1
Изобретение относится к линии производства плит и может быть использовано в деревообрабатывающей промышленности.
Известна линия производства плит из древесной массы, .включающая главный конвейер, формующие машины и прессы горячего прессования 1.
Известна линия производства из древесной массы, включающая главный конвейер, формующие мащины, пресс для предварительного уплотнения ковра, прессы горячего прессования и форматно-обрезной станок 2.
Недостатками известных линий являются низкое качество плит и наличие адгезии прессуемого материала к плитам пресса.
Цель изобретения - улучшение качества плит и устранение адгезии прессуемого материала к плитам пресса.
Достигается это тем, что в линию включены механизмы нанесения талька, которые установлены перед формующими машинами и после пресса предварительного прессования ковра, причем механизм нанесения талька выполнен в виде камеры с дозирующим устройством.
Иа фиг. 1 схематически изображена предлагаемая линия; на фиг. 2 - механизм нанесения талька.
В схему линии входят главный конвейер 1, формующие машины 2, ленточно-вальцовый
пресс 3, два механизма 4 нанесения талька (первый перед формующими мащинами, второй после ленточно-вальцового пресса), загрузочные этажерки 5 горячих прессов, два
горячих пресса 6, расположенных параллельно друг другу, разгрззочные этажерки 7 прессов, форматно-обрезной станок 8.
Механизм нанесения талька на поверхность поддопа и подпрессованного ковра методом
напыливания содержит загрузочную воронку 9, дозатор 10, трубку И, вентилятор 12 для распыления и камеру 13.
Порошок талька через отверстие в загрузочной воронке 9 поступает в дозатор 10, откуда равномерными порциями по трубке 11 ссыпается на крыльчатку вентилятора 12, которым распыливается по всей камере 13.
Дозатор 10 представляет собой корпус, внутри которого вращается на валу электродвигателя ребристый диск. Вентилятор 12 представляет собой крыльчатку, закрепленную на валу электродвигателя, который с помощью кронштейна крепится к корпусу камеры 13.
Линия работает следующим образом.
Главный конвейер 1 осуществляет перемещение поддонов. Механизм 4 перед формующими машинами напыливает тальк на поверхность поддопа. Тальк служит против адгезии прессуемого материала к поддону и
плите пресса при горячем прессовании. Машины 2 формуют ковер из насыпной древесной массы, который, проходя через пресс 3, подпрессовывается в холодном состоянии. При выходе пресса на поверхность подпрессованного ковра напыливается тальк механизмом 4 нанесения талька.
Время прессования -ВО втором горячем прессе сдвинуто относительно времени прессования в первом горячем прессе на половину цикла прессования.
Главный конвейер перемещает поддон с ковром к загрузочной этажерке 5 первого пресса 6. После того, как загрузочная этажерка первого пресса будет загружена полностью, главный конвейер начинает перемещать поддоны с ковром к загрузочной этажерке 5 второго пресса 6. По окончании загрузки загрузочной этажерки второго пресса снова производится загрузка загрузочной этажерки первого пресса и так далее.
По окончании прессования в первом прессе 6 поддон с плитами выгружаются в загрузочную этажерку 7 этого пресса, откуда поэтажно выдаются на главный конвейер, который перемещает плиты на стол форматно-обрезного станка 8, а поддоны -к формующим
машинагМ 2, По окончании разгрузки разгрузочной этажерки первого пресса аналогично производится разгрузка разгрузочной этажерки второго пресса и так далее.
Формула изобретения
1.Линия производства плит из древесной массы, включающая главный конвейер, формующие машины, пресс для предварительного уплотнения ковра, прессы горячего Дрессования и форматно-ойрезной станок, QTjinчающаяся тем, что, с целью улучщения качества плит и устранения адгезии прессуемого материала к плитам пресса, в линию включены механизмы нанесения талька, которые установлены перед формующими машинами и после пресса предварительного прессования ковра.
2.линия по п. 1, отличающаяся тем, что механизм нанесения талька выполнен в виде камеры с дозирующим устройством.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство № //006, кл. В 2yj 5/U8, 197ci.
