28
СО
СП 
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия изготовления древесно-волокнистых плит средней плотности | 1988 |
|
SU1618660A1 |
| Устройство для изготовления древесно-стружечных плит | 1983 |
|
SU1117224A1 |
| Линия для изготовления древесностружечных плит | 1983 |
|
SU1106670A1 |
| СПОСОБ ПОЛУЧЕНИЯ ДРЕВЕСНЫХ ПЛИТ БЕЗ ДОБАВЛЕНИЯ СВЯЗУЮЩЕГО И ТЕХНОЛОГИЧЕСКИЕ ЛИНИИ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2005596C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДРЕВЕСНЫХ ПЛИТ | 1993 |
|
RU2041814C1 |
| Линия изготовления древесностружечных плит | 1986 |
|
SU1320065A1 |
| Линия производства древесных плит | 1984 |
|
SU1167017A1 |
| Способ изготовления нешлифованных древесно-стружечных плит | 2021 |
|
RU2785590C1 |
| Линия изготовления древесных плит | 1990 |
|
SU1778000A1 |
| Линия производства плит из древесной массы | 1976 |
|
SU592613A1 |

ЛИНИЯ ИЗГОТОВЛЕНИЯ ДРЕВЕСНО-СТРУЖЕЧНЫХ ПЛИТ, содержашая главный конвейер с поддонами, формируюшие машины, пресс для подпрессовки ковра, пресс окончательного прессования с нагревательными плитами, загрузочную и разгрузочную этажерки, узел форматной обрезки плит и привод, отличающаяся тем, что, с целью повышения производительности в работе, на рабочих поверхностях поддонов и на нижних поверхностях нагревательных плит смонтированы гребенки, которые расположены по периметру поддонов и нагревательных плит в шахматном порядке и имеют скошенные рабочие поверхности, узел форматной обрезки выполнен в виде верхней и нижней фрезерных головок, а между разгрузочной этажеркой и узлов форматной обрезки установлен кантоS ватель.
27
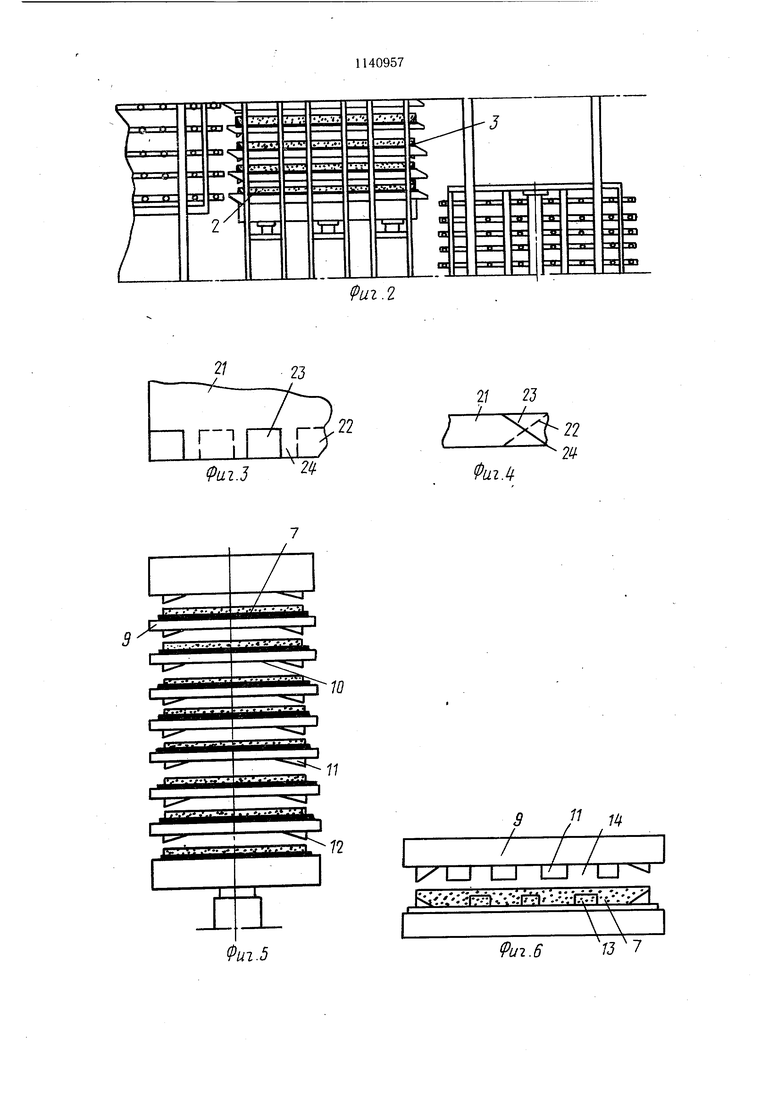
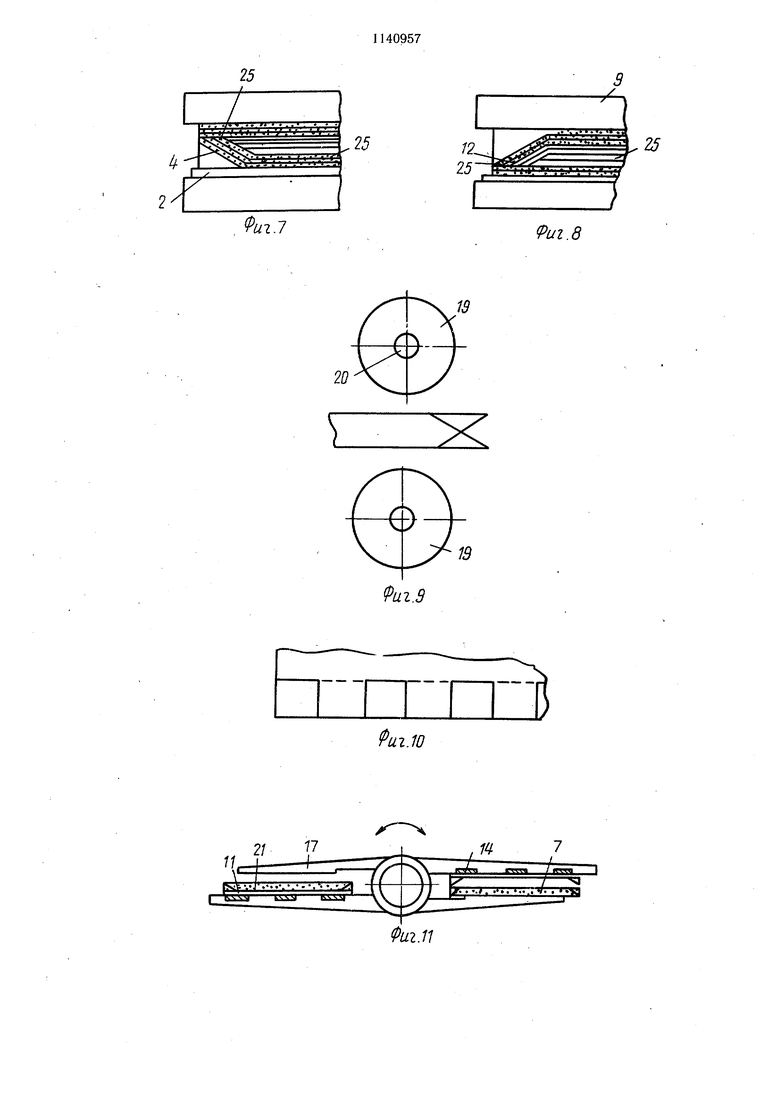
иг.1 Изобретение относится к деревообрабатывающей промышленности, в частности к оборудованию для производства древесных плит. Известна линия для выпуска древесных плит, состоящая из конвейера с формащинами и прессов холодного и горячего прессования I. Известна также линия изготовления древесно-стружечных плит, содержащая главный конвейер с поддонами, формирующие мащины, пресс для подпрессовки ковра, пресс окончательного прессования с нагревательными плитами, загрузочную и разгрузочную этажерки, узел форматной обрезки плит и привод 2. Недостатком известных линий является низкая производительность. Цель изобретения - повышение производительности в работе. Цель достигается тем, что в линии изготовления древесно-стружечных плит, содержащей главный конвейер с по.