм, а затем - серебряного толщиной 5 мкм. После размещения припоя из сплава на основе меди марки ПМ17А проводили сборку наружной стенки 1 с промежуточной проставкой 2 и полученную телескопическую конструкцию паяли в печи при температуре 990oC с выдержкой 9 мин, разрежении в полости 4 1•10-2 мм рт.ст. и давлении аргона 5 ати. После механической обработки внутренней поверхности промежуточной проставки 2 на нее наносили сначала слой медного покрытия толщиной 15 мкм, затем - серебряного толщиной 3 мкм. На паяемую поверхность внутренней стенки 3 наносили слой никелевого покрытия толщиной 10 мкм. После размещения припоя на стенке 3 собирали трехслойную обечайку с образованием полостей 5 и 6, герметизировали их с помощью донышка 9 и мембраны 8 с размещением технологического кольца 7. Пайку осуществляли при поджатии стенки 3 к проставке 2 с помощью кольца 7, передающего на нее усилие газа - аргона в печи. Процесс проводили при температуре 1000oC с выдержкой 5 мин, разрежении в полости 5 1•10-2 мм рт.ст. и давлении аргона 3 атм.
Были проведены испытания изготовленной обечайки при подаче в ее полость 6 при температуре 9500oC плазменного газового потока, содержащего агрессивные компоненты. При испытаниях через внутреннюю стенку 3 из пористого вольфрама подавали инертный газ, направляя его на поток плазмы. Подаваемый инертный газ, обдувая поток со всех сторон, препятствовал попаданию агрессивных компонентов на поверхность стенки. Испытания показали, что данная обечайка оказалась работоспособной в таком потоке до 5 минут.
Пример 2.
Изготавливали наружную стенку 1 и промежуточную проставку 2 из тех же материалов, что и в примере 1, а внутреннюю стенку 3 - из пористого металлического молибдена. На внутреннюю поверхность наружной стенки 1 наносили слой никелевого покрытия толщиной 15 мкм, на паяемую поверхность проставки 2 - сначала слой медного покрытия толщиной 20 мкм, а затем - серебряного толщиной 7 мкм. Размещали припой и собирали телескопическую конструкцию аналогично примеру 1. Пайку проводили при температуре 1010oC с выдержкой 11 мин, разрежении в полости 4 1•10-2 мм рт.ст. и давлении аргона 5 ати. После соответствующей механической обработки внутренней поверхности промежуточной проставки 2 на нее наносили сначала слой медного покрытия толщиной 25 мкм, затем - серебряного толщиной 6 мкм. На паяемую поверхность внутренней стенки 3 наносили слой никелевого покрытия толщиной 20 мкм. Размещение припоя и сборку трехслойной обечайки проводили аналогично примеру 1. Паяли при температуре 1020oC с выдержкой 6 мин, разрежении в полости 5 1•10-2 мм рт.ст. и давлении аргона 3 ати.
Испытания спаянной обечайки проводили в тех же условиях, что и в примере 1. Испытания показали, что конструкция работоспособна до 5 минут.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПАЙКИ ТРУБ | 1998 |
|
RU2156183C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНЫХ ПАЯНЫХ КОНСТРУКЦИЙ | 2014 |
|
RU2581335C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНЫХ ПАЯНЫХ КОНСТРУКЦИЙ | 2001 |
|
RU2226457C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНУСНОЙ КОНСТРУКЦИИ | 1998 |
|
RU2156181C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАЯНО-СВАРНОЙ КОНСТРУКЦИИ ТОРООБРАЗНЫХ ГАЗОВОДОВ | 2001 |
|
RU2221678C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАЯНЫХ ТЕЛЕСКОПИЧЕСКИХ КОНСТРУКЦИЙ | 1996 |
|
RU2109606C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАЯНЫХ КОНСТРУКЦИЙ ЭНЕРГЕТИЧЕСКИХ УСТАНОВОК | 1999 |
|
RU2156678C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАЯНО-СВАРНОЙ КОНСТРУКЦИИ | 2000 |
|
RU2184022C2 |
| Способ пайки двухслойных паяных конструкций | 2017 |
|
RU2680117C2 |
| СПОСОБ ПАЙКИ ТЕЛЕСКОПИЧЕСКИХ КОНСТРУКЦИЙ | 2001 |
|
RU2221679C2 |
Способ может быть использован при изготовлении конструкций с охлаждаемым контуром, работоспособных при температурах до 10000oС в агрессивных средах. Наружную стенку, внутреннюю оребренную стенку и оребренную проставку изготавливают конической формы. Внутреннюю стенку изготавливают из пористого вольфрама или молибдена. На паяемые поверхности наносят покрытия для улучшения сцепления деталей. Сначала собирают и паяют двухслойную телескопическую конструкцию при создании давления газа в печи и вакуума в образовавшейся межреберной полости. Затем собирают полученную конструкцию с внутренней стенкой и производят пайку при аналогичных условиях. Для прижима внутренней стенки к проставке используют технологическое кольцо и мембрану. Способ обеспечивает повышение стойкости внутренней стенки трехслойной оболочки при ее работе в экстремальных условиях. 6 з.п.ф-лы, 1 ил.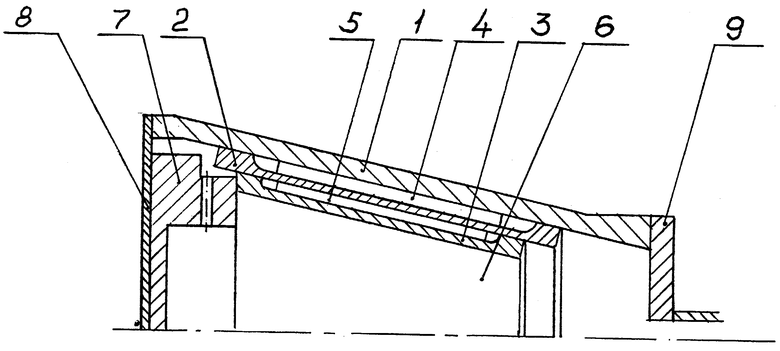
| СПОСОБ ПАЙКИ ТЕЛЕСКОПИЧЕСКИХ КОНСТРУКЦИЙ | 1996 |
|
RU2106942C1 |
| Способ пайки изделий | 1977 |
|
SU1830318A1 |
| RU 2005022 C1, 30.12.1993 | |||
| СПОСОБ ПАЙКИ ИЗДЕЛИЙ | 1996 |
|
RU2101147C1 |
| US 3831247, 27.09.1974 | |||
| DE 1954824 A1, 26.06.1997 | |||
| Способ определения димедрола в биологических объектах | 1980 |
|
SU930123A1 |