2.Авторское свидетельство СССР №311774, кл. В 29J 5/00, 1970.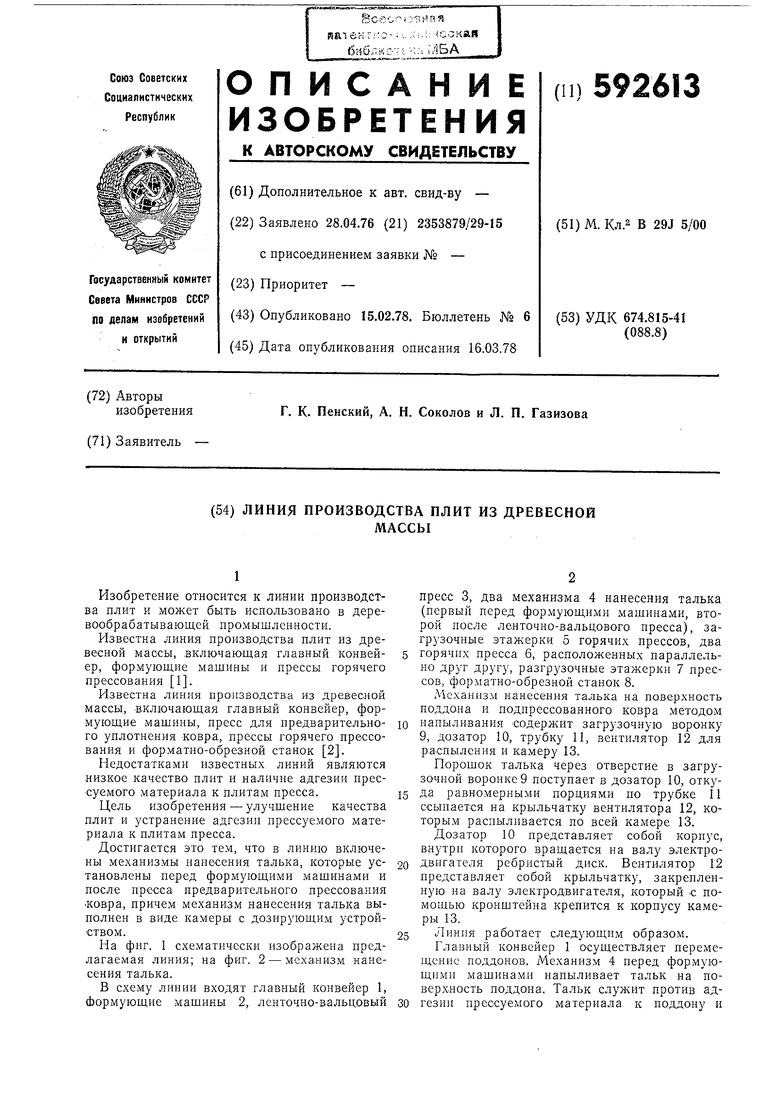
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ДРЕВЕСНЫХ ПЛИТ БЕЗ ДОБАВЛЕНИЯ СВЯЗУЮЩЕГО И ТЕХНОЛОГИЧЕСКИЕ ЛИНИИ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2005596C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДРЕВЕСНЫХ ПЛИТ | 1993 |
|
RU2041814C1 |
| Линия изготовления древесно-стружечных плит | 1983 |
|
SU1140957A1 |
| Линия производства древесных плит | 1984 |
|
SU1167017A1 |
| Линия изготовления древесно-волокнистых плит средней плотности | 1988 |
|
SU1618660A1 |
| Линия изготовления древесностружечных плит | 1986 |
|
SU1320065A1 |
| Линия изготовления плитных материалов | 1986 |
|
SU1423388A1 |
| Линия изготовления древесно-стружечных плит | 1990 |
|
SU1722836A1 |
| Поточная линия для изготовления минераловатных или стекловатных плит | 1975 |
|
SU555014A1 |
| Поточная линия для изготовления волокнистых плит из волокнистой суспензии | 1989 |
|
SU1761480A1 |