ддонами, формирующие мащины, пресс для подпрессовки ковра, пресс окончательного прессования с нагревательными плитами, загрузочную и разгрузочную этажерки, узел форматной обрезки плит и привод,на рабочих поверхностях поддонов и на нижних поверхностях нагревательных плит смонтированы гребенки, которые расположены по периметру поддонов и нагревательных плит в шахматном порядке и имеют скошенные рабочие поверхности, узел форматной обрезки выполнен в виде верхней и нижней фрезерных головок, а между разгрузочной этажеркой и узлом форматной обрезки установлен кантователь, На фиг. 1 изоображена схема линии, вид сверху; на фиг. 2 - схема узла прессования плит, вид сбоку; на фиг. 3 - схема готовой плиты, вид сверху; на фиг. 4 - то же вид сбоку;на фиг. 5 - схема пресса с поддонами, вид сбоку; на фиг. 6 - схема плит пресса, поддона с выступами и ковра, вид сбоку; на фиг. 7 - то же, плиты пресса сомкнуты, а выступ закреплен на поддоне, вид сбоку; на фиг. 8 - то же, выступ закреплен на плите, вид сбоку; на фиг. 8 - схема узла калибровки плит, вид сбоку; на фиг. 10 - схема плиты, вид сверху; на фиг. 11 - схема узла калибровки плит, вид сверху; на фиг. 13 - то же, вид сбоку. Линия изготовления древесно-стружечных плит содержит главный конвейер 1 с горячим прессом 2 и поддонами 3, на которых установлены по периметру наклоненные внутрь гребенки 4, при этом конвейер 1 имеет установленные друг за другом формирующие машины 5, а также подпрессовшик 6 пакетов 7 и узел 8 прессования, состоящий из нагревательных плит 9, на нижней поверхности 10 которых смонтированы гребенки 11, расположенные по периметру плит 9 и поддонов 3 в шахматном порядке и имеюидие скошенные рабочие поверхности 12, которые направлены навстречу друг другу; внешние кромки 13 гребенок 4 и II выполнены вертикальными, а между последними 4 выполнены пазы 14. Перед прессом 2 установлена загрузочная этажерка 15, а, за ним - разгрузочная этажерка 16, за которой смонтирован кантователь 17 и узел 18 форматной обрезки с фрезерными головками 19, укрепленными на валах 20. Каждая плита 21 на своих кромках по периметру имеет нижние впадины 22 и выступы 23 в виде прямоугольников, между которыми в результате недопрессовок могут быть стенки 24. Плита 21 при формировании пакета 7 имеет слои 25, которые формируются на формирующих машинах 5. За узлом 18 форматной обрезки плиты 21 соединяют по выступам 23 и впадинам 22 в непрерывную полосу 26, которую разрезают на детали 27 из отрезанных на узле 28 резания заготовок 29, соединенных также в непрерывную полосу 30. Фрезерные головки 19 смонтированы наклонно по отношению к направлению подачи плиты 21 и снабжены приводом 31, обеспечивающим щаговую подачу кареток 32, а кантователь 17 имеет равномерно распределенные по длине электромагниты 33. Линия работает следующим образом. Гребенки 4 крепят на лицевых сторонах поддонов 3 по их периметру и поддоны подают к формирующим машинам 5, где слои 25 равномерно настилают друг на друга, причем как на поддон 3, так и на заостренные поверхности 12 каждой гребенки 4. После формирования пакетов 7 их подпрессовывают на прессе 6 и подают на узел 8 прессования, где при смыкании выступы гребенок поддонов 3 и нагревательных плит 9 входят в пазы 14 друг друга и формируют при этом на кромках плит 21 выступы 23 и впадины 22, которые калибруют с помощью фрезерных головок 19 при размещении плит 21 в зоне узла 18 форматной обрезки, после чего плиты 21 соединяют в непрерывную полосу 26, которую раскраивают на один требуемый размер детали 27; затем выполняют соединение заготовок по продольным кромкам в непрерывную полосу 30, которую раскраивают на второй требуемый размер, обеспечивающий формирование детали 27, при этом как первый, так и второй размеры, меняют по заданной спецификации.
(Риг.г
21 2J
Г
2 ФагЛ
п
Фиг.5
Г .
/ / /
IXLJ LJ LiJ / LJ
Ml/.-: Ф У::г|7 t.v.
(Риг.6
Ul.l
(Риг.8
иг.Ю
| I | |||
| 0 |
|
SU153118A1 | |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Шварцман Г | |||
| М | |||
| Производство древесио-стружечных плит | |||
| М ., «Лесная промышленность, 1977, с | |||
| ТКАЦКИЙ СТАНОК | 1920 |
|
SU300A1 |
